WI-PQC-010制程检验与管制说明A1Word格式文档下载.doc
《WI-PQC-010制程检验与管制说明A1Word格式文档下载.doc》由会员分享,可在线阅读,更多相关《WI-PQC-010制程检验与管制说明A1Word格式文档下载.doc(6页珍藏版)》请在冰豆网上搜索。
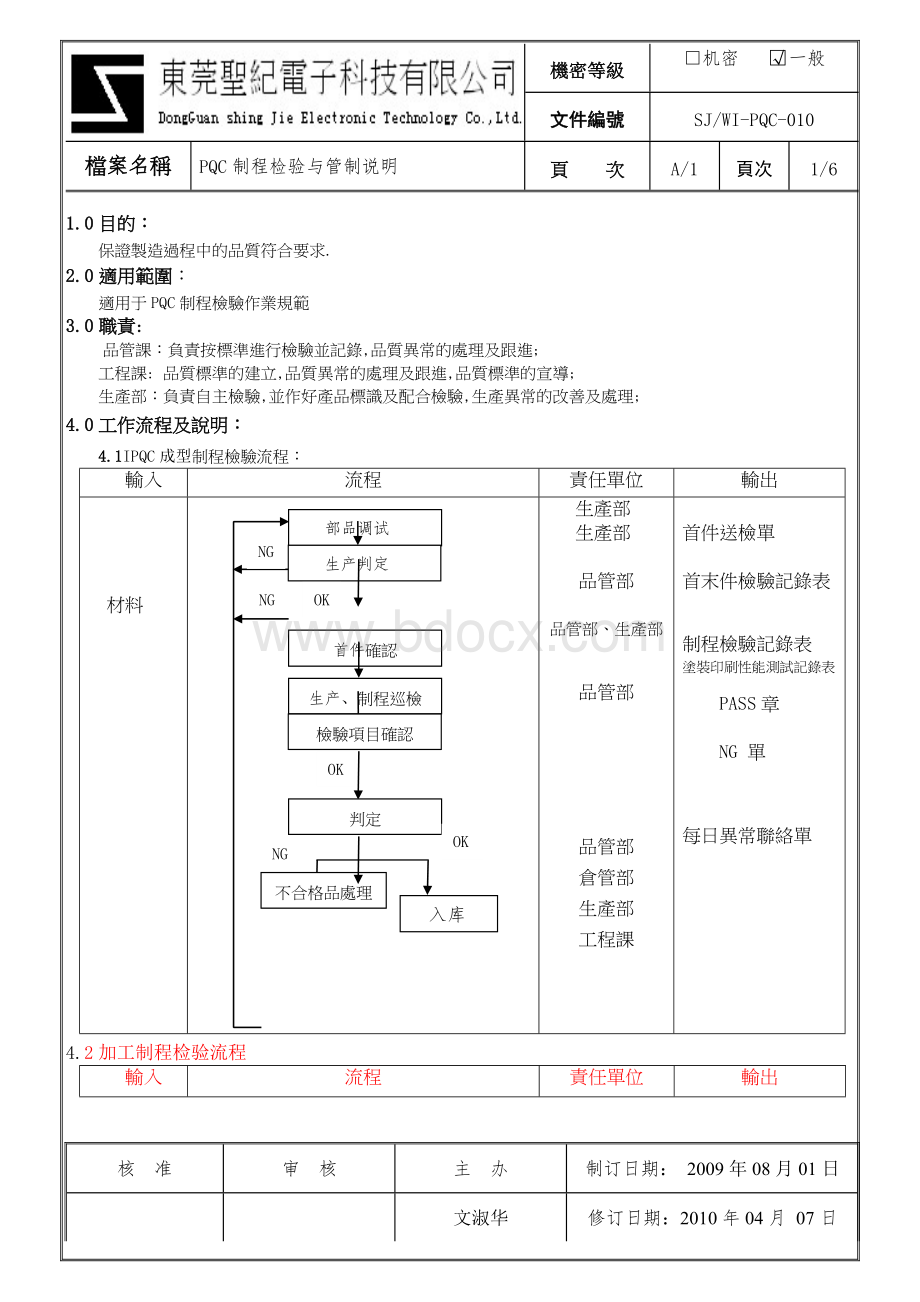
流程
責任單位
輸出
材料
部品调试
NG
生产判定
OK
首件確認
生产、制程巡檢
檢驗項目確認
判定
入库
生產部
生產部
品管部
品管部、生產部
倉管部
工程課
首件送檢單
首末件檢驗記錄表
制程檢驗記錄表
塗裝印刷性能測試記錄表
PASS章
NG單
每日異常聯絡單
4.2加工制程检验流程
素材
NG
OK
首件確認(担当品管)
NG
OK
再次首件确认(担当组长)
NG
拍照保存(组长/文员)
首件保存最新,电子档保存三年。
NGOK
4.3制程(品質檢驗)流程內容:
序號
流程塊
工作內容
1
2.
部品調試
生產判定
生產
制程巡檢
開始生產前,生產部對產品進行調試,調試OK後由生產單位領班先自行確認,確認OK後填寫<
首件送檢單>
連同樣品交與品管員進行檢驗:
A:
(成型品)品管員按照SIP、樣板(限度板)的要求進行檢驗;
①檢驗OK,將檢驗結果填寫在<
連同送檢樣品送組長審核.組長確認OK後簽首檢樣板,並在已確認的OK樣品上貼上<
隨機樣板標籤>
;
如有些部品需要整修才可達到客戶的要求時,另外再用另一模部品,在部品上注明需整修的地方.隨機樣板必須是已整修OK的樣板.成型單位需在兩小時內記錄<
成型條件表>
並給品管簽名確認.
②若在首件檢查發現異常時,品管要將異常內容填寫在<
上,並及時交生產部改善,改善後需重新送檢(注明第幾次送檢),經品管再次確認合格後,方可生產。
改善前部品生產部門要區分標示、隔離,並在當天要處理完成(整修或報廢)。
B:
加工生产(塗裝、印刷品、组立)按SIP規定專案作測試、結構參照樣板。
首件确认由担当品管确认,特别是印刷内容确认必须使用手指点法按顺序进行确认,首件确认OK后在转给担当组长再次首件板的正确性,组长确认OK后签首件板,加工组立线方可生产。
若首件发生异常时,要及时联络领班进行改善,重新送样确认,首件在留最新样板,组长或文员拍照保存,电了档保存时间为3年。
需做测试具体方法見《印刷、塗裝之信賴性測試方法說明》
1.生產穩定時,對每班每機台(每條生產線)正常生產之部品,按照制程巡檢記錄表(SJ/FM-PQC-002B)進行檢驗.
A.抽樣(外觀、尺寸)頻率、數量、方法:
見《抽樣說明書》
B.尺寸測試條件:
因為塑膠部品都有後收縮,所以測量的樣品必須要經過完全冷確後才可以測量,280噸以下需要冷確至少30分鐘,280噸以上需要冷確至少50分鐘.
①方法一:
從機臺上抽取樣品後要用普通水,泡在普通水(自來水)中進行冷確3-5分鐘之後用風槍吹幹,再自然冷確5分鐘才可測量.此方法只是在緊急確認的情況下.
②方法二:
為了保證所測量的部品已經充分的冷確,抽樣時要需在待檢部品中最先生產的部品中抽取.保證冷確時間足夠.
C.塗裝、成型品色調若客戶有規定色差值(客戶必須提供色板)管制時(所測部品位置的平面長和寬必須在40mm以上方可測)以色差值管制,正常生產情況下,每班測三次(每隔4小時左右一次)色差。
若客戶未指定色差值時,色調管制目視樣板,沒有明顯差異判合格。
印刷品色調目視印刷色板或樣板。
2.若在生產過程有發生異常如換模(換線)、換料,必須首件檢驗OK後才可生產。
另在正常生產中若發生異常如停電、停機4小時以上,必須再次作首件確認OK後方可生產.並要對此部品的成型條件進行確認,成型單位如果成型條件變化有超出所要求的允許公差時,成型課需要再次記錄<
並給品管簽名確認;
3
檢驗項目
確認
A、包裝檢查:
紙箱\製品票\包裝袋及數量是否正確.
B、作業方法的確認.
C、作業人員的確認.
D、使用材料的確認.
E、成型條件的確認.
F、有害物質的確認.
G、基準書控制的品質重點;
H、樣本結構比對,尺寸測量3模部品
I、外觀項目:
缺料、縮水、白化、開裂、、披鋒、油污、拉傷、氣痕、流痕、傷痕、積油、少油、斷線、缺字等
J、色調確認為每兩小時左右目視樣板色板,無明顯差異為合格。
4.
成型品:
1.作業方法檢查,以下三項有一項否定則判定NG.並要聯絡領班確認.
①半自動/全自動是否有變更.
②使用脫模劑/不使用脫模劑是否有變更,打脫模劑的頻率是否有變更.(塗裝、印刷品生產時不可使用脫模劑)
③作業的順序是否有變更.
2.人員確認檢查,以下三項有一項否定則判定NG.並要聯絡領班共同對人員進行教導,保證人員都瞭解作業重點.
①作業人員人數是否有增加或減少.
②作業人員是否有換人.
③作業人員是否瞭解品質重點.
3.材料確認檢查,以下三項有一項否定則判定NG.
①原材料的使用是否有錯.(有錯時,要及時聯絡領班,並按不合格品處理)
②使用的材料是否有變更,如原料變更成原次料,或原次料變更成原料.(有變更時要重新做首件確認)
③次料比率是否符合SIP的要求,SIP無指定時,以20%以下為標準.(次料比率超出時,要及時聯絡領班,並按不合格品處理)
4.成型條件的確認檢查,以下項目有變化則判定NG.成型條件有變化時,對尺寸進行測量,並做好記錄.
①射出壓力.②保壓壓力③冷確時間④模溫⑤料管溫度
5.有害物質確認方法:
使用的原料在IQC已經檢驗,所以工程內主要檢查輔助材料;
使用的所有輔材如:
去汙油,IPA,脫模劑等是否有經過檢測,檢查時確認輔材的包裝瓶是否貼有綠色環保Pass票,如果有,則判OK,如果沒有,則判NG.
6.以上5點,當判定NG時,要在報表的異常處理中填寫不良內容,並要填寫處理結果,(異常處理欄如果寫不下時,填寫在報表的背面.當處理OK後,在報表的最後判定欄記錄OK.)塗裝、印刷品:
判定方法見《印刷、塗裝之信賴性測試方法說明》,若NG時,按《不合格品處理流程》處理。
注:
品管在兩小時驗收時,如有發現不良退生產單位時,需追朔到前兩小時所接收的部品,前兩小時的部品有不良時就需退生產單位全檢後再入庫.追朔到加嚴抽檢無不良時為此.
5.0其他內容說明:
5.1品管檢驗合格(品質和環境物質)後即在製品票上按規定位置加蓋合格印章並記錄。
5.2制程檢驗記錄表(成型、加工)需經品管員、品管組長確認及品管副課長以上審核並簽名。
5.3汽車類產品的制程檢驗與管制依據《控制計畫》及《SPC製作說明書》進行。
5.4品管及組長的交接班需填寫交接班記錄報表,交接班內容需有當班的:
品質異常處理,機台問題,上級聯絡事項,當班未完成事項,人員工作按排,治工具,樣板等交接班記錄。
5.5《首件送檢單》品管留底聯需每天交文員處,文員在週報和月報中需統計生產單位首件合格率.
5.6(成型)首件樣板只限定本批生產作參照,本批生產完成後,在換模或換線時品管員要及時取下,把所劃的標示要擦拭幹後作廢棄處理。
生產完成後品管員要留最後一模的部品,並在部品上貼<
最後一模>
的標示,與樣品放在起還回樣品櫃.
6.0參考文件:
《SIP》
《抽樣說明書》
《不合格品處理流程》
《控制計畫》
《SPC製作說明書》
《印刷、塗裝之信賴性測試方法說明》
7.0記錄:
《制程/入庫檢驗記錄表》
《X-R管制圖》
《首末件檢驗記錄表》
《NG單》
《每日異常聯絡單》
《使用治工具及樣板交接表》
《品管組長工作及交接日報表》
《塗裝印刷性能測試記錄表》
文件修改履历表
■ISO体系文件SIP、SOP作业基准书其它
文件名称:
文件编号:
SJ/WJ-PQC-010
作成日期:
2009年08月01日
序号
修改日期
内容概要
修改后
版次
修订人
核准人
2010-4-7
追加:
4.3制程(品質檢驗)流程B中追加加工首件检验说明內容
A/1
文淑華
任印
2
4
5
6
7
8
9
10
SJ/FM-QEM-020/A
 升级会员
升级会员 