烧碱蒸发器维护检修规程Word文档下载推荐.doc
《烧碱蒸发器维护检修规程Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《烧碱蒸发器维护检修规程Word文档下载推荐.doc(17页珍藏版)》请在冰豆网上搜索。
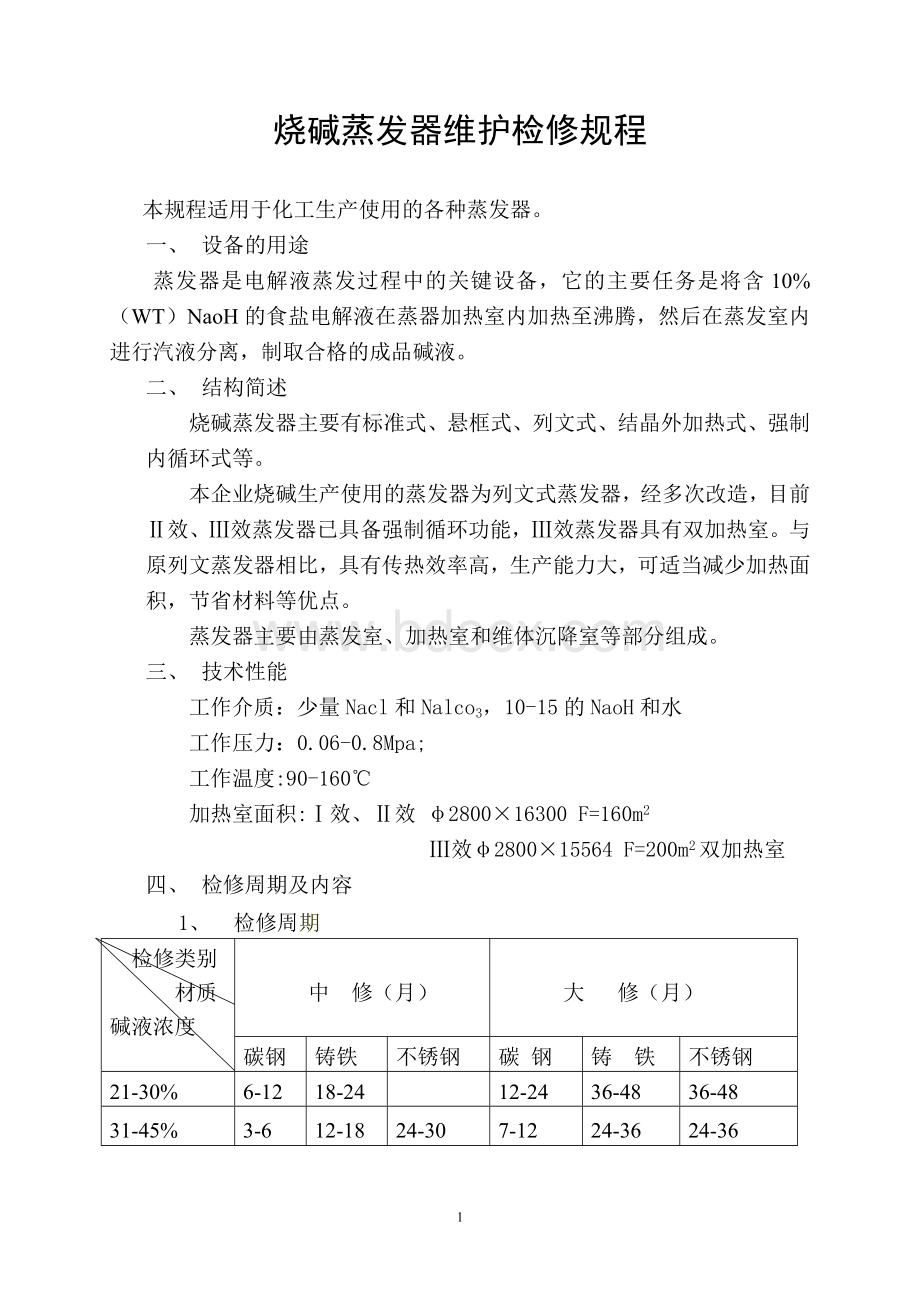
碳钢
铸铁
不锈钢
碳钢
铸铁
21-30%
6-12
18-24
12-24
36-48
31-45%
3-6
12-18
24-30
7-12
24-36
2、检修内容
A:
小修(不定期)
①、更换法兰和阀门的垫子(片);
②、更换阀门或更换填加阀门填料;
③、更换视镜、视镜垫片,视镜螺拴;
④、补胀或堵焊加热管;
⑤、补焊蒸发器壳体的渗漏和焊缝裂纹;
⑥、修理汽液分离装置,人孔及蒸发器内附件;
⑦、修理或更换液位,碱液温度,浓度的自控系统;
B、中修
①、包括小修内容;
②、安全阀、压力表、真空表、温度计等按计量部门规定的周期进行校验;
③、更换加热室的加热管;
④、更换修理汽液分离装置的螺栓和腐蚀损坏的零部件;
⑤、修补破损的保温层;
⑥、更换或修补腐蚀变薄的管件。
C:
大修
①、包括中修内容;
②、修理或更换加热室;
③、修理和更换蒸发室;
④、更换蒸发器壳体及内件;
⑤、修理或更换顶罩;
⑥、修理或更换维体、U形管、循环管;
⑦、设备保温。
五、常见故障及处理方法
故障现象
故障原因
处理方法
碱浓浓度提高慢
1、加热蒸汽压力低;
2、填空度低
3、加热室加热管结垢。
4、加热室加热管漏。
5、电解液予热温度低。
6、阀门不严,窜入低浓度的
碱或水。
提高蒸汽压力
提高真空度
清洗加热管
更换或堵焊加热管
提高电解液予热温度
更换阀门
真空度低
冷凝水含碱
真空系统沽漏
二次蒸汽漏
水压低或水量不足
蒸发室渗漏
加热室的加热管漏
工效液面超高,造成二次冷凝
水含碱。
查出漏点,检修堵漏
检修二次蒸汽管
提高水压,增加水量
查出漏点进行检修
堵焊和更换加热管。
控制工效液面不能超
高。
法兰垫片漏
操作压力过大
温度急剧变化
垫片老化
不许超压操作
稳走操作避免温度急
剧变化
更换垫片
阀门泄漏
阀座或密封不严
五、设备完好及检修质量标准
(一)、设备完好标准
A、设备完好标准
①、零件完整齐全,质量符合要求;
②、蒸发器各零部件完好齐全,达到完好标准,满足生产要求。
③、压力表、真空表按规定定期检验,有校验标记,指示准确。
④、压力、温度、碱液浓度的操作控制系统零件齐全,动作灵敏、准确。
⑤、蒸发器的基础稳固,各部位螺栓连接紧固。
⑥、管路及阀门安装正确,密封可靠,着色符合标准规定。
B、设备运转正常,性能良好,达到铭牌出力或者定能力。
①、蒸发器及附属装置运行产稳,无振动、冲击、杂音等不正常现象。
②、压力、温度、碱液浓度、冷凝水含碱量符合操作要求。
③、生产能力达到查定能力或满足工艺要求。
C、技术资料齐全、准确
①、设备图纸齐全、安装、更新、改造、检修、检验缺陷、运行、事故有记录。
②、设备的产品合格证,质量证明书及压力容器使用登记齐全。
③、设备的操作规程,维护规程齐全。
④、设备及环境整洁,无跑冒滴漏。
(二)、检修质量及验收标准
A、壳体:
①、蒸发器壳体发生碱脆、腐蚀变薄,经强度核算不能满足生产需要时,需对壳体及零部件进行修补或更换。
没有碱脆的壳体及零件发生裂缝、焊缝开裂、腐蚀变薄等局部缺陷,可用打磨、补焊、贴焊及方法进行修理。
壳体及受压部件修理都必须严格执行《钢制压力容器》(GB150-89)和《压力容器安全技术监察规程》的有关规定。
②、壳体壁厚小于强度核算或达不到下次检修周期要求的应给予更换。
③、裂纹修补
a、对于深度小于1mm的裂纹应采用打磨法修补。
b、对于深度小于壁厚40%的裂纹应打磨纹口,裂纹两边钻孔后补焊。
④穿透裂纹修理
a、宽度小于15mm的裂缝,补焊前在裂缝两端钻止裂孔,并把裂纹打磨出坡口,施焊时,长度小于100mm,裂缝可一次焊完,而大于100mm的裂缝可从两端向中间焊,并采用多层焊。
B、宽度大于15mm的裂缝用挖补修理,切割口比裂缝长50-100mm,对宽度不小于250mm的裂缝部位,在切口边缘打磨坡口,并焊上材质相同的补板。
焊接板时,采用从中心向两端的对称分段焊接法,以保证焊板四周间隙均匀。
④、局部腐蚀修理,壳体局部修理可用修理大于15mm裂缝的的方法进行修理。
也可以用贴焊方法修理。
⑤、壳体上的汽液分离装置及管件,发现有裂缝、变形、腐蚀变薄,焊缝开焊度缺陷时,要进行修理或更换。
⑥、旋紧螺栓时不允许锺去敲打,应对称旋紧,螺纹部位应涂上调石置的润滑油。
B、加热室
加热室是蒸发器的心脏,其检修应参照TB1147-80《钢制列管式换热器技术条件》和TB741-80《钢制压力容器技术条件》执行。
①、加热室的加热管腐蚀损坏渗漏超过管度10%时,要对加热管进行更换。
②、在管两端向里用气割或电焊切割长超过管板厚度,宽为3-4mm的缝隙用钢板堵焊死腐蚀较轻的管端,用锤沿外圆敲打另一端伸出管板的管头使管经缩小,再用力在管内沿轴向冲撞堵焊死的钢板,把管子从管板中取出。
③、从管板内侧超出管板厚度30-50mm处用电焊将管割断,在壳体上缝管板200-300mm处作出定位标记,用气割把壳体割断,按前述方法管径缩小,用力沿轴向锤打伸出管板的管头,把管子从管板中取出。
④、新更换的加热管材料要符合图纸设计要求,并有合格证。
管外表面不允许有裂纹、斑疤、砂眼和重皮,长管束的加热管每根管可有一遍对接焊口,对接焊缝应产滑,对口错边量不得超过管壁厚的15%,对焊后管子的直线度要求以不影响顺利管为限,并做直径为0.85倍内径的通球试验。
焊后进行单管水压试验,试验压力为管程设计压力的2倍。
⑤、胀管前对管孔清除油污及铁锈并检查管孔不能有穿通的纵向或螺旋形刀痕,管孔轴线应垂直于管板平面。
管径、管壁及管板孔的尺寸及位公度按有关规定。
⑥、加热管的硬度(布氏硬度)要比管板材料硬度小30度左右,对碳钢加热管端要进行适火处理,适火长度为150-200mm,适火温度控制在600-650℃加热前管子另一端要堵死,加热时应经常转动管子,保温时间15-20分钟,管端要埋在炒热而干燥的砂子里或用保温材料包裹好缓慢冷却。
⑦、当加热管与管板焊接时,管板孔表面粗糙度为2.5,当采用胀按时,管孔表面粗糙度为12.6。
⑧、管子胀接先胀中部的管子,然后以辐射向外进行。
胀接第一步不能过紧,达到消除管子与管板间阵即可。
⑨、管子在管板上初步胀住固定后,第二步要胀紧翻边。
管子胀接的松紧程度要适度。
⑩、使用胀管器时,滚拄和胀杆事先应抹油,但要防止润滑油顺着管头流入管板和管子孔壁间,每胀10-20个管头后,将胀管器的零件分解拆开,并在燥油中清洗后再继续使用。
⑾、管头胀接部位要圆滑,管头眼紧翻边以后内表面要光滑,不能有压伤和裂纹。
⑿、管子口胀接完后,用1.25倍的水压、设计压力进行试压,发现有渗漏要重新胀接,胀接不住的更换管子重胀。
F16型金属阳极电解槽
维护检修堆积
本规程参照氯碱工业生产中的饱和氯化纳水溶液电解专用设备30型隔膜法金属阳极电解槽检修规程编写,也适用于本公司电解工段F16型金属阳极电解槽的维护检修。
一、设备用途
电解槽是氯碱生产的心脏设备。
将直流电通过电解槽内的饱和氯化钠水溶液,在阳极室生成氯气,在阴极室生成氢气和氢氧化纳。
二、结构简述
隔膜法金属阳极电解槽,主要由钛阳极组合件(含槽底)、阴极箱组合件(含槽体)和槽盖三部份组成。
三、技术参数(F16型)
1、工作介质:
饱和氯化纳水溶液、氢氧化纳、氯气、氢气。
2、工作温度:
90-95℃
3、工作压力:
-5×
10-5--5×
10-5Mpa
4、阳极面积:
16.64m2
5、电流负荷:
30000A
6、电流密度:
18.0A/dm2
7、槽电压:
3.25~3.5
8、电流效率:
95%
四、检修周期及内容
1、检修周期
检修类别
小修
中修
检修周期(月)
8
24
72
A、小修
①、检修或更换各洁漏处的密封胶垫及胶管接头。
②、检修或更换盐水、碱浓滴流器等各部位断电、绝缘装置。
③、除去阴报箱隔膜,修复网袋、网片和吸附新隔膜。
④、修复槽盖封里。
⑤、更换或修补破损的保温层及外护层。
①、包括小修内容。
②、检查、修复钛阳报组合件。
③、修复钛报片或为新制镀及钛涂层。
④、槽体除锈、涂漆。
⑤、电解槽整体拆装。
C、大修
①、包括中修内容。
②、更换钛阳极组合件。
③、更换槽盖钢壳槽盖衬胶处理。
④、更换槽体钢壳及阴极箱网袋、网片。
五、常见故障及处理方法见下表
单槽氯中含氢高
氢气系统或支管堵塞
阳极液面低
阴阳极虚换造成隔膜
穿孔
以绝缘物疏通及时调整楚液面
含氢>
19%应升液面处理或更换阳极。
氯气系统爆炸
3%再有以下寻火
线:
①阴阳极虚联打火
②干燥塔局部温度高③氢气纯度低,对地电压偏高,引起静电火花④氯气管沽漏,抽进空气。
立即停槽处理,控制氯中含氢<
3%
①、调节阴阳极距离
②、干燥塔降温
③、立即停槽处理,查纯度
低和漏电原因,维持平衡,缩小两极电压度查堵泄漏,防止抽进空气。
氢气管着火
排空管着火,自动调压
浮桶加重不当,引压管
积水滴冷水量不足。
单槽氢气管着火,氢气皮
用灭火器灭火,调节加重,处理积水,加大冷水量。
更换新氢气管,必要时系急停槽处理,
管结盐结碱造成接电
突然停送交流电
外电压打闪掉闸,供电系统发生故障内部问题。
立即打开氢气系统排空管,通知电工进行检查。
突然停送直流电
供电系统发生故障
内部出现故障
与调度系,处理故障后送电。
检查原因并处理按短时间停电处理
电解液流量突然
增大
出现虹吸
氯气正压太高
阴极室冒味
硫通真空眼,杜绝虹吸
处理管内杂物,调压至正常
排空氢气严重时断电停槽。
阳极液面不能维持
压口渗漏严重
隔膜损坏,渗透太大
槽圈漏。
液面堵塞
拆槽更换隔膜
紧固堵漏
阳极液沸腾
槽压过高
隔膜堵塞
盐水温度过高
查找原因除槽
除槽、更换隔膜
加大盐水流量,降低温度
严重喷漏
氢气压力过大
槽盖压力不够,螺栓松
 升级会员
升级会员 