专业指导数控加工技术BWord文件下载.docx
《专业指导数控加工技术BWord文件下载.docx》由会员分享,可在线阅读,更多相关《专业指导数控加工技术BWord文件下载.docx(6页珍藏版)》请在冰豆网上搜索。
三、实验内容
1.了解数控铣床各部分的组成与结构和各部分功能。
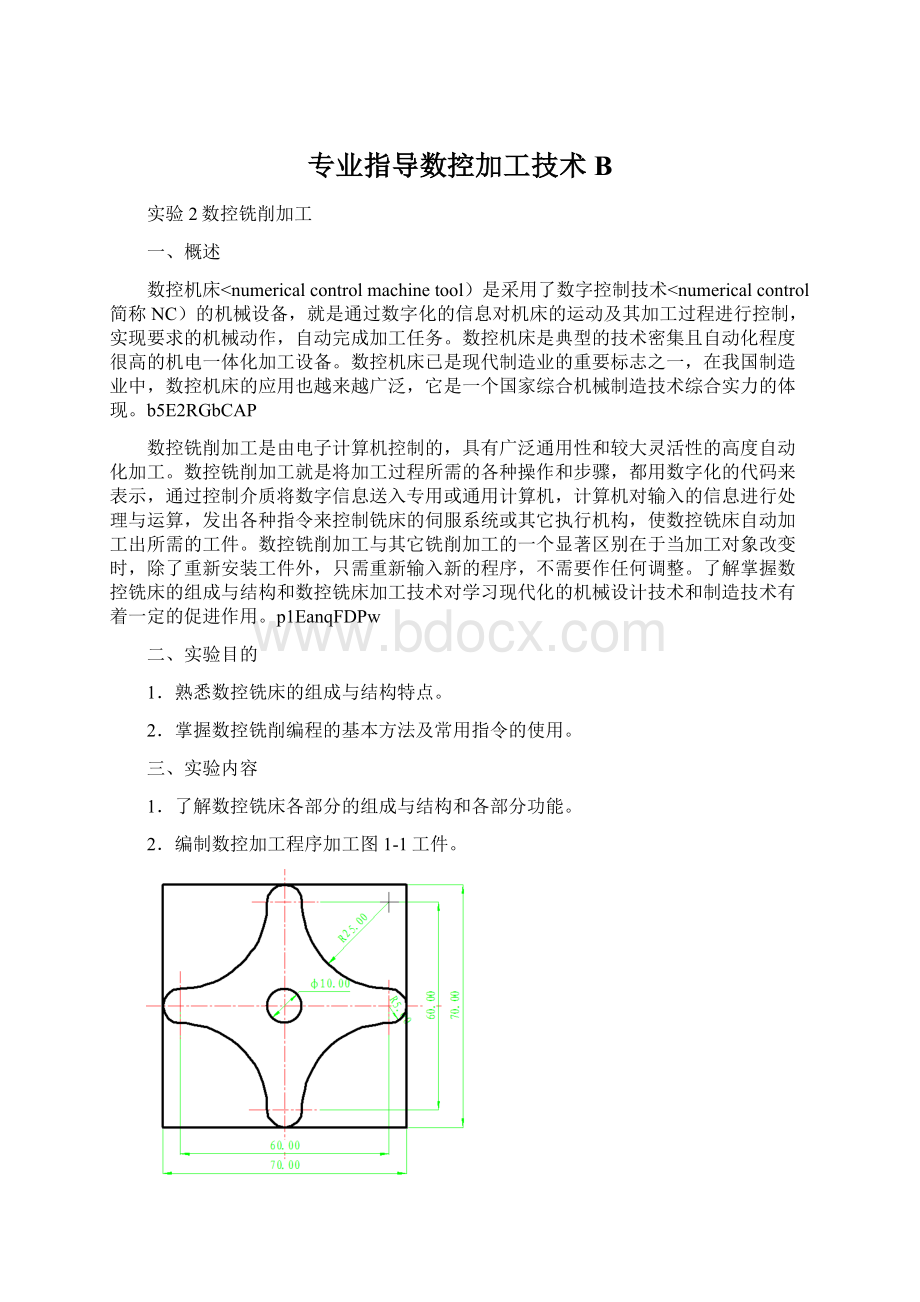
2.编制数控加工程序加工图1-1工件。
图1-1
3.建立工件坐标系、工件原点、对刀点和换刀点
编制数控程序时,首先要建立一个工件坐标系,程序中的坐标值均以此坐标系为依据。
工作坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点,建立一个新的坐标系,称为工件坐标系<
也称编程坐标系)。
DXDiTa9E3d
工件原点是认为设定的,从理论上讲,工件原点选在任何位置都是可以的,但实际上为编程方便以及各尺寸较为直观编程为准。
以对工件中心为例、方工件:
<
1)主轴正传,铣刀靠工件的左面,记住X值,提刀,移到工件的右面,靠右面,记住X值,把这两个X值,取平均值,记录到G54中的X上
2)主轴正转,铣刀靠工件的前面,记住Y值,提刀,移到工件的后面,靠后面,记住Y值,把这两个Y值,取平均值,记录到G54中的Y上
3)主轴正转,用铣刀慢慢靠工件的上表面,记住Z值,把它写入G54的Z上RTCrpUDGiT
4.加工图1-1工件。
四、实 验 步 骤
1.熟悉数控铣床各部分的组成与结构,将各部分结构名称和功能记入实验报告表1中。
2.返回机床参考点,建立数控机床坐标系。
3.装夹刀具、工件建立工件坐标系数据和刀具补偿数据。
4.编制图1-1工件数控加工程序,把编程的数据和程序记入实验报告表2中。
5.完成工件数控铣削加工。
五、实验报告
1.将数控机床各部分结构名称和功能记录在表1中
机床结构表1
设备名称
XK5032
.数控系统
华中数控系统
序号
部件名称
功能
1
计算机数控装置
数控装置是数控机床的核心,它是采用存储程序的专用计算机,由硬件和软件组成。
数控装置的软件系统分为管理软件和控制软件。
CNC装置的工作是在硬件的支持下执行软件的全过程,控制机床按规定的动作执行加工任务。
2
伺服驱动系统
伺服驱动系统是数控机床的执行机构之一,执行由CNC装置输出的运动指令。
它的作用是把来自CNC装置的指令信息转换成机床移动部件的运动。
3
机床主体
数控机床的主体包括床身、立柱、主轴、进给等机械部件,用于完成各种切削加工。
4
检测装置
其作用是对数控机床的实际位移和速度进行检测,将检测结果转化为电信号反馈给数控装置或伺服控制系统,实现闭环或半闭环控制。
5
辅助装置
数控机床在实现整机的全自动化控制中,需要配备许多辅助装置,如液压和气动装置、自动换刀装置、主要完成一些辅助加工任务,如换刀、排削、冷却等。
2.数控刀具工艺分析。
<
1)刀具选择:
直径10毫M的立铣刀,刀具号D01。
(2>
安全高度:
10毫M
(3>
工艺路线:
采用顺时针加工,即采用刀具半径左补偿方式加工,上平面为Z0。
3.将数控程序数据和分析结果记录在表2中
数控程序表2
零件名称
异形端盘
零件图号
1-1
数控系统
O0010
主程序号
N1
G54G90G00X20Y-50。
建立工件坐标系,快速移动到A点.
N2
Z10。
快进至安全高度.
N3
G01Z-5F100M03S500。
Z向下刀,启动主轴和冷却液.
N4
G01G41X0Y-35D01
刀具左补偿,到达1点.
N5
G02X-5Y-30R5。
2点
N6
G03X-30Y-5R25。
3点
N7
G02X-30Y5R5。
4点
N8
G03X-5Y30R25。
5点
N9
G02X5Y30R5。
6点
N10
G03X30Y5R25。
7点
N11
G02X30Y-5R5
8点
N12
G03X5Y-30R25。
9点
N13
G02X0Y-35R5。
1点
N20
G01X-20。
退出轮廓至B点.
N23
G00Z10
快速返回安全高度.
N24
Z80
Z轴退刀.
N25
G00G40X80Y80M05
X,Y轴退刀,取消刀补,主轴停.
N26
M30
程序结束.
N27
N28
N30
N31
N32
N33
N34
N35
N36
N37
N38
N40
N41
N42
预习报告
实验名称:
预习日期:
班级:
姓名:
一、实验仪器、设备
二、实验目的
三、实验内容
四、实验原理
五、实验步骤
实验报告
实验日期:
同组学生:
数控铣削实习
指导书
申明:
所有资料为本人收集整理,仅限个人学习使用,勿做商业用途。
 升级会员
升级会员 