plc技师实操考试习题集Word文档格式.docx
《plc技师实操考试习题集Word文档格式.docx》由会员分享,可在线阅读,更多相关《plc技师实操考试习题集Word文档格式.docx(14页珍藏版)》请在冰豆网上搜索。
一、用PLC进行控制线路的设计、安装与调试
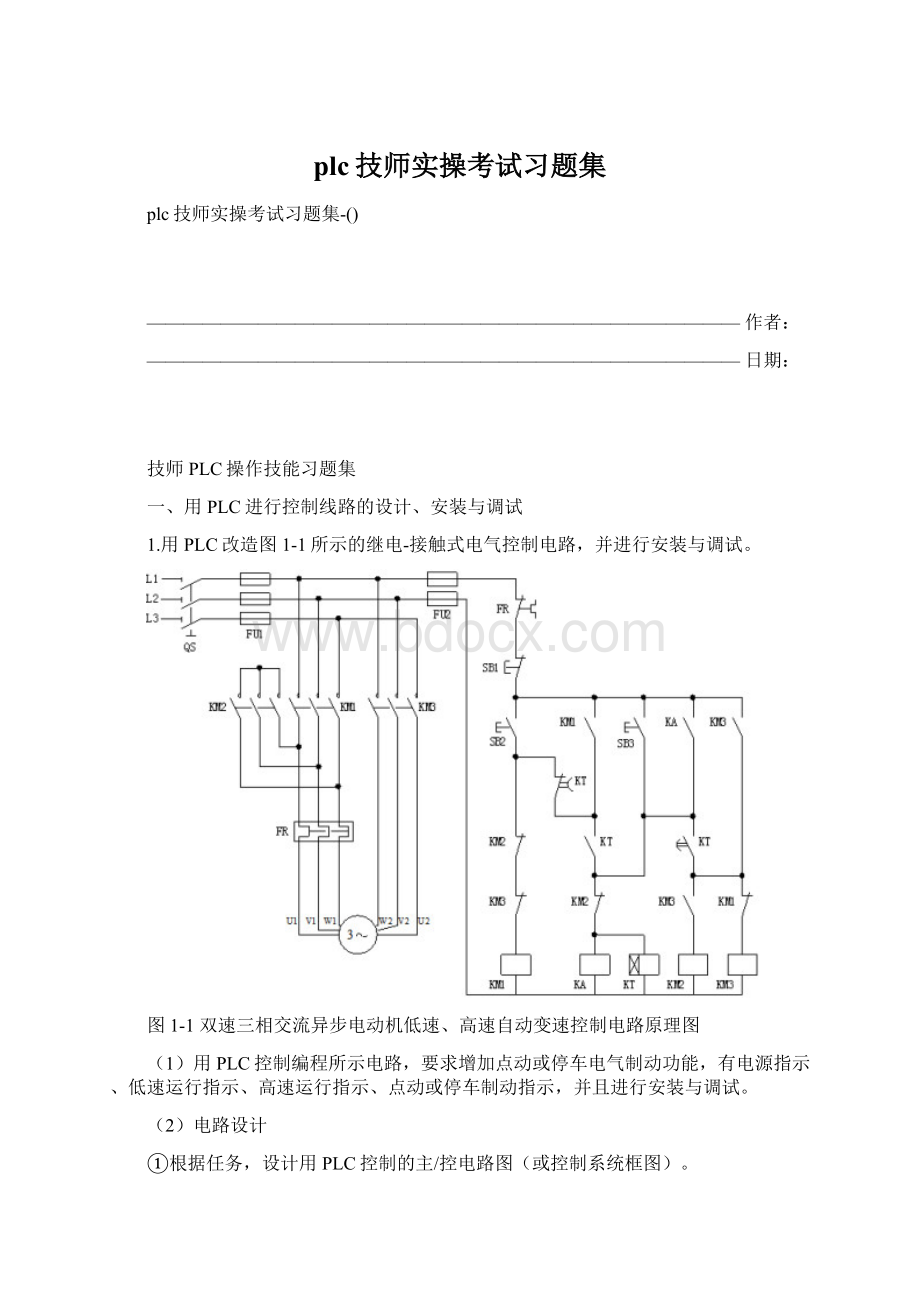
1.用PLC改造图1-1所示的继电-接触式电气控制电路,并进行安装与调试。
图1-1双速三相交流异步电动机低速、高速自动变速控制电路原理图
(1)用PLC控制编程所示电路,要求增加点动或停车电气制动功能,有电源指示、低速运行指示、高速运行指示、点动或停车制动指示,并且进行安装与调试。
(2)电路设计
①根据任务,设计用PLC控制的主/控电路图(或控制系统框图)。
②有短路、过载及必要的联锁保护功能等。
③填写《材料申领单》。
④列出PLC控制I/O接口(输入/输出)地址分配表(或现场元件信号对照表)。
⑤绘制PLC控制I/O接口(输入/输出)接线图。
⑥根据工艺要求,设计梯形图。
⑦根据梯形图,列出指令表。
(3)安装与接线
①按主/控电路图及PLC控制I/O接口(输入/输出)接线图,在机架或模拟配线板上安装与接线。
②如在模拟配线板上安装,将熔断器、接触器、PLC装在主接线板上;
将转换开关、按钮等外接器件装在另一块配线板上。
(4)PLC键盘操作
①熟练操作键盘。
②能正确地将所编程序输入PLC。
③按照被控设备的动作要求模拟调试,达到设计要求。
(5)通电试验
①正确使用电工工具及万用表。
②仔细进行检查,有步骤地进行通电试验,达到项目功能要求。
③注意人身和设备安全,遵守安全操作规程。
2.用PLC改造图1-2所示的继电-接触式电气控制电路,并进行安装与调试。
图1-2三相交流异步电动机Y-△减压启动、停车能耗制动控制电路原理图
(1)用PLC控制编程所示电路,要求增加点动功能,有电源指示、运行指示、点动指示,并且进行安装与调试。
3.用PLC改造图1-3所示的继电-接触式电气控制电路,并进行安装与调试。
图1-3绕线式三相交流异步电动机三级启动控制线路原理图
(1)用PLC控制编程所示电路,要求增加点动功能,并且进行安装与调试。
4.用PLC改造图1-4所示的继电-接触式电气控制电路,并进行安装与调试。
图1-4双速三相交流异步电动机自动变速控制电路原理图
(1)用PLC控制编程所示电路,具体要求如下:
①增加低速运行功能。
②当双速电动机已启动5s以上、处于低速运行状态时,按高速启动按钮,应直接转入高速运行状态。
③增加过载运行红色指示灯闪烁报警功能(闪烁频率为2HZ)。
当过载消除后,红色指示灯停止闪烁。
④增加电源指示、低速运行指示、高速运行指示功能。
5.用PLC设计图1-5所示的三种液体自动混合的工艺,并进行安装与调试。
图1-5三种液体自动混料加工加工罐剖面示意图
(1)电气控制工艺过程
①初始状态:
Y1、Y2、Y3、Y4电磁阀和搅拌机均为“OFF”,液面传感器L1、L2、L3均为“OFF”。
②启动运行:
按下启动按钮。
a、电磁阀Y1闭合(Y1为“ON”),开始注入液体A,至液面高度为L3(此时L3为“ON”)时,停止
注入(Y1为“OFF”)。
延时0.5s,开启液体B电磁阀Y2(Y2为“ON”)注入液体B,当液面升至L2(L2为“ON”)时,停止注入(Y2为“OFF”)。
延时0.5s,开启液体C电磁阀Y3(Y3为“ON”)注入液体C,当液面升至L1(L1为“ON”)时,停止注入(Y3为“OFF”)。
b、停止液体C注入后,延时1s,启动电动机,开始搅拌,混合时间为10s。
c、停止搅拌后放出混合液体(Y4为“ON”),至液体高度为L3后,再经5s停止放液体。
6.用PLC设计继电-接触式电气控制系统并进行安装与调试。
(1)用PLC控制编程设计,以实现某机床液压及主轴电动机启、停控制,具体要求如下:
①考虑到机床工作前需要充分润滑,必须先启动油泵电动机。
②启动油泵电动机5s后,如机床液压系统压力继电器SP动作(压力达到标准),用闪烁的绿色指示灯(闪烁频率为2HZ)提示操作者。
可手动操作启动主轴电动机。
主轴电动机启动后,闪烁的绿色指示灯应熄灭。
③由于主轴电动机功率较大,启动时负载轻,故采用Y-△减压启动方式。
④机床停止工作时,必须先停止主轴电动机,2s后再停止油泵电动机。
⑤油泵电动机启动5s后,如压力继电器SP不动作,30s后油泵电动机停车锁死,并用红色指示灯闪烁(闪烁频率为1HZ),指示液压系统需要维修。
⑥设置机床重新启动开关,液压系统维修结束,使闪烁的红色指示灯熄灭,同时允许液压系统维修后的机床可重新启动。
⑦要求有电源指示、油泵电动机运行指示、主轴电动机运行指示。
⑧有短路、过载及必要的联锁保护功能等。
7.用PLC设计一套三级皮带运输机的控制,并完成安装与调试。
(1)电气控制工艺流程
为了避免物料在运输途中堆积,实现正常传输,完成皮带运输的三台拖动电动机M1、M2和M3启动时要按一定时间间隔顺序启动:
M1(间隔5s)→M2(间隔5s)→M3;
停车时也按一定时间间隔逆序停车:
M3(间隔10s)→M2(间隔10s)→M1。
二、用PLC、变频器对控制对象(如工作台的往复运动、运行速度等)进行控制,并进行模拟安装调试。
1.用PLC、变频器控制图2-1运料小车运动装置的设计,并进行安装与调试。
图2-1运料小车运行示意图
其中,启动按钮SB1用来开启运料小车,停止按钮SB2用来手动停止运料小车,小车运行到
 升级会员
升级会员 