钣金折弯边距标准表格推荐下载.xlsx
《钣金折弯边距标准表格推荐下载.xlsx》由会员分享,可在线阅读,更多相关《钣金折弯边距标准表格推荐下载.xlsx(2页珍藏版)》请在冰豆网上搜索。
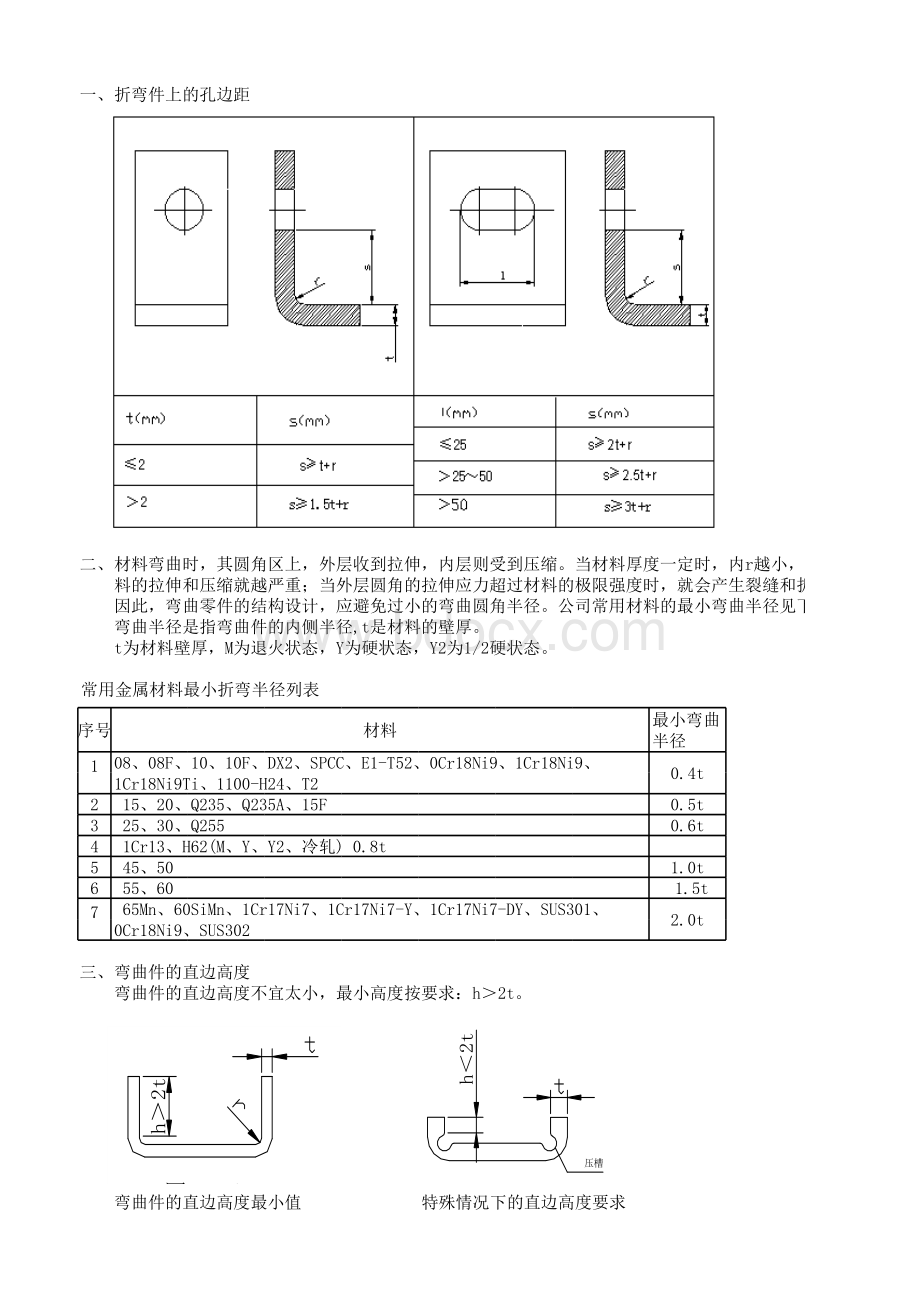
一、折弯件上的孔边距二、材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
@#@当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;@#@当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
@#@公司常用材料的最小弯曲半径见下表。
@#@弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。
@#@t为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。
@#@常用金属材料最小折弯半径列表序号材料最小弯曲半径108、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、0.4t1Cr18Ni9Ti、1100-H24、T2215、20、Q235、Q235A、15F0.5t325、30、Q2550.6t41Cr13、H62(M、Y、Y2、冷轧)0.8t545、501.0t655、601.5t765Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、2.0t0Cr18Ni9、SUS302三、弯曲件的直边高度弯曲件的直边高度不宜太小,最小高度按要求:
@#@h2t。
@#@弯曲件的直边高度最小值特殊情况下的直边高度要求压槽h2t(图1.11)h2t(图1.10)四、为了保护模具,下模V型开口宽度必须依据工件板厚选择,下列为理论计算公式:
@#@板厚t3mmV=(68)tt3mmV=(812)t(下模要够强度,一般V=6t;@#@如果板材薄而要求折弯圆角小,取V=3t)
 升级会员
升级会员 