最新整理数控外圆磨床点检表讲课教案Word格式.docx
《最新整理数控外圆磨床点检表讲课教案Word格式.docx》由会员分享,可在线阅读,更多相关《最新整理数控外圆磨床点检表讲课教案Word格式.docx(20页珍藏版)》请在冰豆网上搜索。
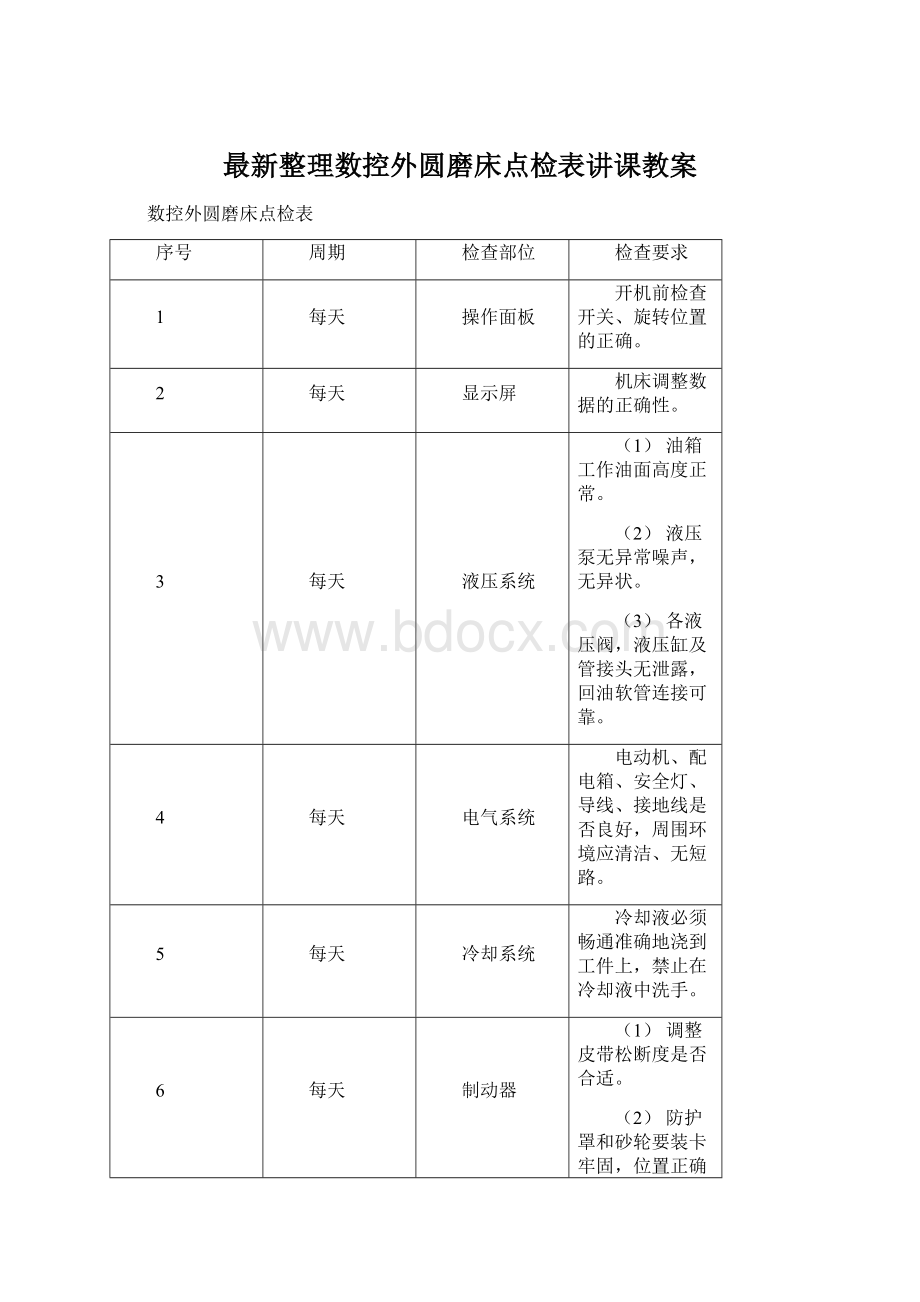
冷却液必须畅通准确地浇到工件上,禁止在冷却液中洗手。
6
制动器
(1)调整皮带松断度是否合适。
(2)防护罩和砂轮要装卡牢固,位置正确,工作台导轨挡坐垫应接触严密。
7
一月
安全装置
行程开关无松动,可靠,电气互锁装置可靠。
注:
1—6有操作工完成。
7有机修工完成。
批准:
审核:
编制:
ANL—52台湾数控车床点检表
润滑系统
油箱油位达标,润滑泵能定时启动打油及停止,各润滑点油量充分。
电器柜散热通风装置
冷却风扇通风正常,风道过滤网无堵塞。
开机前检查开关、旋转位置的正确性、电压正常。
(1)CRT无警报
(2)机床调整数据正确。
各种防护装置
导轨、机床防护罩等无松动、泄露。
冷却液
液位达标。
每月
床鞍重复定位
≤0.002
8
主轴运转情况
700转运行30分钟,壳体温度小于40℃
9
超程限位开关
急停开关
行程开关无松动,急停开关正常。
10
不定期
冷却箱
检查液面高度,切削液太脏时需要更换,并清理水箱底部,经常清洗过滤器。
11
每季
滚珠丝杠
润滑正常、清洗。
12
每年
支持电池
更换。
CY—K500数控车床点检表
刀台
马具装平夹正确可靠,刀具无损伤。
(3)CRT无警报
(4)机床调整数据正确。
导轨、刀台回转头润滑
各润滑点按要求润滑。
≤0.003
X、Z轴的滚珠丝杠
清洗污垢、注入新润滑脂。
传动系统润滑
润滑正常,油箱油位达标。
13
清理槽内积存的切屑。
VDL600A加工中心维护点检表
部位
要求
工作台
把切屑清洗干净
防护罩
清楚X轴滑轨拉罩处的铁屑
主轴
清楚主轴处的铁屑
防护门
擦拭安全门上的窗户
清除机床其它部位的切屑
打扫机床底部的切屑
压力表
空气压力要求5—7Kgf/cm2,如果压力未达到要求,会影响加工的工件精度
刀柄
检查刀柄上的拉钉要牢靠,刀柄在主轴孔内安装安全可靠。
在正常的操作温度下,检查所有润滑系统的接合良好,如有发现漏油现象,应将漏油处从新旋紧,润滑油油箱油位达到标准。
1、开启电源后:
a、仔细倾听运转中的油压单元的声音是否不异常。
b、确认电气箱内的冷却风扇能正常运转。
c、确认操作面板上的开关与显示器能正常的运作。
d、检查屏幕显示器,没有警示信息
2、在操作时,如果发现有不正常的噪音、震动、温升等,要立刻通知维修人员。
刀具
检查刀尖有无破碎裂痕以及其它损伤。
半年
主电机
做一次检查与清理
检查主轴精度。
14
皮带
调整主轴皮带张力
15
Z轴盖板
清除Z轴盖板处铁屑。
1—11项由操作工来完成,12—15项由机电修完成。
YKW2950数控拉齿机点检表
(4)油箱工作油面高度正常。
(5)液压泵无异常噪声,系统压力4.5MPa,夹紧压力2.0MPa
(6)各液压阀,液压缸及管接头无泄露,回油软管连接可靠。
(7)液压油温度在允许范围内,工作箱升降平稳。
(8)工作时无高频振动。
电器柜冷却风扇通风正常,风道过滤网无堵塞。
油位是否达标,冷却泵无异常噪声,无泄露。
(3)皮带松紧合适。
(4)防护罩无松动、损坏。
排屑器
清理切屑、检查有无卡带,润滑(一周)。
进给滚珠丝杠
注入新润滑脂
主轴静压系统
压力正常,清洗静压分油器,更换滤油器滤芯。
更换
1—6、8有操作工完成。
7、9—11有机修工完成。
YX—T138专机点检表
(1)、邮箱工作面高度正常。
(2)、液压泵无异常噪声,压力检测正常,系统压力2.2—2.5MP
(3)、各液压阀、液压缸及管路接头无泄露。
(4)、油液温度在允许范围内,动力头及滑座进退无明显冲击。
动力头主轴锥孔
无拉钩及异物。
动力头
(5)运转正常
(6)动作正常
季度
限位开关无松动、可靠,安全开关可靠,电器互锁装置可靠。
液压油路
(1)电机无松动
(2)清洗电磁阀及吸、回油过滤器。
各动力头镶条
镶条调整松紧合适。
一年
清理润滑油箱、更换滤油器。
YX—T139专机点检表
(4)、油液温度在允许范围内,动力及滑座进退无明显冲击。
(7)运转正常
(8)动作正常
(9)皮带松紧适宜。
(3)电机无松动
(4)清洗电磁阀及吸、回油过滤器。
格514研齿机点检表
开关位置
各防护装置
导轨机床防护罩等应无松动、损坏、泄露。
(9)油箱工作油面高度正常。
(10)液压泵及液压马达无异常噪声,系统压力检测正常
(11)夏季油温冷却器风扇运行正常。
(12)液压马达皮带松紧适宜。
(13)主动箱传动三角带完好,松紧适宜。
研磨液
开机搅拌研磨液,定时定量更新。
无漏液。
行程开关
无松动,可靠。
12个节锥阀
清洗检查密封
夹紧机构
(1)无泄漏
(2)清洗换向电磁阀
1—5有操作工完成,6、7有机修工完成。
加工中心点检表
油箱油位达标,润滑泵能定时启动打油及停止。
润滑压力0.4MPa,各润滑点油量充分。
X、Y、Z轴向导轨面
清除切屑及赃物,润滑油充分,导轨面无划伤损坏。
气源三联件
及时清理分水器中滤出的水分,保证油雾器内有足够润滑油。
气源压力0.7—0.8MPa
主轴冷却系统
工作正常,油量充足,油位达标。
各种电器柜散热通风装置
各电气柜冷却风扇工作正常,风道过滤网无堵塞。
滚球丝杠
清洗丝杠上旧的润滑脂,涂上新油脂。
润滑泵、滤油器清洗
清理润滑油池底,更换滤油器。
检查各轴导轨上镶条、压滚轮松紧状态
按机床说明书调整
调整主轴驱动带松紧
按机床说明书调整。
检查并更换直流伺服电动机碳刷
检查换向器表面,吹净碳粉,去除毛刺,更换长度过短的碳刷,并应跑合后才能使用。
冷却水箱
检查液面高度,切削液太脏时需要更换并清理水箱底部,经常清理过滤器。
1—6由操作工来完成,7—12机电修完成
摩擦压力机点检表
(1)液压油油位达标
(2)液压动作正常
(3)各液压阀、管接头、油缸无泄漏
(4)系统压力2—3MPa
润滑
(1)导轨用锂基脂润滑,润滑充分;
(2)丝杆、螺母润滑脂充分。
(10)CRT无警报
(11)机床调整数据正确。
普通设备日常点检、保养内容
1、操作人员上班前,检查各手柄位置,机床各部件是否在正确位置,启动后机床低速运行10分钟。
2、检查安全保护,防护装置是否齐全可靠。
3、检查气压、液压、润滑压力是否符合要求。
4、检查各润滑点油路是否畅通,并检查液压油位、润滑油位。
5、检查线路、管道、油路有无漏水、漏气、漏电、漏油。
6、下班前15分钟擦拭设备,保持外表清洁,无黄袍、油污
 升级会员
升级会员 