压力管道安装质量控制点一览表Word下载.docx
《压力管道安装质量控制点一览表Word下载.docx》由会员分享,可在线阅读,更多相关《压力管道安装质量控制点一览表Word下载.docx(34页珍藏版)》请在冰豆网上搜索。
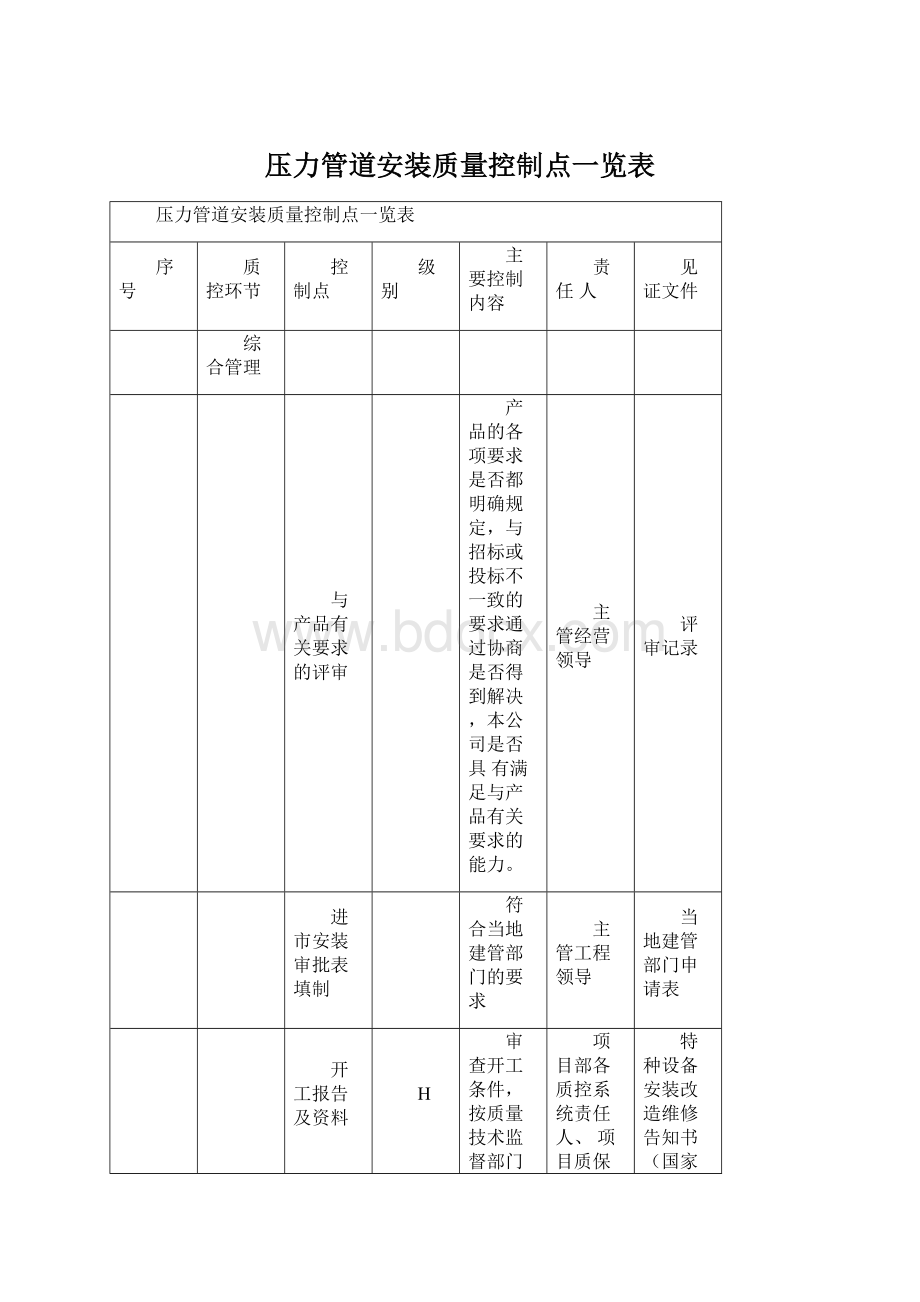
采购、供应外协计划
按技术文件(工程清单、图纸)编采购计划
项目部材料质控系统责任人
采购计划、计划台帐
择优供方订货
R
进行供方评价,选择合格供方。
供方评价台帐,合同台帐
2
材料配件验收
质量证明书审核
质量证明书的内容是否符合标准要求
质保书
需行复验
标准规定需复验时,按标准要求实施(取样数量、取样位置等)
试样
复验委托
填写委托单,委托项目是否齐全。
物检员
试样复验委托单
复验报告
按标准判断材料是否合格。
验收入库
填写进货物资验收记录表,验证为合格材料入库。
进货物资验收记录表、入库单
4
材料保管
合格品存放
按类别、规格存放。
保管员
库房实物存放
不合格品存放
不合格品隔离。
标志标识
名称、规格、材质、型号、检验状态等标识,
物检员、保管员
实物标识
5
材料发放
领料单签发
按工程材料计划签发。
领料单
标记移植
先标记移植,后下料,并有物检员的确认印记
发料
核对所发材料名称、规格、材质、型号等
发料单
6
材料代用
提岀代用意见
材料代用理由
项目部材料计划员、材料质控系统责任人
材料代用单
代用材料初审
审核材料代用是否符合规范标准要求
项目部工艺或焊接质控系统责任人
原设计单位代用审批
代用的材料是否符合设计要求
项目部工艺质控系统责任人
设计联络笺
三、
作业(工艺)质控系统
图纸会审及设
计交底
图样审查
审查设计图纸资料齐全,可行性,图面清晰准确,技术标准明确、齐全
项目部各专业技术人员、工艺质控系
统责任人
图样审查记录
图样审查汇总
汇总图样审查中发现的问题,提交设计交底会议。
图样审查问题记录
设计交底
理解设计意图,解决图样审查中发现的问题。
设计交底会议记录
联络笺内容是否与设计交底一致;
理解设计修改;
图纸修改及时落图。
设计联络笺、相关图纸
文件编制策划
项目总工程师或质保师
施工组织设计等
技术文件编制
确疋项目所需编制的技术文件
确定施工工艺程序和方法,进度、检验程序和方法,施工技术要求等。
施工方案、作业指导书
技术文件审批
技术文件的全面、严密可靠性和可操作性
3
工装设计使用
工装立项
以提高安装效率和质量,实施工装策划
工装方案
工装设计(修改)
工装结构合理、实用、易制作。
工装设计图纸
工装验收使用
工装设计的合理性、适用性,工装质量等
项目部工艺质控系统责任人设备质控系统责任人
工装设备鉴定记录
工艺执行控制
技术交底
使操作者理解产品的技术要求及施工工艺程序和方法
技术交底记录
施工方案、工艺执行
操作者是否按施工方案、工艺文件实施
项目部质检员、检验质控系统责任人
检查记录
设计变更材料代用
设计变更后,检查方案、工艺是否适宜
工艺文件修改记录
施工方案、工艺修改
方案、工艺不适宜时实施修改,确保方案、工艺可操作性
方案、工艺变更通知
资料整理归档
按竣工资料要求整理归档技术文件
竣工资料
四、
焊接质控系统
焊材二级库
向一级库领料(或采购)
核查焊材牌号、规格,是否检验合格。
焊条标识、合格证
库房环境条件控制
焊材二级库房环境条件达标
焊条库温、湿度记录表
焊条烘烤
按工艺要求进行烘烤
保管员、材料质控系统责任人
焊条烘烤记录
焊条及焊条筒发放
按领料单核查所发焊条牌号、规格
发放记录
焊条、焊条头回收
回收的焊条头和乘余的焊条的数量与发放是否一致
回收记录
焊工管理
理论及技能培训
按焊工应知应会要求进行培训
公司焊接试验室负责人、焊工培训教员。
焊工培训计划
焊工理论、操作考试
按焊工考试规则的规定实施
试卷、试样
外观检查
外观质量要符合焊工考试规则的规定
焊接检验员
无损检测
焊缝缺陷等级不低于H级
公司无损检测质控系统责任人
检测报告
物理性能试验
公司理化质控系统责任人
试验报告
资格认定和焊工档案
焊工资格认定、合格证项目、焊工号
公司焊接质控系统责任人
焊工登记表
焊接工艺评定
管理
焊接工艺评定立项
按设计、规范标准确定需做焊接工艺评定
项目部焊接质控系统责任人
焊接工艺评定任务书
编制焊接工艺评定说明书
按焊接工艺评定任务书的要求编制焊接工艺评定说明书(wps,确定材料的可焊性、焊接方法、工艺参数。
焊接工艺评定说明书
焊接工艺评定试验
按WPS规定的条件和参数进行焊接,设备、母材及焊材、焊工要符合有关规定
相关记录
试件外观检查
外观质量要符合相关标准的要求。
按相关标准规定实施
焊接工艺评定报告(WQR签发
根据焊接工艺评定记录和工艺评定试验报告各项结果签发。
公司总工程师(技术负责人)
焊接工艺评定报告
焊接设备控制
焊接设备完好鉴定
焊接设备的鉴定,符合设备完好条件
项目部设备质控系统责任人
设备鉴定记录
电流表电压表定检
按检定周期进行校检,贴有合格标识。
项目部计量质控系统责任人
检定报告
产品焊接实施
编制焊接工艺卡
按焊接工艺评定报告编制焊接工艺卡,指导焊工作业。
焊接工艺卡
产品焊接控制
焊接参数按工艺文件规定实施;
焊工、焊接设备、施焊环境、焊材烘烤等符合相关的要求。
产品焊接包括产品试样焊接。
施焊记录
焊缝外观检查
检验记录
焊缝无损检测
按图纸、标准规范要求进行检测(包括检测比率)
项目无损检测质控系统责任人
一、二次返修
分析原因,编制焊缝返修工艺
返修工艺
超次返修焊缝
焊缝返修工艺需经项目质保师批准
项目质保工程师
超次返修工艺
五、
热处理质控系统
热处理工艺方案
热处理通用工艺
按标准规范编写通用工艺
公司热处理质控系统责任人
通用工艺
热处理工艺方案编制
按图纸、规范标准对照通用工艺,编制工艺方案,
项目部热处理质控系统责任人
热处理方案
方案审批
热处理工艺方案内容是否齐全
项目部质保工程师
热处理工艺方案,签字齐全
方案技术交底
使热处理人员掌握热处理方法和热处理各项参数。
交底记录
热处理过程实施
产品检验合格确认
热处理前所有检验项目已完成,并合格。
项目部检验质控系统责任人
热处理设施准备
对设备进行检查和调试,使设备处于完好状态
设备完好标识
测温控制系统调试和参数设定
计量仪器仪表周期效检,要有合格标识,按工艺文件设定参数
效检记录
升温、恒温、降温控制
按工艺文件要求实施控制
质检员、项目部热处理质控系统责任
人
温度一时间自动记录曲
线
热处理报告
温度时间曲线评定
温度、时间曲线是不是符合工艺文件要求
试验报告确认
检查原始记录签发报告
质检员、项目部热处理质控系统责任人
热处理正式报告
硬度等有关检验
根据规范要求进行
理化试验质控系统责任人
热处理报告合格性判断
根据记录填写热处理报告,报告各项内容是否符合规定要求
 升级会员
升级会员 