盒形件拉深模设计PPT文档格式.ppt
《盒形件拉深模设计PPT文档格式.ppt》由会员分享,可在线阅读,更多相关《盒形件拉深模设计PPT文档格式.ppt(13页珍藏版)》请在冰豆网上搜索。
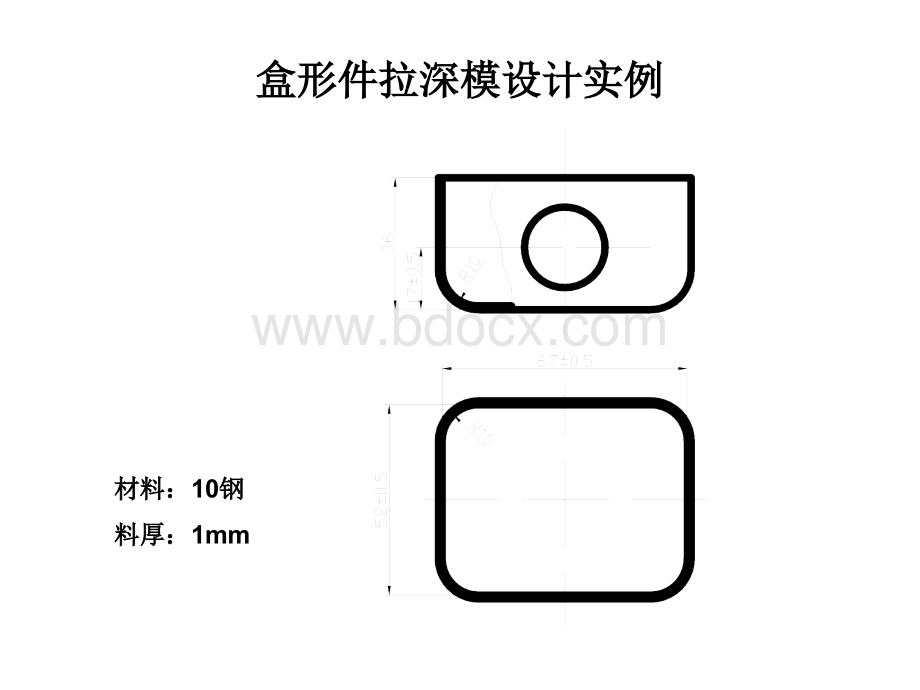
料厚:
1mm一、工艺性分析一、工艺性分析1.材料分析材料分析10钢为优质碳素结构钢,属于深拉深级别钢,具有良好的拉深成形性能。
2.结构分析结构分析零件为矩形盒拉深件,形状简单,底部和口部圆角半径都为10mm,满足盒形拉深件底部圆角半径大于一倍料厚、口部圆角半径大于三倍料厚的要求。
对于盒形件侧壁上的孔,根据孔的位置和其精度要求,决定采用拉深后钻孔加工的方法。
3.精度分析精度分析零件上有两个尺寸标注公差,经查表其精度等级都在IT14以下,所以普通拉深即可达到零件的精度要求。
二、工艺方案的确定二、工艺方案的确定本例涉及到的加工工序包括落料、拉深(需计算确定拉深次数)、切边、钻孔。
由于零件的生产批量为中等批量,精度要求较低,若计算得出可一次拉深成形,则可以考虑由剪板机下料(坯料形状需做一定的近似)和免去修边工序(需要时个别零件可手工修边)。
如果经计算校验,以上所做的假设可行,则加工路线可简化为下料拉深检验是否需要修边钻孔。
三、工艺计算三、工艺计算1.拉深工艺计算拉深工艺计算
(1)判定能否一次成形)判定能否一次成形计算零件的相对角部圆角半径,查得盒形件初次拉深最大相对高度,计算零件的实际相对高度,小于零件允许的最大相对高度,所以零件一次拉深即可成形。
由于零件只需一次拉深,且零件口部质量要求低,所以不考虑修边余量的增加和切边工序的安排。
(2)判定是否采用压边圈)判定是否采用压边圈主要考虑圆角部分,其拉深系数,则,计算零件的坯料相对厚度,由于,所以需要使用压边装置。
(3)确定坯料的形状与尺寸)确定坯料的形状与尺寸根据一次拉深成形的矩形盒坯料计算方法,其直边部分按弯曲件求解坯料展开长度。
盒形件圆角部分按筒形件拉深求解坯料展开尺寸依据坯料的做图求解法,坯料最终的形状和尺寸见下左图。
按照该方法确定的坯料尺寸有利于拉深件的成形,所生产的拉深件口部质量好,但坯料的形状复杂,必须采用落料的方法获得坯料,而且落料模工作零件制造难度大。
由于拉深件生产批量中等,精度要求较低,所以考虑对拉深坯料进行简化,省去落料模,直接采用剪板机制坯。
其具体简化过程为:
拉深件直边和圆角部分仍按照以上计算公式展开,过圆弧做45斜线与直边展开坯料相交,则得到八角形坯料(见下右图)。
计算所得坯料尺寸简化坯料尺寸简化后坯料的总长和总宽分别为选择规格为1mm1000mm3500mm的板料,进行如下排样计算:
由上计算可知,应将板料先裁成宽115mm、长1000mm的条料,再剪成115mm130mm的块料,按尺寸切掉四个角后得到坯料尺寸,即可直接用于拉深。
2.拉深工作零件尺寸计算拉深工作零件尺寸计算首先确定拉深凸、凹模间隙,根据盒形件间隙确定原则,取直边部分的间隙等于材料厚度,即1mm;
圆角部分间隙较直边部分增加0.1倍料厚,即1.1mm。
因为零件标注内形尺寸(、),所以要先计算凸模,即3.拉深力计算拉深力计算按照拉深力的计算公式计算压边力总工作力根据以上力的计算数值,同时考虑零件的高度,初选设备为J2316。
四、模具零部件结构的确定四、模具零部件结构的确定1.标准模架的选用标准模架的选用取凹模的壁厚为45mm,计算得出凹模的外形尺寸为159mm144mm,凹模高度受到拉深件高度和模具结构的影响暂不能确定,其具体尺寸在绘制模具装配图时可调整确定。
模具采用后置导柱模架,根据凹模外形尺寸,查得模架规格为:
上模座160mm160mm40mm,下模座160mm160mm45mm,导柱28mm170mm,导套28mm100mm38mm。
2.压边装置中弹性元件的计算压边装置中弹性元件的计算模具采用弹性压边装置,弹性元件选用橡胶,其尺寸计算如下:
(1)确定橡胶垫的自由高度)确定橡胶垫的自由高度由上两个公式取。
(2)确定橡胶垫的横截面积查得矩形橡胶垫在预压量为10%15%时的单位压力为0.6Mpa,所以橡胶面积。
(3)确定橡胶垫的平面尺寸)确定橡胶垫的平面尺寸取橡胶垫外形为圆形,则其直径(4)校核橡胶垫的自由高度橡胶垫的高径比在0.51.5之间,所以,选用的橡胶垫规格合理。
橡胶的装模高度约为0.85170mm=144.5mm。
3.其它零部件结构其它零部件结构为降低拉深凸模的高度,模具采用凸模直接固定在下模座的固定方法。
模柄采用压入式模柄,根据设备上模柄孔尺寸,选用规格A40100的模柄。
模模具具装装配配图图
 升级会员
升级会员 