数控铣宏程序实例Word格式文档下载.docx
《数控铣宏程序实例Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《数控铣宏程序实例Word格式文档下载.docx(29页珍藏版)》请在冰豆网上搜索。
G00XaY0;
G00Z3;
G01Z-2F100;
#1=0;
N99#2=a*cos[#1];
#3=b*sin[#1];
G01X#2Y#3F300;
#1=#1+1;
IF[#1LE360]GOTO99;
GOOZ50;
M30;
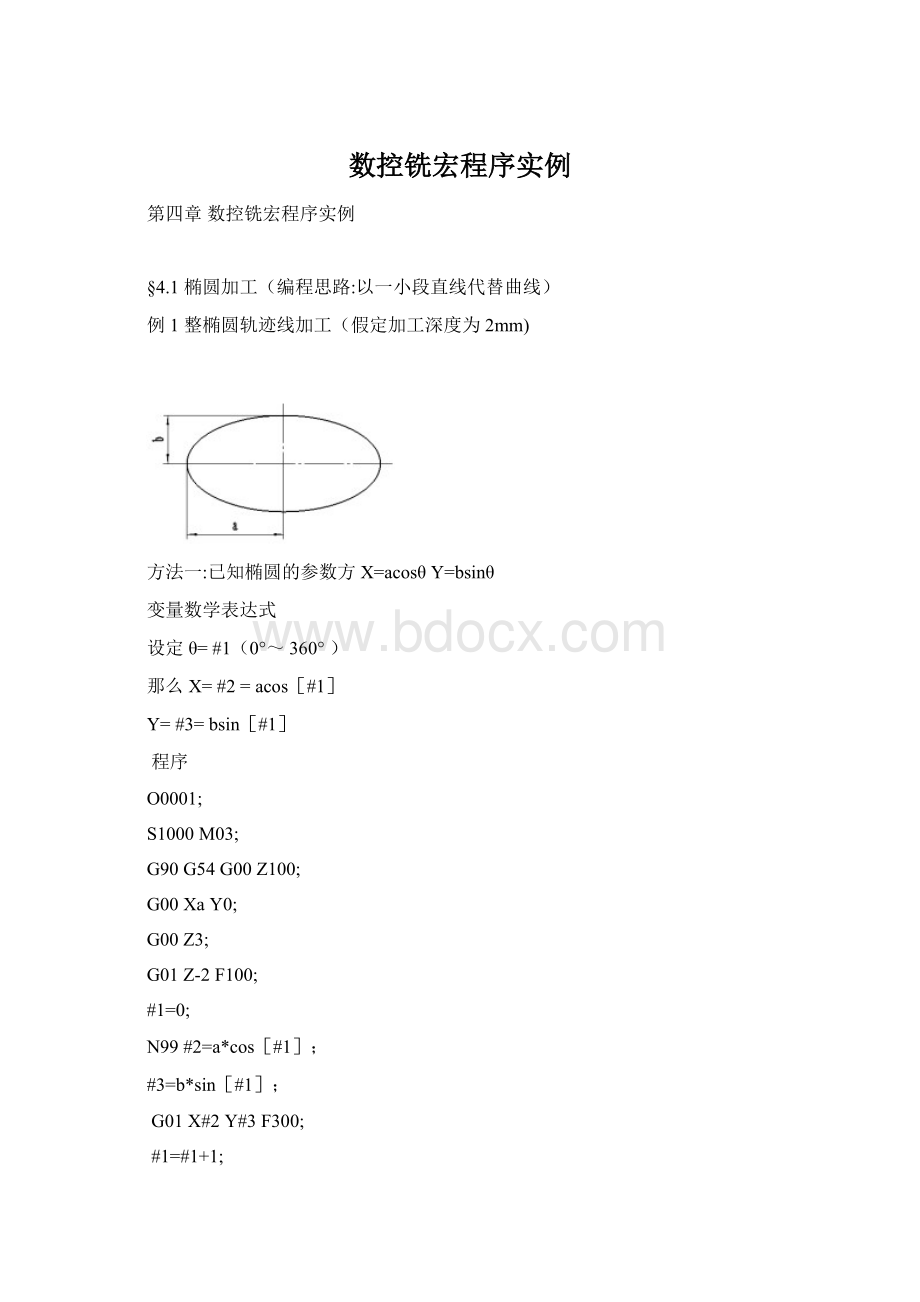
例2斜椭圆且椭心不在原点的轨迹线加工(假设加工深度为2mm)
椭圆心不在原点的参数方程
X=a*COS[#1]+M
Y=b*SIN[#1]+N
设定θ=#1;
(0°
~360°
)
那么X=#2=a*COS[#1]+M
Y=#3=b*SIN[#1]+N
因为此椭圆绕(M,N)旋转角度为A可运用坐标旋转指令G68
格式G68X- Y- R-X,Y:
旋转中心坐标;
R:
旋转角度
程序
O0002;
GOOX0Y0;
GOOZ3;
G68XMYNR45;
N99#2=a*COS[#1]+M;
#3=b*SIN[#1]+N;
GO1X#2Y#3F300;
#1=#1+1;
IF[#1LE360]GOTO99;
G69GOOZ100;
M30;
例3:
椭圆轮廓加工(深度2mm)
采用椭圆的等距加工方法使椭圆的长半轴
和短半轴同时减少一个行距的方法直到短
半轴小于刀具的半径R
根据椭圆的参数方程可设
变量表达式θ=#1(0°
a=#2
b=#3(b-R~R)
X=#2*COS[#1]=#4
Y=#3*SIN[#1]=#5
O0003;
G00XOYO;
#2=a-R;
#3=b-R;
N99#1=0;
#4=#2*COS[#1];
#5=#3*SIN[#1];
G01X#4Y#5F300;
#1=#1+1;
#2=#2-R;
#3=#3-R;
IF[#3LER]GOTO99;
GOOZ100;
例4非整椭圆轨迹线加工;
(加工深度2mm)
已知椭圆的长半轴a短半轴为b且与X轴正向夹角为A1,A2。
首先根据椭圆的参数方程求出θ1,θ2和P1(x1,y2)P2(x1,y2)
此时要注意A1≠θ1,A2≠θ2如图示
ON=b,OM=a
NP=P1Q,NP1=PQ
X1=OQ,Y1=P1Q
由上可列出方程
OQ=OM*COSθ=a*COSθ=X
(1)
PQ=NP=ON*SINθ=b*SINθ=Y
(2)
TANa=PQ/OQ=Y/X(3)
根据
(1)
(2)(3)可解出θ1,X1,Y1同理可解出θ2,X2,Y2
编程方法一:
根据参数方程X=a*COSθY=b*SINθ
设定变量表达式
#1=0(角度从θ1~θ2变化)
#2=a*COS[#1]
#3=b*SIN[#1]
G01X#2Y#3F300;
M30;
编程方法二:
根据椭圆标准方程X2/a2+Y2/b2=1
#1=X(X值由X~-X变化)
#2=Y=b/a*SQRT[[a*a]-[#1*#1]]
GOOX1Y1;
#1=X1;
N99#2=b/a*SQRT[a*a-#1*#1];
G01X#1Y#2F300;
#1=#1-0.2;
IF[#1LE-a]GOTO99;
G00Z100;
4.2球面加工(编程思想:
以若干个不等半径的整圆代替曲面)
例1平刀加工凸半球
已知凸半球的半径R,刀具半径r
建立几何模型如图
数学变量表达式
#1=θ=0(00~900,设定初始值#1=0)
#2=X=R*SIN[#1]+r(刀具中心坐标)
#3=Z=R-R*COS[#1]
编程时以圆球的顶面为Z向O平面
O0001;
G90G54GOOZ100;
G00X0Y0;
WHILE[#1LE90]DO1;
#2=R*SIN[#1]+r;
#3=R-R*COS[#1];
G01X#2Y0F300;
G01Z-#3F100;
G02X#2Y0I-#2J0F300;
END1;
当加工的球形的角度为非半球时可以
通过调整#1也就是θ角变化范围来改变程序
例2球刀加工凸半球
#1=θ=0(0°
~90°
设定初始值#1=0)
#2=X=[R+r]*SIN[#1](刀具中心坐标)
#3=Z=R-[R+r]*COS[#1]+r=[R+r]*[1-COS[#1]]
Z3;
#2=[R+r]*SIN[#1];
#3=[R+r]*[1-COS[#1]];
例3球刀加工凹半球
#2=X=[R-r]*COS[#1](刀具中心坐标)
#3=Z=[R-r]*SIN[#1]+r
O0003
#2=[R-r]*SIN[#1];
#3=[R-r]*COS[#1]+r;
G01X#2Y0F300;
G01Z-#3F100;
G03X#2Y0I-#2J0F300;
G00Z100;
当加工凹半球的一部分时,可以通过改变#1即θ角来实现。
如果凹半球底部不加工可以利用平刀加工,方法相似。
4.3孔口倒圆角
编程思路:
以若干不等半径整圆代替环形曲面
例1平刀倒凸圆角
已知孔口直径φ,孔口圆角半径R,平刀半径r
建立几何模型
#1=θ=0(θ从0°
,设定初始值#1=0)
#2=X=φ/2+R-r-R*SIN[#1]
#1=0
N99#2=φ/2+R-r-R*SIN[#1]
#3=R-R*COS[#1]
G01Z-#3F100;
G03X#2Y0I-#2J0F300;
IF[#1LE90]GOTO99;
例2平刀加工凹圆角
#1=θ=0(θ从0°
#2=X=φ/2+R*SIN[#1]–r
#3=Z=R*SIN[#1]
N99#2=φ/2+R*SIN[#1]-r
#3=R*SIN[#1]
例3球刀倒凸圆角
已知孔口直径φ,孔口圆角半径R,球刀半径r
#2=X=φ/2+R-[R+r]*SIN[#1]
#3=Z=R-[R+r]*COS[#1]+r
=[R+r]*[1-COS[#1]]
N99#2=φ/2+R-[R+r]*SIN[#1];
#3=[R+r]*[1-COS[#1]]
例4球刀倒凹圆角
已知内口直径φ,孔口圆角半径R,球刀半径r
#2=X=φ/2+R*COS[#1]-r
N99#2=φ/2+R*COS[#1]-r;
#3=R*SIN[#1]
4.4孔口倒斜角(编程思路:
以若干不等半径整圆代替环形斜面)
例1平刀倒孔口斜角
已知内孔直径φ倒角角度θ倒角深度Ζ1
#1=θ=0(θ从0变化到Ζ1设定初始值#1=0)
#2=X=φ/2+Ζ1*COT[θ]-#1*COT[θ]-r
WHILE[#1LEΖ1]DO1;
#2=φ/2+Ζ1*COT[θ]-#1*COT[θ]-r;
 升级会员
升级会员 