基于PLC的料仓自动取料气动装置设计Word格式文档下载.doc
《基于PLC的料仓自动取料气动装置设计Word格式文档下载.doc》由会员分享,可在线阅读,更多相关《基于PLC的料仓自动取料气动装置设计Word格式文档下载.doc(4页珍藏版)》请在冰豆网上搜索。
B
DesignofPLCAutomaticFetchingDeviceBasedonPneumaticBunker
HAOPingWUZheng
(DepartmentofMachineryandElectronics,HenanVocationalCollegeofChemicalTechnology,HenanZhengzhou450042)
Abstract:
BinautomaticextractingsystemofnewdesignadoptsPLCcontrolinpneumaticsystem,andwithpneumaticdriveassystempower.Bysimulatingtheoperationofdevice,newsystemhasthecharacteristicsofmotionmovesflexible,accuratepositioning,toachievelineautomationcontroleffectively,reducethelaborintensity.
KeyWords:
takeoutdevice,Pneumaticsystem,PLCcontrolsystem
引言
气压传动具有气源容易获得、工作速度快、动作频率高、工程实现容易等优点。
PLC是一种功能强、编程简单、可靠性高的自动控制产品。
两者在工业生产上都得到了广泛的应用,用气动自动化控制技术实现生产过程自动化,是工业自动化的一种重要技术手段,也是一种低成本自动化技术[1]。
基于以上考虑,为提高生产效率,提高自动化程度,现设计一料仓自动取料装置。
本文设计的料仓自动取料装置通过气压传动来传递动力,通过PLC来控制从料仓中取出物料,并把物料推下滑槽,使物料自动进入包装箱中,实现节省人力、提高了工作效率的目的。
1.料仓自动取料装置的控制过程
料仓自动取料装置是由两个单杆双作用式气缸的气动控制回路组成,通过四个磁性开关完成物料位置的检测,用PLC程序进行动作控制。
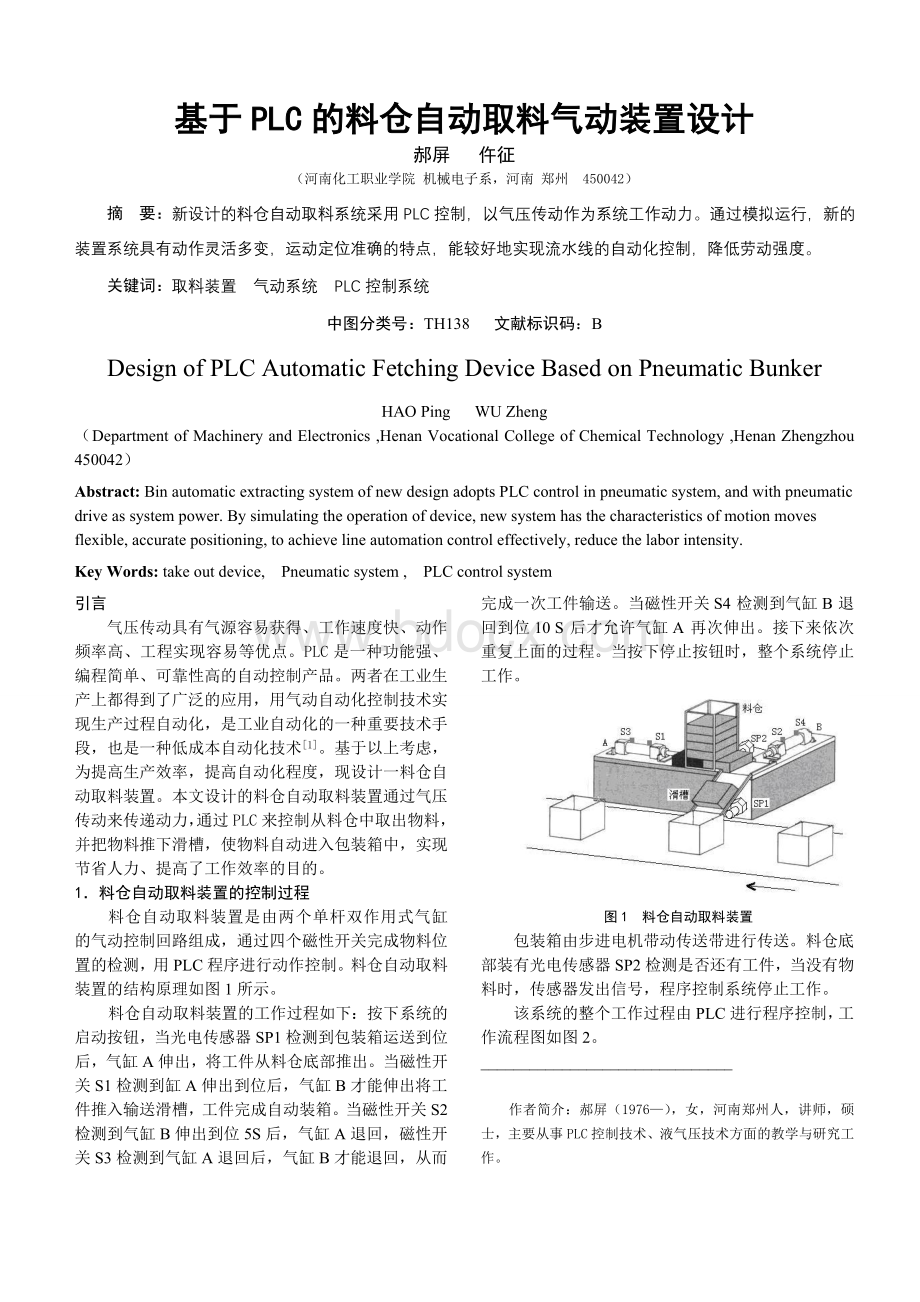
料仓自动取料装置的结构原理如图1所示。
料仓自动取料装置的工作过程如下:
按下系统的启动按钮,当光电传感器SP1检测到包装箱运送到位后,气缸A伸出,将工件从料仓底部推出。
当磁性开关S1检测到缸A伸出到位后,气缸B才能伸出将工件推入输送滑槽,工件完成自动装箱。
当磁性开关S2检测到气缸B伸出到位5S后,气缸A退回,磁性开关S3检测到气缸A退回后,气缸B才能退回,从而完成一次工件输送。
当磁性开关S4检测到气缸B退回到位10S后才允许气缸A再次伸出。
接下来依次重复上面的过程。
当按下停止按钮时,整个系统停止工作。
图1料仓自动取料装置
包装箱由步进电机带动传送带进行传送。
料仓底部装有光电传感器SP2检测是否还有工件,当没有物料时,传感器发出信号,程序控制系统停止工作。
该系统的整个工作过程由PLC进行程序控制,工作流程图如图2。
_______________________________
作者简介:
郝屏(1976—),女,河南郑州人,讲师,硕士,主要从事PLC控制技术、液气压技术方面的教学与研究工作。
图2工作流程图
2.气动系统设计
气动回路图如图3所示,该气动回路由两个单杆双作用式气缸、四个磁性开关、两个二位五通气动换向阀、四个二位三通电磁换向阀、两个单向节流阀组成。
由磁性开关检测缸所处的位置,送给PLC信号,由程序控制电磁阀的通断电,进而由电磁阀控制气动换向阀换向,就可以控制两气缸的伸缩运动的顺序,来完成取料装箱的过程。
图中两单向节流阀控制两气缸的伸出速度,从而满足系统稳定性的要求。
图3气动回路图
3.PLC控制设计
3.1PLCI/O表与接线图设计
根据系统的组成及预定的动作可知,有两个控制按钮、两个光电传感器和四个磁性开关,共8个输入信号,四个电磁换向阀、一个步进电机作为输出信号,现选用三菱FX2N-48MR可编程控制器。
PLC控制系统的I/O地址分配表如表1所示。
表1I/O地址分配表
输入端口
输出端口
启动按钮SB1X0
电磁阀1YAY0
停止按钮SB2X1
电磁阀2YAY1
A缸磁性开关S1X2
电磁阀3YAY2
A缸磁性开关S3X3
电磁阀4YAY3
B缸磁性开关S2X4
步进电机M1Y4
B缸磁性开关S4X5
光电传感器SP1X6
光电传感器SP2X7
具体的PLC硬件接线图如图4所示。
图4PLC硬件接线图
3.2PLC程序设计
根据系统的流程图可以得知两气缸完成的是顺序动作。
FX2N系列PLC的STL指令是为编制顺序控制程序而专门设计的步进梯形指令,STL指令的操作元件是编号S0~S499的状态寄存器,其中S0~S9用于初始步。
当转换条件满足时,STL指令将下一步序的状态寄存器置位,而上一步序的状态寄存器自动复位。
鉴于STL指令简单明了、便于理解、不易出错的特点,本系统的控制程序就利用STL指令进行编写,程序如图5所示。
图5基于PLC控制的料仓自动取料气动装置程序
3.3模拟实施
为了验证料仓自动取料装置设计的可行性,采用了天煌教仪生产的“THPQD-1型气动与PLC实训装置”进行模拟操作。
该装置集各种真实的气动元件、继电器控制单元、PLC、计算机组态技术于一体,功能强大,适用范围广,有很强的实训性。
“THPQD-1型气动与PLC实训装置”含有电源模块、PLC主机模块、直流继电器模块、控制按钮模块、综合控制模块、气动元件库等,输入电源为三相四线制380V交流电源,气源装置为静音空气压缩机,额定流量116L/min,额定输出气压1MPa。
PLC主机选用三菱FX2N-48MR可编程控制器。
在该装置上按照设计要求搭建气动回路、进行PLC接线,输入PLC程序进行模拟控制,经过实验证明,料仓的取料装置在PLC程序的控制下能够准确地按照预定的动作进行运行,控制准确,工作可靠性高。
4.总结
基于PLC控制的料仓自动取料气动装置通过PLC程序控制电磁阀的通断电,可以准确地控制气缸的伸缩运动。
通过节流阀调节气缸伸出的速度,可以很好地控制物料被推出的平稳性。
该系统动作通过程序控制可灵活多变,定位准确,较好地实现了流水线的自动化控制,节省了人力和物力资源的投入,降低了生产成本,因此该设计具有一定的推广价值。
参考文献:
[1]许为民.基于PLC的全自动气动钻床控制系统设计[J].液压与气动,2009,220(12):
7-9.
[2]李建国.基于PLC的气动机械手的改装设计[J].液压与气动,2011,240(8):
21-23.
[3]覃贵礼.基于FX2NPLC气动供料单元的控制系统设计[J].液压与气动,2011,240(8):
70-72.
[4]路甬祥.液压气动技术手册[M].北京:
机械工业出版社,2002.
[5]张利平.液压传动系统及设计[M].北京:
化学工业出版社,2005.
通讯作者:
郝屏
通讯地址:
河南省郑州市中原区郑上路548号河南化工职业学院机械电子系邮编450042
电话:
15138902085(手机)
邮箱:
zhlhp2002@
文章要求:
审稿加急
发票请开:
河南化工职业学院
参考文献请编辑酌情增补
 升级会员
升级会员 