工艺指标汇总树脂分厂docWord格式文档下载.docx
《工艺指标汇总树脂分厂docWord格式文档下载.docx》由会员分享,可在线阅读,更多相关《工艺指标汇总树脂分厂docWord格式文档下载.docx(34页珍藏版)》请在冰豆网上搜索。
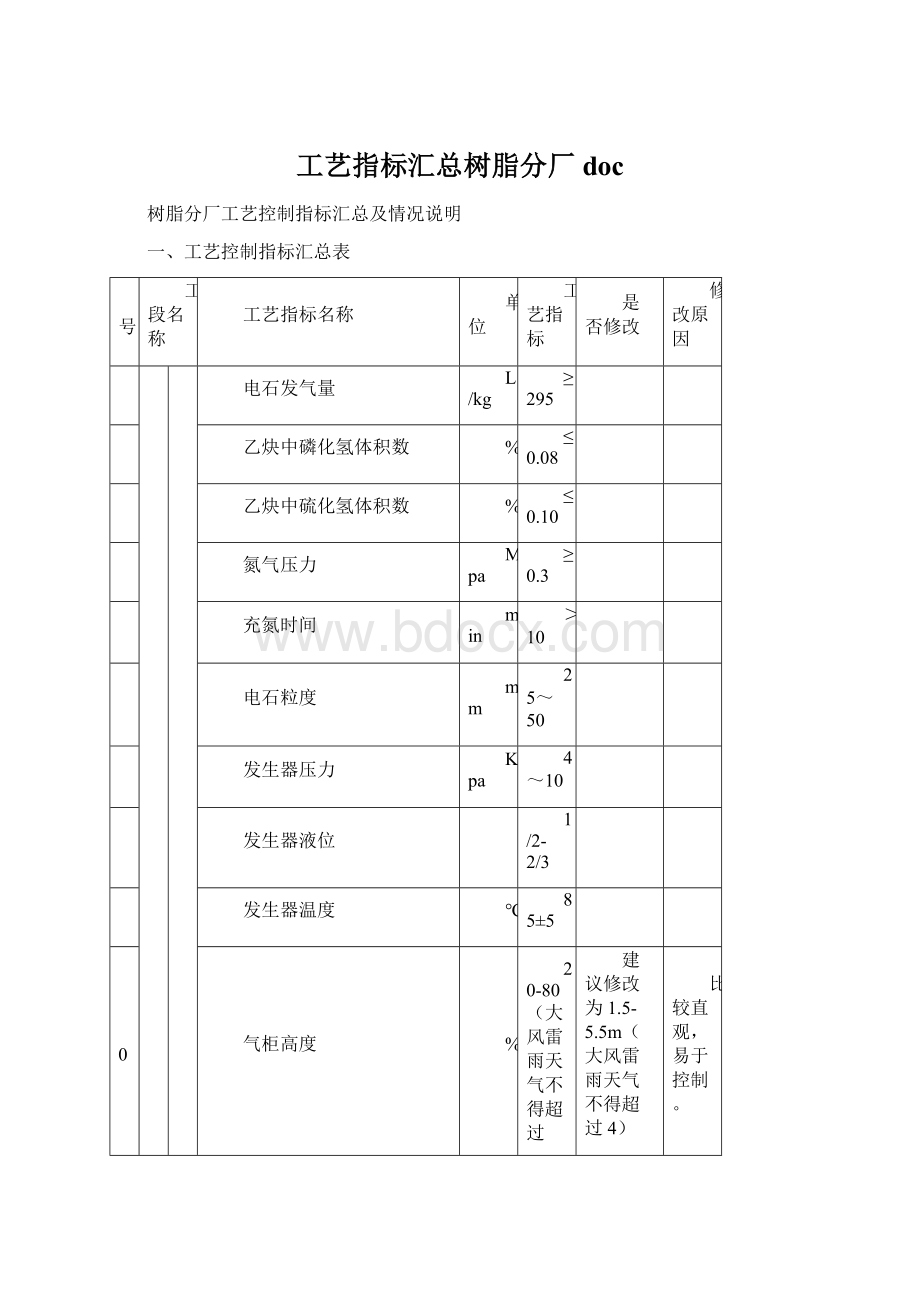
8
发生器液位
1/2-2/3
9
发生器温度
℃
85±
10
气柜高度
20-80(大风雷雨天气不得超过60%)
建议修改为1.5-5.5m(大风雷雨天气不得超过4)
比较直观,易于控制。
11
排渣次数
次/小时
建议修改为1次/2小时
现实际执行即为1次/2小时,可减少乙炔气损失。
12
排渣量
mm/次
200
13
正逆水封液位
正逆水封仪表液位安装相对靠上,仪表显示液位为10%时,实际液位为30%,影响发生器压力.液位实际控制在0~10%.
14
安全水封液位
100
15
净
化
1/2
16
17
1号清净塔液位
18
2号清净塔液位
19
中和塔液位
20
中和塔碱液(NaOH)浓度
10-15
21
中和塔废碱浓度
NaOH
<5
22
或NaCO3
23
S-Z4泵、纳西姆泵入口压力
正压
24
S-Z4泵、纳西姆泵出口压力
<0.07
25
S-Z4泵、纳西姆泵出口温度
≤45
26
次氯酸钠有效氯含量
0.0852-0.12
27
次氯酸钠PH值
7-8
28
S-Z4泵气水分离器液位
1/2左右
29
纳西姆泵气水分离器液位
1#30-40
2#30-40
3#15-25
30
加压泵入口温度
因乙炔气流量增加,加之溴化锂送冷却水压力不足,温度偏高,导致3#冷却塔降温效果不好,实际加压泵入口温度长期在50℃左右.
31
乙炔气纯度
≥98
32
乙炔气中硫磷含量
33
回
收
浆料缓冲罐液位
1000-1800
34
浆料缓冲罐压力
1±
0.5
35
乙炔气含氧量
≤1
36
90-95
建议修改为≥90
纯度越高越好,不应有95的上限.
37
脱吸器压力
-0.06±
0.01
38
氯
烯
转
乙炔/氯化氢分子比
1:
1.05~1.1
由于转化器泄漏、转化热水温度偏低及变压吸附无流量计量等的影响,实际乙炔/氯化氢分子比1:
1.35~1.4.
39
混合器气相温度
<50
40
混合气预热温度
≥70
41
转化器热水温度
80-97(开车时≥80)
建议修改为97±
2(来源于《聚氯乙烯生与产与操作》)
转化器热水温度低导致反应不完全,转化率低.
42
转化反应温度
80~160
43
循环热水PH值
7~10
44
转化率过剩量
HCL<10C2H2<1
由于转化器泄漏、转化热水温度偏低及变压吸附无流量计量等的影响,转化率过剩量偏高.
45
HCL管压力(表)
MPa
≤0.07
建议修改为≤0.06
合成中HCL压力为≤0.06
46
C2H2管压力(表)
纳西姆泵出口压力为<0.07
47
水洗含酸
<3
48
1段石墨冷凝器出口温度
-6~-12
49
2段石墨冷凝器出口温度
-10~-18
由于冷冻盐水温度偏高,实际二段石墨冷凝器出口温度一般在-8~-12
50
转化器压力
前排进口
0.032~0.022
实际运行因脱水阻力大,压力长期超标。
52
前排出口
0.027~0.017
53
后排出口
0.022~0.012
54
压
缩
压缩机入口温度
2~10
由于旧机前冷却器换效果不好,此指标长期超标.
55
压缩机入口压力
mmH2O
≥20
56
压缩机后冷却器出口温度
45~50
由于旧机后冷却器换效果不好,一直偏高.
57
压缩机出口压力
0.5~0.7(表)
58
电机升温
<60
59
电机电流
小压缩机
A
<240
建议修改为
1#≤22.9
1#压缩机为315KW高压电机;
2#3#为132KW普通电机;
4#为250KW高压电机;
5#6#为160KW普通电机
60
大压缩机
<24
2#3#≤249.3
4#≤23.6
5#6#≤284.3
61
循环油压
0.15~0.35
62
压缩
岗位
油温
<70
63
m
1.5-4.0
64
精
馏
低沸塔塔顶温度
38±
65
低沸塔塔顶压力
0.5-0.55(表)
66
低沸塔塔釜温度
40±
67
低沸塔塔釜压力
0.5—0.55(表)
68
高沸塔塔釜温度
30±
69
高沸塔塔釜压力
0.15-0.35(表)
70
高沸塔塔顶温度
20±
71
高沸塔塔顶压力
72
成品冷凝器温度
73
全凝器温度
74
尾气冷凝器气相温度
-15~-22
由于冷冻盐水温度偏高,尾气冷凝器气相温度一般在-10~-12.
75
碱液浓度
10—15
76
Na2CO2
<10
77
单体含高沸物
ppm
<100
78
尾气含氯乙烯量
由于转化效率不好,尾气含氯乙烯平均在20左右,乙炔含量在40左右.
79
单体含乙炔
80
高沸塔液位
600~1600(30~80%)
81
低沸塔液位
82
原
材
料
纯度
83
硫磷含量
84
水分
≤0.06(抽查)
建议开展
此项目未开展
85
含氧
<1
86
精馏
氢
≥91(刚开车时)不含游离氯
≥94(正常开车时)不含游离氯
87
88
变
吸
附
原料气输入流量
Nm3/h
~700
建议修改为150~700
确保开车率,降低消耗.
89
原料气输入压力
0.50~0.55
90
原料气输入温度
91
净化气
C2H2
mg/m3
≤120
由于转化率低,此指标一直严重超标.
92
C2H3Cl
93
净化气输出压力
0.45~0.50
94
净化气温度
常温
95
解吸气压力
0.05
96
~500
97
原料气输入压力
~0.45
98
≤40
99
吸附压力
0.4~0.45
产品气质量:
H2
≥99.5
101
产品气输出压力
≤0.20
102
产品气温度
103
解吸气输出压
~0.02
104
解吸气输出温度
105
盐
酸
脱
解吸塔塔釜温度
110~120℃(根据浓盐酸实际浓度进行调整)
106
解吸塔塔顶温度
70~80
107
解吸塔塔底液位
40~70
108
解吸塔排酸浓度
20~22
109
解吸塔塔釜压力
0.03~0.08
110
解吸塔塔顶压力
111
除雾器出口氯化氢温度
≤30
112
除雾器出口氯化氢纯度
≥99.9
113
稀盐酸温度
114
浓盐酸加入量
根据需要由流量计和流量阀控制
115
聚
合
单体加料及贮存系统
单体槽
压力
0.2-0.6
116
液位
≤80
该液位显示不准.
117
入釜单体管道压力
1.0-2.0
118
入釜过滤器进出口压差
≤0.3
119
单体泵机封冷却小罐压力
1.8-2.3
120
入釜单体
流量
m3/h
120-150
121
细流时流量
50-60
122
单体泵氮气钢瓶出口压力
≥2.3
123
纯水系统
冷、热水槽液位
30-90
124
热水槽温度
80-95
125
注水泵压力控制
1.3-2.16
126
冲洗水泵出口压力
 升级会员
升级会员 