广播通信铁塔过程检验标准.doc
《广播通信铁塔过程检验标准.doc》由会员分享,可在线阅读,更多相关《广播通信铁塔过程检验标准.doc(4页珍藏版)》请在冰豆网上搜索。
广播通信铁塔及桅杆产品过程质量检验规范
1.目的
提高产品质量,为产品检验提供依据
2.范围
本标准适用于本公司零构件的加工焊接和镀锌检验
3.引用标准
GB50205——2001《钢结构工程施工和验收规范》
GB/T2694—2003《输电线路铁塔制造技术条件》
GY65——89《广播电视钢塔桅制造技术条件》
YD/T757-95《微波铁塔技术条件》
4.技术要求和检验规则
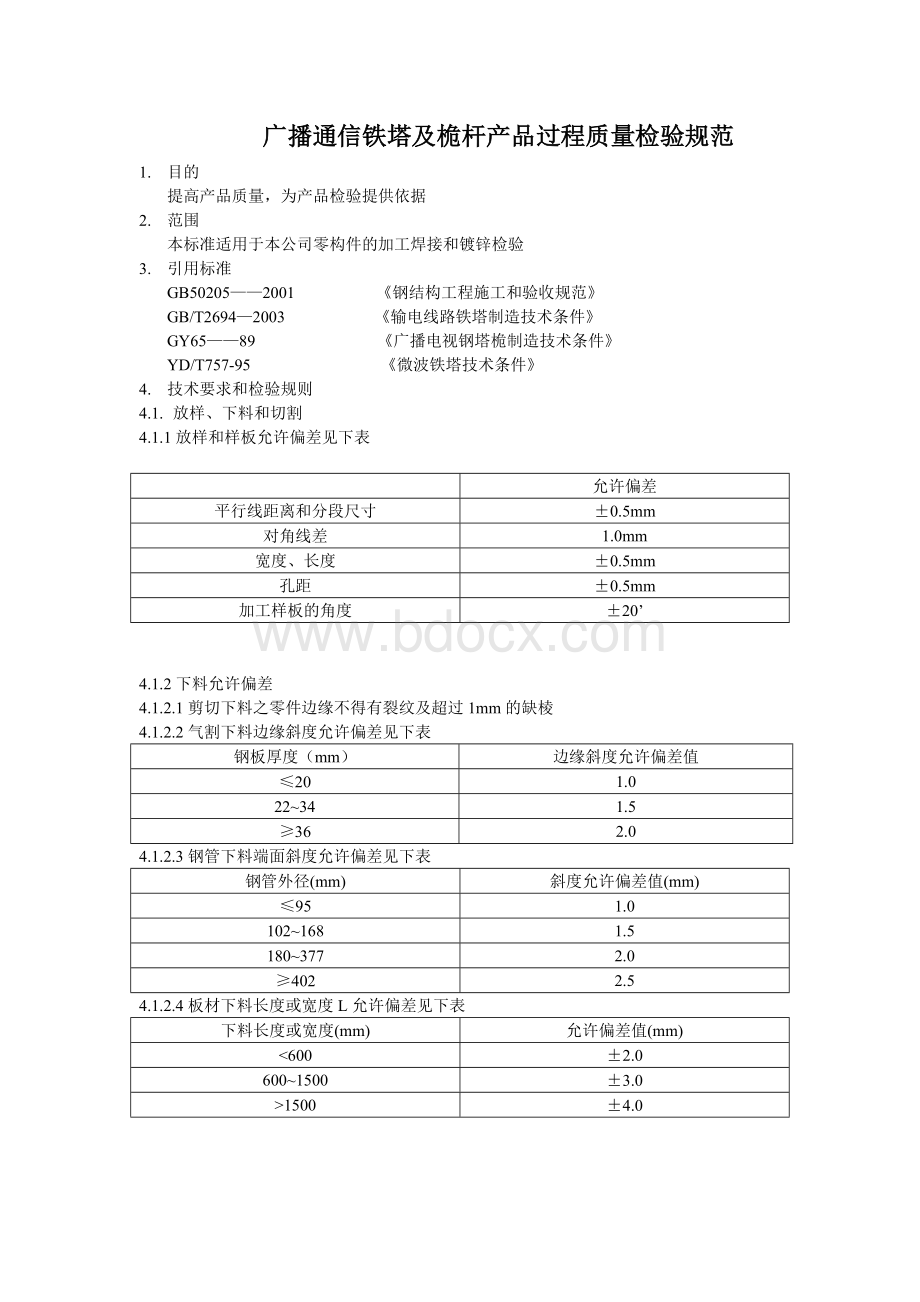
4.1.放样、下料和切割
4.1.1放样和样板允许偏差见下表
允许偏差
平行线距离和分段尺寸
±0.5mm
对角线差
1.0mm
宽度、长度
±0.5mm
孔距
±0.5mm
加工样板的角度
±20’
4.1.2下料允许偏差
4.1.2.1剪切下料之零件边缘不得有裂纹及超过1mm的缺棱
4.1.2.2气割下料边缘斜度允许偏差见下表
钢板厚度(mm)
边缘斜度允许偏差值
≤20
1.0
22~34
1.5
≥36
2.0
4.1.2.3钢管下料端面斜度允许偏差见下表
钢管外径(mm)
斜度允许偏差值(mm)
≤95
1.0
102~168
1.5
180~377
2.0
≥402
2.5
4.1.2.4板材下料长度或宽度L允许偏差见下表
下料长度或宽度(mm)
允许偏差值(mm)
<600
±2.0
600~1500
±3.0
>1500
±4.0
4.1.2.5圆钢、钢管及各类型钢,下料长度允许偏差值见下表
下料长度或宽度(mm)
允许偏差值(mm)
<1000
±2.0
1000~5000
±3.0
>5000
±4.0
4.1.3切割的允许偏差见下表
偏差名称
允许偏差值(mm)
角钢及钢板边缘斜度
t/8(t为角钢或钢板的厚度)
角钢两面剪切斜度
3.0mm
角钢顶端及边缘剪切拉角
1.0mm
4.2制孔
4.2.1螺栓孔的边缘不应有裂纹、飞刺和大于1.5mm的缺棱。
4.2.2制孔的允许偏差值见下表
孔直径(mm)
允许偏差值(mm)
≤17.5
+0.5
>17.5
+0.7
偏差名称
允许偏差值(mm)
孔形椭圆度(最大和最小直径之差)
1.5
孔中心线倾斜
0.3
相邻两孔孔距
±0.7
端孔的端距
±1.0
任意两组孔距
±1.2
节点板处孔距
±1.0
接头孔的孔距
±0.7
4.3制弯
4.3.1零件制弯后,其边缘应圆滑过渡,表面不应有明显的皱、凹面和损伤,划痕深度不应大于0.5mm。
4.3.2制弯允许偏差
4.3.2.1弯曲点(线)的位移允许偏差为2.0mm
4.3.2.2钢板在弯曲方向上位置的允许偏差为5L/1000(L为折弯部分的长度)
4.3.2.3接头角钢在弯曲方向上位置的允许偏差为1.5L/1000
4.3.2.4非接头角钢在弯曲方向上位置的允许偏差为
肢宽
允许偏差
b≤50
7L/1000
50<b≤100
5L/1000
100<b≤200
3L/1000
4.3.2.5零件制弯后角钢边厚最薄处不得小于原厚度的70%
4.4清根、铲背和开坡口
4.4.1清根的允许偏差(t为材料厚度)
4.4.1.1t≤10的允许偏差为-0.4~+0.8mm
4.4.1.210<t≤16的允许偏差为-0.4~+1.2mm
4.4.1.3t>16的允许偏差为-0.6~+2.0mm
4.4.2铲背长度允许偏差±2.0mm铲背圆弧半径的允许偏差为0~+2.0mm。
角钢铲背后的厚度不应小于肢厚。
4.4.3开坡口时开角的允许偏差为±5°,钝边允许偏差为±1.0mm
4.5焊接件组装
4.5.1跨焊缝的相邻两孔间距的允许偏差为±1.0mm
4.5.2搭接间隙的允许偏差(b为搭接长度)
a)当b≤50时,允许偏差为1.0mm
b)当b>50时,允许偏差为2.0mm
4.5.3 T接板位移的允许偏差
a)有孔时其允许偏差为±1.0mm
b)无孔时其允许偏差为±5.0mm
4.6几何尺寸
4.6.1单元塔节及单根构件长度L允许的偏差见下表
偏差名称
允许偏差值(mm)
单根构件长度≤5000
±2.0
单根构件长度>5000
±3.0
相同编号的塔柱间长度
1.0
4.6.2单元塔节整体弯曲矢高f不得大于全长L的1/1000
主柱及横杆局部弯曲不得大于被测长度的1/750
斜腹杆局部弯曲不得大于被测长度的1/350
有焊节接点的平台梁局部弯曲不得大于被测长度的1/500
4.6.3法兰盘允许偏差
4.6.3.1法兰盘平面偏斜与设计平面正切值不大于1/边宽。
4.6.3.2法兰盘平面由若干单独法兰盘组成时,在螺栓范围内缝隙不得超过1.0mm,法兰盘边缘缝隙不得超过1.2mm。
4.6.3.3法兰盘平面为整块时,在螺栓范围内缝隙不得超过1.2mm。
法兰盘边缘缝隙不得超
过1.5mm。
4.6.3.4法兰孔间距离允许偏差±0.5mm,法兰孔中心直径偏差±1.0mm。
4.6.4法兰钢管构件的允许偏差
4.6.4.1两端法兰盘相对转孔允许偏差±1.0mm。
4.6.4.2构件法兰至连板间接点的尺寸允许偏差±2.0mm(见附图一)
4.6.5塔脚构件尺寸允许偏差尺寸
4.6.5.1地脚上角允许偏差为20'
4.6.5.2构件铆接各尺寸L1-L9允许偏差为±2.0mm(见附图二)
4.7焊缝
4.7.1对于重要部位或设计要求的焊缝按GB50205-2001的规定进行二级检验;对于其他部位或设计无要求的焊缝按GB50205-2001的规定进行三级检验
4.7.2焊缝质量在外观上应符合下列要求
4.7.2.1具有平滑的细鳞形表面、无折痕、间断和未焊满的陷槽,并与基本金属平滑连接
4.7.2.2焊缝金属应细蜜无裂纹、夹渣等缺陷
4.7.2.3焊缝咬边深度不得超过0.5mm,累计总长度不得超过焊缝长度的20%
4.7.2.4对于施焊困难的地方或焊缝高度大于10mm时,焊缝咬边深度不得超过1.0mm,累计总长度不得超过焊缝长度的25%
4.7.2.5对接焊缝及完全熔透组合焊缝尺寸允许偏差见下表
序号
项目
允许偏差
图例
1
对接焊缝余高c
一级、二级
B<20:
0~3.0
B≥20:
0~4.0
三级
B<20:
0~4.0
B≥20:
0~5.0
C
2
对接焊缝错边d
d≤0.15t且≤2.0
d
4.7..2.6部分焊透组合焊缝和角焊缝外形尺寸允许偏差
a)焊脚尺寸的允许偏差为hf≤6:
0~1.5
hf>6:
0~3
b)角焊缝余高的允许偏差为hf≤6:
0~1.5
hf>6:
0~3
4.8镀锌件的检验见公司镀锌件的检验规范
5测量工具:
钢卷尺、直角尺、游标卡尺、焊检尺、样板、万能角度尺、放大镜、塞尺
6抽样方法和质量记录
6.1主材100%检验,辅材抽检,抽检率为10-15%,并做相关记录
6.2对批量生产,首先进行首件检验合格后方可进行大批量生产,检验记录中的第1件为首件检验的记录结果。
 升级会员
升级会员 