非常经典的塑模顶出系统设计标准Word文件下载.doc
《非常经典的塑模顶出系统设计标准Word文件下载.doc》由会员分享,可在线阅读,更多相关《非常经典的塑模顶出系统设计标准Word文件下载.doc(15页珍藏版)》请在冰豆网上搜索。
1顶针、扁顶针顶出
1.1胶件顶出常用方式有顶针、司筒、扁顶针、推板顶出;
由于司筒、扁顶价格较高(比顶针贵8~9倍),推板顶出多用在筒型薄壳胶件,因此,顶出使用最多的是顶针。
当胶件周围无法布置顶针,如周围多为深骨位,骨深/15mm时,可采用扁顶针顶出。
顶针、扁顶针表面硬度在HRC55以上,表面粗糙度Ra1.6以下。
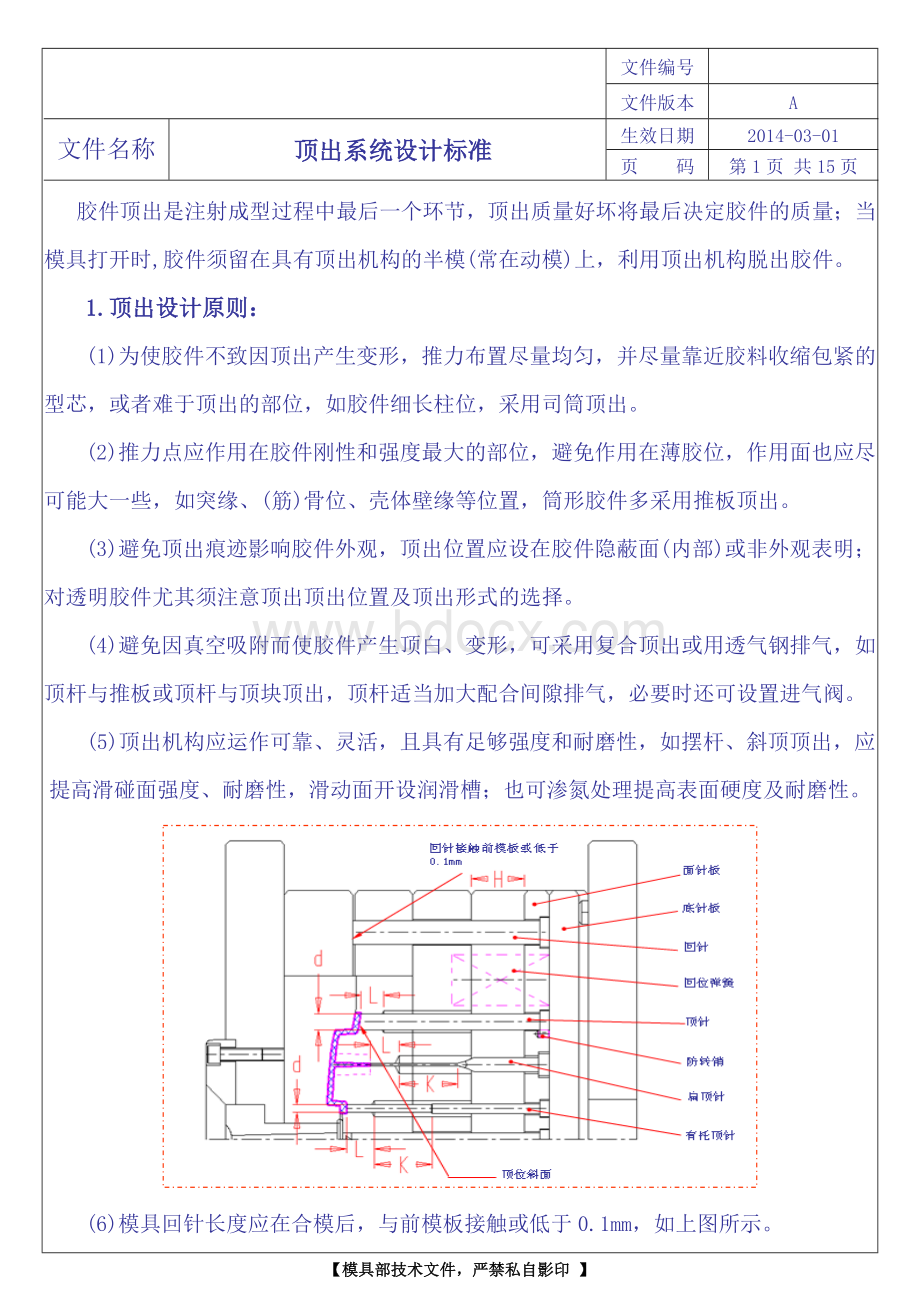
顶针、扁顶针顶出机构如图,
设计要点如下:
(1)顶针直径d£
Ø
2.5mm时,选用有托顶针,提高顶针强度。
(2)扁顶针、有托顶针K/H。
(3)顶位面是斜面,顶针固定端须加定位销;
为防止顶出滑动,斜面可加工多个R小槽,如图所示。
(4)扁顶针、顶针与孔配合长度L=10~15mm;
对小直径顶针L取直径的5~6倍。
(5)顶针距型腔边至少0.15mm。
(6)避免顶针与前模产生碰面,此结果易损伤前模或出披峰。
1.2顶针位的布置原则
(1)顶针布置应使顶出力尽量平衡。
结构复杂部位所需脱模力较大,顶针数量应相应增加。
(2)顶针应设置于有效部位,如骨位、柱位、台阶、金属嵌件、局部厚胶等结构复杂部位。
骨位、柱位两侧的顶针应尽量对称布置,顶针与骨位、柱位的边间距一般取D=1.5mm,如下图所示,另外,应尽量保证柱位两侧顶针的中心连线通过柱位中心。
合理布置
不合理布置
顶针中心连线未通过柱位中心
顶针中心连线通过柱位中心
对称布置
(3)避免跨台阶或在斜面上设置顶针,顶针顶面应尽量平缓,顶针应布置于胶件受力较好的结构部位。
如图所示。
顶针顶面为斜面、台阶
不好
顶针顶面为平面
较好
顶针
受力结构较好部位
(4)在胶件较深的骨位(深度≥20mm)或难于布置圆顶针时,应使用扁顶针。
需要使用扁顶针时,扁顶针处尽量采用镶件形式以利于加工。
如下左图
1—镶件2—扁顶针
尖、薄钢
碰前模面
1—前模2—顶针3—后模
(5)避免尖钢、薄钢,特别是顶针顶面不可碰触前模面。
如上右图
(6)顶针布置应考虑顶针与运水道的边间距,避免影响运水道的加工及漏水。
(7)考虑顶针的排气功能,为了顶出时的排气,在易形成抽真空的部位应布置顶针。
例如型腔较大平面处,虽胶件包紧力较小,但易形成抽真空,导致脱模力加大。
(8)有外观要求的胶件,顶针不能布置在外观面上,应采用其它顶出方法。
(9)对于透明胶件,顶针不能布置在需透光的部位。
产品顶出部位的选择
(10)顶出位置设在顶出力大的地方,如靠近型芯、筋等处。
(11)顶出位置设在强度、刚度最大部位。
如图
(11).在排气不良场所可以考虑加顶针以利于排气,例如在十字筋下。
(12).顶针布局时要三角形布置,平衡顶出。
1.3.顶针选用原则
(1)选用直径较大的顶针。
即在有足够顶出位置的情况下,应选用较大直径、且尺寸优先的顶针。
(2)选用顶针的规格应尽量少。
选用顶针时,应调整顶针的大小使尺寸规格最少,同时尽量选用优先的尺寸系列。
尺寸规格参见第十章11.1节。
(3)选用的顶针应满足顶出强度要求。
顶出时,顶针要承受较大的压力,为避免小顶针弯曲变形,当顶针直径小于2.5mm时,应选用有托顶针。
(4)顶针直径优先整数,不要做小数或非标。
如:
3,4,5,6,8
1.4顶针、扁顶针配合间隙
顶针、有托顶针、扁顶针配合部位如图所示,配合要求如下:
(1)顶针头部直径d及扁顶针配合尺寸t、w与后模配合段按配作间隙£
0.04mm配合
(2)顶针、扁顶针孔在其余非配合段的尺寸为d10.8mm或d110.8mm,台阶固定端与面针板孔间隙为0.5mm。
(3)顶针、扁顶针底部端面与面针板底面必须齐平。
(4)如图6.1.7所示,顶针顶部端面与后模面应齐平,
高出后模表面e£
0.1mm。
1.5顶针固定
(1)固定顶针一般是在面针板加工台阶固定,为防止顶针转动,常用方式有两种:
一种顶针轴向台阶边加定位销定位;
另一种横向加定位销定位。
(2)无头螺丝固定,如图所示,此方式是在顶针端部无垫板时使用,常用在固定司筒针和三板模球形拉料杆上。
图6.2.1
顶棍孔
司筒
司筒针
无头螺丝
台阶(猪嘴形)圆柱位
圆柱位
2司筒顶出
司筒顶出如图所示,
司筒常用于长度/20mm的圆柱位顶出。
标准司筒表面硬度HRC/60,表面粗
糙度£
Ra1.6。
另外,司筒的壁厚应
/1mm;
布置司筒时,司筒针固定位
不能与顶棍孔发生干涉。
2.1司筒配合要求
司筒脱模配合关系如图6.2.2图6.2.3所示,配合要求如下:
台阶(猪嘴形)柱位
(1)司筒与后模配合段长度为L=10~15mm,其直径D配合间隙应£
0.04mm。
(2)其余无配合段尺寸为D10.8mm。
垫块
2.2大司筒针固定
司筒针固定于底板上,通常使用无头螺
丝如图所示。
当司筒针直径d$8mm或
5/160时,固定端采用垫块方式固定,如图
2.3选用司筒的条件
(1)柱位高度≥20mm;
但当柱位高度要求严格时,不能使用司筒。
(2)柱位处结构复杂,布置顶针困难;
(3)透明件,除柱位外,其它位置不允许顶针痕迹;
(4)一般情况下,司筒壁厚须≥1.0mm
(5)所定购司筒长度等于实际所需长度加5.0mm~10.0mm,并取整成以“5、0”结尾的优先尺寸
图6.3.1
回针
推板
边钉
3推板顶出
推板顶出如图6.3.1所示。
此机构
适用于深筒形、薄壁和不允许有顶针
痕迹的胶件,或一件多腔的小壳体(如
按钮胶件)。
其特点是推力均匀,顶出
平稳,胶件不易变形。
不适用于分模
面周边形状复杂,推板型孔加工困难
的胶件。
3.1机构要点
推板顶出机构要点:
(1)推板与型芯的配合结构应呈锥面;
这样可减少运动擦伤,并起到辅助导向作用;
锥面斜度应为3~108,如图所示。
(2)推板内孔应比型芯成形部分(单边)大0.2~0.3mm,如图所示。
型芯
固定板
配合锥面
型芯产生过切
线切割加工线
(3)型芯锥面采用线切割加工时,注意线切割与型芯顶部应有/0.1mm的间隙,如图
所示;
避免线切割加工使型芯产生过切,如图所示。
(4)推板与回针通过螺钉连接。
(5)模坯订购时,注意推板与边钉配合孔须安装直司(直导套),推板材料选择应相同于M202。
(6)推板顶出后,须保证胶件不滞留在推板上
推块
图4.1
呵镶件
4推块顶出
对胶件表面不允许有顶针痕迹(如
透明胶件),且表面有较高要求的胶件,
可利用胶件整个表面采用推块顶出,如
图8.4.1所示。
推块顶出要点:
(1)推块应有较高的硬度和较小的表面粗糙度;
选用材料应与呵镶件有一定的硬度
图6.4.2刺刀捅44
限位块
推杆
差(一般在HRC5度以上);
推块需渗氮处理(除不锈钢不宜渗氮外)。
(2)推块与呵镶件的配合间隙以不溢料为准,
并要求滑动灵活;
推块滑动侧面开设润滑槽。
(3)推块与呵镶件配合侧面应成锥面,不宜
采用直身面配合。
(4)推块锥面结构应满足如图6.4.2所示;
顶出距离(H1)大于胶件顶出高度,同时小于推
块高度的一半以上。
(5)推块推出应保证稳定,对较大推块须设置两个以上的推杆。
推块对于一些较薄,不宜下顶针的产品,以及一些胶位较高,包紧力大的产品,可用推块顶出。
顶针顶骨位的方法
顶针应离动模仁顶边最小1mm,最多不超过2.5mm。
注意防止顶针弹伤产品。
顶针尽量放在产品底部,如A针,尽量离开模心边0.3。
避免放在顶部如B针。
如必须在斜面放顶针,应先考虑在'
A'
处放顶针,如不能才选'
B'
,
其次选'
C'
。
因为产品在斜面上容易移位,及顶出力因斜面关系而减小。
如一定要选'
,在针面上做防滑处理,以增加顶出力。
顶出行程的确定:
a.一般选择全部产品顶出:
S(顶出行程)=产品高度(H)+余量(15~20)mm
b.在特殊情形下,可以考虑非全部产品顶出。
如图三
顶针避空孔的大小:
顶针处胶位有形状的应做定位。
注意:
优先做双边定位,防止顶针串动。
设计过程中首先考虑A方案。
改模时可考虑C方案
定位时要首先考虑用模板来定位。
扁顶针位置的设计
在设计扁顶,斜顶和直顶时要考虑在顶出后,是否会被产品夹住而拿不出产品。
延迟顶出
在一些模具中,某些顶针需要延迟顶出,以达到较理想的顶出效果。
如下图所示,由于潜水浇口离塑件边很近,若采用同步顶出,潜水浇口弹出时有可能会弹伤塑件,因此,顶针3采用延迟顶出。
在顶出初始阶段,顶针3并不动,当顶出行程达到S时,推板6才推动顶针7,再推动顶针3开始顶出流道,从而避免了浇口弹伤塑件的现象。
图中H为完整的顶出行程,顶针3的顶出行程为H-S,其中S的大小取决于潜水浇口的形状及其与塑件的远近程度等等因素。
补充:
顶针板结构顶出的导向和限位;
二次顶出机构;
顶出机构的保护
6.相关文件
无
7.相关记录
№
修订内容摘要
修订者
修订日期
备注
制订
审核
核准
1
【模具部技术文件,严禁私自影印】
 升级会员
升级会员 