数控机床部分与运行方式2优质PPT.pptx
《数控机床部分与运行方式2优质PPT.pptx》由会员分享,可在线阅读,更多相关《数控机床部分与运行方式2优质PPT.pptx(8页珍藏版)》请在冰豆网上搜索。
包括钻、镗、攻螺纹等加工。
轮廓加工控制-亦称连续轨迹控制,分为加工平面曲线(X,Y轴运动的合成)和加工空间曲线(X,Y,Z轴运动的合成)两种情况。
轮廓加工控制的特点特点:
对各坐标轴的移动量、速度及相互间的比例同时进行控制。
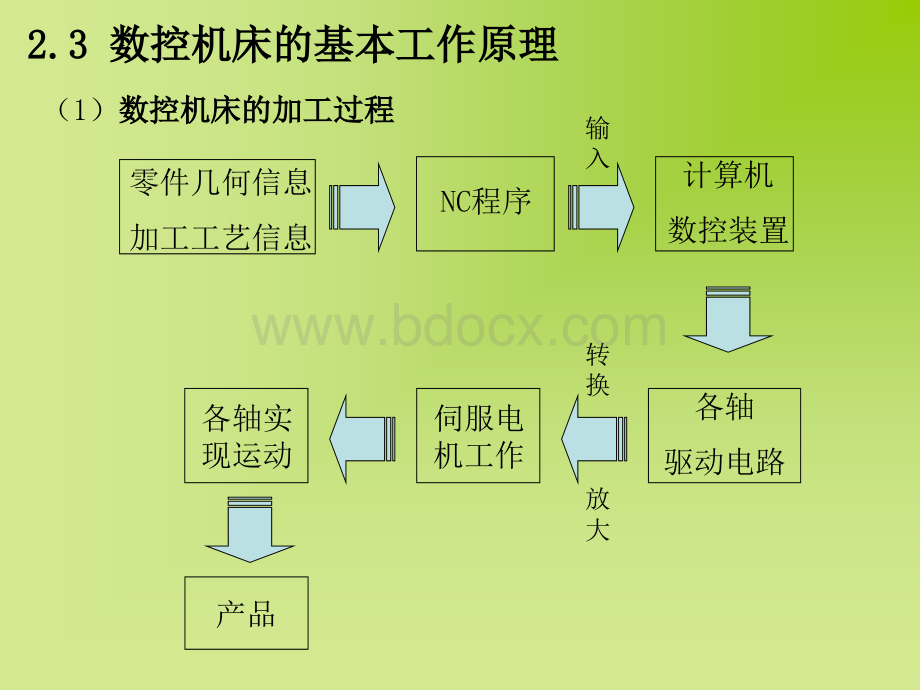
2.32.3数控机床的基本工作原理数控机床的基本工作原理
(2)点位控制与轮廓加工控制点位控制与轮廓加工控制点位控制及轮廓加工控制均通过插补运算插补运算来实现。
插补插补-指在被加工轨迹的起点和终点之间,插进许多中间点(数据点的密化),然后用已知线型逼近的过程。
如直线、圆弧、抛物线插补等等。
数控系统将插补运算的结果通过伺服驱动装置(伺服控制伺服控制)来实现机床各坐标轴的运动。
伺服控制伺服控制-分为关断控制关断控制和调节控制调节控制两种控制方式。
适用于点位控制适用于轮廓控制定义P172.32.3数控机床的基本工作原理数控机床的基本工作原理(3)数控机床的基本(电气)控制要求数控机床的基本(电气)控制要求运动控制位移速度加速度各伺服轴的插补运动控制主轴速度控制主轴定位控制主轴及各轴的插补控制逻辑控制简单逻辑输入输出控制组合逻辑控制主轴电机正反转、停止;
冷却泵电机的启动和停止;
机械原点限位开关信号的检测。
定时润滑、刀库控制、主轴管理等。
(4)数控机床常用的调试功能数控机床常用的调试功能:
P17由逻辑编逻辑编程程实现由PLC来实现2.42.4数控机床的基本类型数控机床的基本类型
(1)点位控制系统点位控制系统-代表:
数控钻床,数控镗床,etc.只控制刀具相对于工件定位点的位置精度,不控制刀具的运动轨迹,刀具运动过程中不进行切削。
(2)直线控制系统直线控制系统-代表:
数控车床,数控铣床,etc.控制起点与终点间的准确位置的同时,还要求刀具的运动轨迹为一直线,并能控制位移速度,刀具运动过程中进行切削加工。
点位/直线控制系统-同时具有以上功能,如数控镗铣床,etc.(3)轮廓控制系统轮廓控制系统-代表:
数控铣床,数控车床,etc.对两个或两个以上的坐标轴方向进行连续控制的同时,也对位移和速度进行连续控制,刀具运动过程中进行切削加工。
可分为2轴控制,2.5轴控制,3-5轴控制。
2.4.1按运动轨迹分类按运动轨迹分类2.42.4数控机床的基本类型数控机床的基本类型2.4.2按伺服系统控制方式分类按伺服系统控制方式分类特点:
不带位置测量元件,对执行机构的动作情况不进行检查,控制精度较低,成本较低。
如:
步进电机伺服系统。
其精度主要取决于伺服元件和机床传动元件。
(1)开环伺服系统开环控制系统框图开环控制系统框图2.42.4数控机床的基本类型数控机床的基本类型2.4.2按伺服系统控制方式分类按伺服系统控制方式分类特点:
机床工作台上装有位置测量元件(直线位移测量直线位移测量元件元件),运动精度主要取决于检测装置精度,与传动链误差无关;
系统不易稳定,调试和维修较复杂。
(2)闭环伺服系统闭环控制系统框图闭环控制系统框图2.4.2按伺服系统控制方式分类按伺服系统控制方式分类(3)半闭环伺服系统特点:
通过角位移测量元件角位移测量元件间接测量伺服机构中执行元件的转角,通过计算换算出工作台的实际位移量,将计算值与指令值进行比较,用比较后的差值进行控制机床的位移,直至差值为0。
其控制精度不如闭环控制数控机床,但调试比较方便,成本比闭环系统低,因而被广泛采用。
半闭环伺服系统框图半闭环伺服系统框图2.42.4数控机床的基本类型数控机床的基本类型
 升级会员
升级会员 