总泵缸体课程设计说明书Word格式.docx
《总泵缸体课程设计说明书Word格式.docx》由会员分享,可在线阅读,更多相关《总泵缸体课程设计说明书Word格式.docx(9页珍藏版)》请在冰豆网上搜索。
1、车车内孔达ф22+0.023,⊿1.6,
车端面,保证12
2铣以内孔ф22+0.023,尺寸为基准,芯轴定芯,铣端面达⊿6.3
3.钻以内孔ф22+0.023。
尺寸为基准,芯轴定芯,钻M22×
1.5-5H达图。
4.钻ф0.7/ф3.5及ф3.5孔达图。
5.铣以芯轴ф22+0.023。
孔为基准,铣16平台。
6.钻以芯轴ф22+0.023。
孔为基准,钻4-ф10.5孔达图
7.钻以芯轴ф22+0.023。
孔为基准。
为基准定位。
8.珩磨磨内孔达⊿0.8长度不小于100
9.检
2.4计算两次工序尺寸的基本尺寸
攻螺纹后孔的最大公称直径尺寸为12mm,查表2-39知普通粗牙螺纹内孔的直径为10.5mm,则钻孔工序的加工尺寸为:
10.5-0.10=10.4mm。
2.5两次工步计算
钻孔工步
1、背吃刀量的确定取ap=1mm
2、进给量的确定查表5-22选取该工步的每钻进给量f=0.10mm/r
3、切削速度的计算查表5-22得v=15m/min
由公式(5-1)得:
n=1000×
v/3.14d=1000×
15/(3.14×
104)=454.96r/min
参照表4-8四面组合钻床,主轴钻速可取n=1360r/min,将此带入公式(5-1)实际钻削速度v=nπd/1000=15.0m/min
攻丝孔工步
1、背吃刀量的确定取ap=0.07mm
3、切削速度的计算查表5-22得v=10m/min
10/(3.14×
12)=265.39r/min
参照表4-8四面组合钻床,主轴钻速可取n=265.39r/min,将此带入公式(5-1)实际钻削速度v=nπd/1000=9.99m/min
三、时间定额的计算
3.1两工步时间定额的计算
根据表5-41(钻削基本时间的计算),钻孔的基本时间可由下面公式计算
Tj=L/fn=(l1+2)/fn
式中:
l1=3mm
L1=2mm,代入可得tj=24.5s
丝攻工步
根据表5-46(用丝攻螺纹基本时间的计算),攻孔的基本时间可由下面公式计算
Tj=[(l1+l2+l)/fn+(l1+l2+l)/fn0]i
式中:
l1=(1~3)P
L2=(2~3)P
代入可得tj=12.2s
3.2辅助时间的计算
由公式tf=0.15tj
计算钻孔工步的辅助时间tf=3.675s
计算攻孔工步的辅助时间tf=1.830s
四、机械加工余量,工序尺寸及毛坯尺寸的确定。
材料为铸件,硬度为HB170-241,成品重0.62kg,生产批量为大批生产,采用铸造成型,二级精度组(成批生产)
根据上述原始资料及加工工艺,分别对各加工表面的机械加工余量,工序尺寸及毛坯确定如下:
1、外圆表面(ф32×
133;
ф32×
123;
85;
ф50)
考虑其加工长度为133,ф32,ф20等外表面均为8加工面,粗糙度Ra=200。
不需要加工,长度为向尺寸为133(端面)。
查表1-28,长度余量及公差取136.5±
0.5(见机械制造工艺设计手册),拔磨斜度,取2-3。
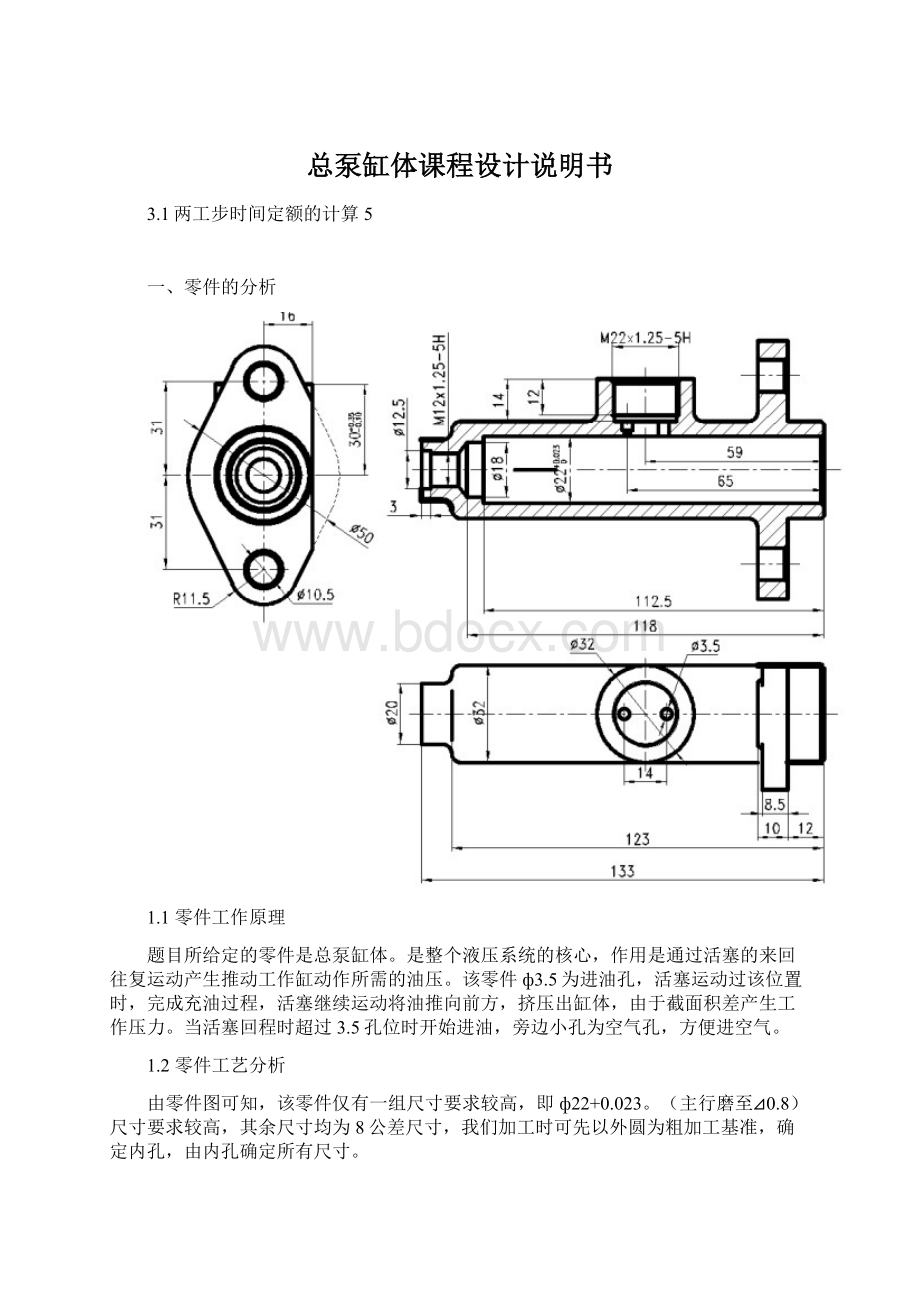
2、ф220.023。
ф18孔,查表1-21得
钻ф22精孔1)粗车到ф21.8±
0.102Z=10.8
2)精车到ф22+0.023。
2Z=0.1
3、平面(查表1-48)
尺寸取32公差取+0.15
4、M18×
1.25-5H螺纹孔
钻孔ф16.5扩、攻、铰于M18×
1.25
5、其余各孔均在毛坯面上加工,余量为Z孔位D/2
最后将上面各数据整理填入下表
加工余量计算表
加工工序及工步
尺寸
公差
余量
计算尺寸
计算公差
备注
ф32孔长度尺寸
133
/
1.6×
2
136.5
±
0.5
ф22孔
ф22
+0.023
无孔
30
2min
32
+0.15
拔模斜度取2~3º
详细尺寸见毛坯图
五、确定切削用量及工时
5.1车
车内孔达ф21+0.023。
⊿1.6;
车端面保证12,⊿12.5
工件材料为铸造,HT20~40,机床C620-1,普通车床
刀具:
内孔车刀,端面车刀,YT15尾座装麻花钻ф21
计算切削用量
考虑到出模斜度轴方向余量Zmx=1.6mm,Zmin=1.2mm可一次加工,即可达到⊿12.5光洁度,走刀量F=0.4mm/r
切削速度:
(表3-18)耐用度F=45in
=163mm/min(2.72m/s)
确定机床转速:
(1485v/min)
按机床选取nw=20.83v/s(1250转/分?
实际切削速度:
v=2.29mm/s(137.4m/min)
切削工时,t=35t1=2mt2=0t3=5mm(试切长度)
Tm=
5.2铣端面达⊿6.3
af=0.15mm/z(表3-28)V=0.45/s127m/min
采用高速钢锒齿端面铣刀,dw=175mm齿数10
按机床选取=0.79r/s(47.5r/min)
∴实际切削速度
切削工时
5.3钻M22×
1.8孔达图,钻小孔达图
3.1钻孔ф18.5底孔
F=0.43mm/r×
0.75=0.322mm/r
取f=0.32mm/r
V=0.25m/s(15m/min)
∴=3.18r/s(191r/min)
按机床选取=3.25r/s(195r/min)
∴实际切削速度V=a255m/s(15.3m/min)
切削工时(一个孔)
t=12mmt1=9mmt2=2mm
倒角2×
45°
双面
为缩短辅助时间,取倒角时的主轴转速与钻孔相同。
=3.18r/s(191r/min)手动进给
钻孔ф3.5mm
f=0.2mm/r·
0.50=0.1mm/r(表3-38)v=0.25m/r(15m/min)
按机床选取nw=800r/min(13.33r/s)
∴切削速度U=0.28mm/s(16.84m/min)
加工一孔工时t=19mmt1=3mmt2=1mm
铣16平台
加工转速,进给量与平台一致
5.4、钻螺纹孔ф12.5,功牙至M12×
F=0.2mm/r·
0.50=0.1mm/r
U=0.25m/r(15m/min)
机床选取nw=800r/min(13.33r/s)
实际U=0.28mm/s
六、夹具设计
经过和指导老师的协商,我决定做最后道工序钻M12×
12.5-5H孔钻用夹具,本夹具使用Z525钻床,刀具为HSS,底孔为ф10.8,在攻牙至M12×
12.5。
6.1定位基准选择
由零件图可知M12×
12.5孔对应ф22+0.023。
有同心度要求,这里主要是以底面定位,芯轴定芯。
为提高效率,决定以底面定位ф22+0.023。
内孔定位,同时加25件,这样便于装夹,提高效率。
6.2定位误差分析:
ф10.8麻花钻→下钻出,且受力向下,夹具的主要定位元件为中间ф22h定位销,辅助定位尺寸为16mm凸台,图纸要求不高,故用此方法即可达到精度要求,夹具设计主要是提高生产率,为防止该螺纹时反转,引起零件上浮,故用螺钉压住。
七、设计心得
通过这次课程设计我学会了更多专业知识,培养了实际操作和创新的能力。
在过去的课程中,我们只是学习了一些重要的理论知识,而没有切合实际的练习与测试。
在这次课程设计中我遇到了许多难题和问题,通过指导老师的耐心讲解和指导,我又重新学习了以往遗漏和没有完全掌握的知识。
六点定位原理,看似很简单的几行字,但是如果结合实际的工件就要认真的分析,如何完全限制它的六个自由度不要产生过定位和欠定位的情况。
而夹紧装置的选择就要我们平时多留心和积累,掌握更多的典型夹紧装置,以便于在设计中灵活的运用。
这次课程设计也是在为我们将来的课程设计打基础,为我们以后的工作积累更多的经验。
在今后的学习中,我会更加努力,不仅努力学好专业知识而且要积累更多的设计经验。
八、参考文献
[1]陈宏钧,方向明,马素敏.典型零件机械加工生产实例[M].北京:
机械工业出版社,2004.8
[2]王季琨,沈中伟,刘锡珍.机械制造工艺学[M].天津:
天津大学出版社,2004.1
[3]哈尔滨工业大学,上海工业大学.机床夹具设计[J].上海:
上海科学技术出版社,1991.3
[4]李洪.机械加工工艺手册[M].北京:
北京出版社,1996.1
[5]贵州工学院机械制造工艺教研室.机床夹具结构图册[J].贵州:
贵州人民出版社,1983.6
[6]龚定安,蔡建国.陕西科学技术出版社,1981.7
[7]孟少农.机械加工工艺手册[M].北京:
机械工业出版社,1991.9
[8]《金属机械加工工艺人员手册》.金属机械加工工艺人员手册[M].s上海:
上海科学技术出版社,1979.1
[9]孙丽嫒.机械制造工艺及专用夹具[J].北京:
冶金工业出版社,2003.9
[10]杨叔子.机械加工工艺师手册[M].北京:
机械工业出版社,2004.9
[11]王绍俊.机械制造工艺设计手册[M].哈尔滨:
哈尔滨工业大学,1981.5
[12]刘文剑,曹天河,赵维缓.夹具工程师手册[M].哈尔滨:
黑龙江科学技术出版社,1987.12
[13]上海市金属切削技术协会.金属切削手册[M].上海:
上海科学技术出版社,1991.10
[14]邱仲潘.计算机英语[M].北京:
科学出版社,2004.9
 升级会员
升级会员 