动活梁夹具设计说明书大学论文Word格式文档下载.docx
《动活梁夹具设计说明书大学论文Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《动活梁夹具设计说明书大学论文Word格式文档下载.docx(27页珍藏版)》请在冰豆网上搜索。
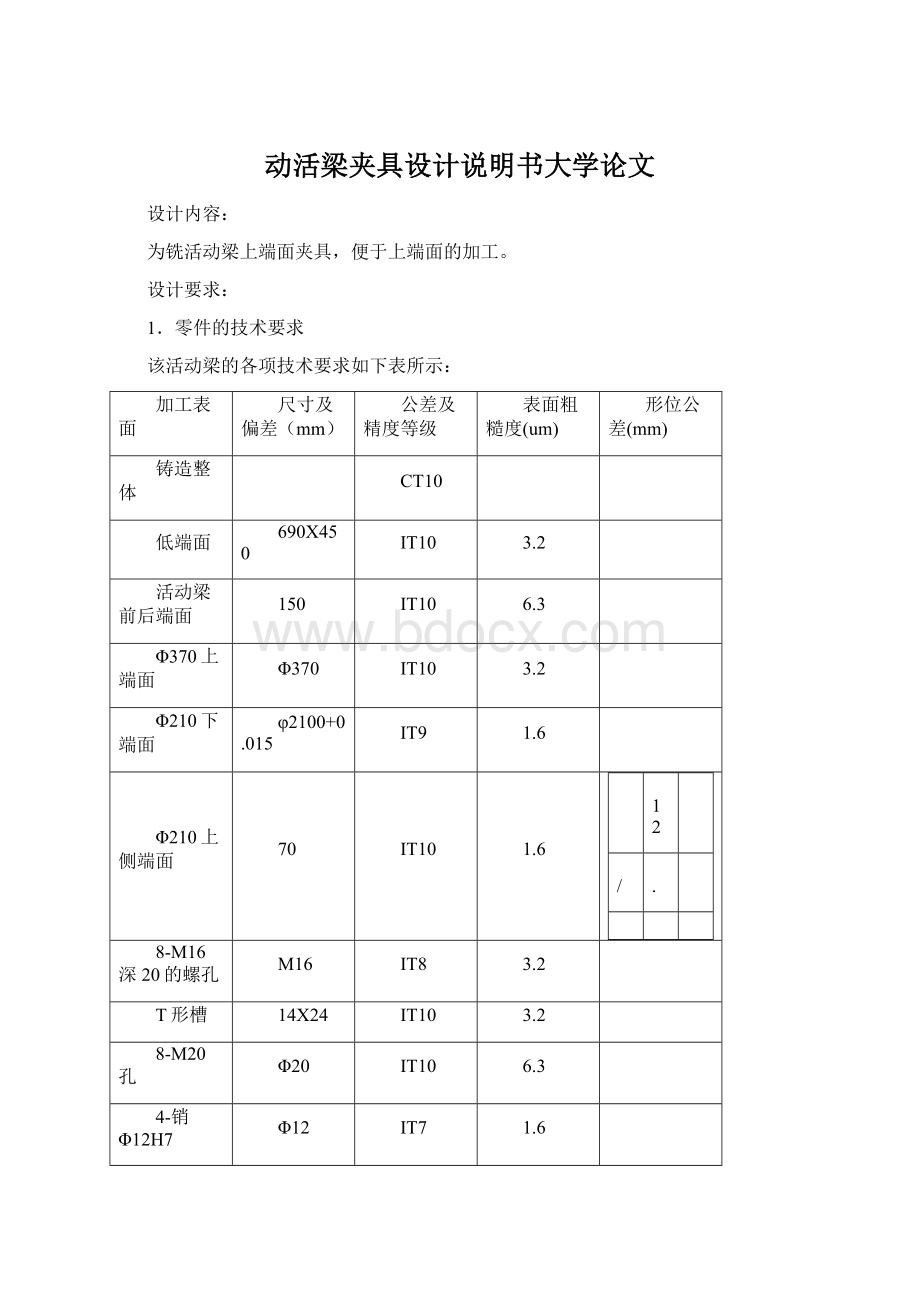
012
A
//
0.
8-M16深20的螺孔
M16
IT8
T形槽
14X24
8-M20孔
Φ20
4-销Φ12H7
Φ12
IT7
2.夹具设计要求合理,有利提高加工精度,保证加工质量,降低加工成本,提高劳动生产率和减轻工人的劳动强度,便于小批量生产。
3.绘制夹具装配图一张,夹具零件图三张,设计说明书一份。
设计(论文)开始日期2016年7月18日指导老师:
设计(论文)完成日期2014年7月29日
2016年7月19日
课程设计片篇幅:
图纸共2张
说明书共22页
前言
机械制造技术课程设计是机械设计中的一个重要的实践性教学环节,也是机械设计与制造专业学生应该学习的一门主要专业课。
其目的在于:
(1〕学习和掌握一般机械设计的基本方法和步骤。
培养独立设计能力,为以后续的专业课程及毕业设计打好基础,做好准备。
〔2〕为了开阔视野,掌握执照技术最新发展,开阔专业视野,培养复合型人才,处进先进制造技术在我国的研究和应用,“先进制照技术”以作为许多学校的必修课程。
为了提高学生综合运用机械设计基础及其他先修课程的理论知识和生产实际知识去分析和解决工程实际问题的能力,通过课程设计训练可以巩固、加深有关机械课设方面的理论知识。
〔3〕使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。
零件在工艺规程之后,就要按工艺规程顺序进行加工。
在加工中除了需要机床、刀具、量具之外,成批生产时还要用机床夹具。
它们是机床和工件之间的连接装置,使工件相对于机床获得正确的位置。
机床夹具的好坏将直接影响工件加工表面的位置精度。
通常把确定工件在机床上或夹具中占有正确位置的过程,称为定位。
当工件定位后,为了避免在加工中受到切削力、重力等的作用而使工件的既有位置遭到破坏,还应该用一定的机构或装置将工件加以固定。
使工件在加工过程中保持定位位置不变的操作,称为夹紧。
将工件定位、夹紧的过程称为装夹。
工件装夹是否正确、迅速、方便和可靠,将直接影响工件的加工质量、生产效率、制造成本和操作安全。
在成批、大量生产中,工件的装夹是通过机床夹具来实现的。
机床夹具在生产中应用十分广泛。
1.零件的技术求及工艺分析
1.1明确工件的年生产纲领
机床夹具是在机床上装加工件的一种装置,其作用是使工件相对机床和刀具有一个正确的位置,并在加工过程中保持不变。
它是夹具总体方案确定的依据之一,它决定了夹具的复杂程度和自动化程度。
如大批量生产时,一般选择机动、多工件同时加工,自动化程度高的方案,结构也随之复杂,成本也提高较多。
1.1.2.零件的工艺分析
零件的工艺分析
该活动梁形状特殊、结构简单,属典型的支座类零件。
为实现支持,固定的功能,其工作孔有配合要求,因此加工精度要求较高。
底面的T形槽在工作中需承受冲击载荷,为增强其耐磨性,该表面要求高频淬火处理,硬度为48~58HRC;
为保证活动梁工作时受力均匀,要求上端面对底面的平行度要求为0.10mm,其自身的工作孔垂直度为0.12mm。
为保证活动梁在工作上有准确的位置,在上端面采用8个螺孔定位。
锁销孔的尺寸为M16mm,且螺孔的的深为20mm,孔深为25mm。
活动梁四侧面均要求铣削加工,并没特别要求;
M20mm孔的端面均为平面,可以防止加工过程中钻头钻偏,以保证孔的加工精度;
另外,该零件除主要工作表面外,其余表面加工精度均较低,不需要高精度机床加工,通过铣削、钻床的粗加工就可以达到加工要求;
而主要工作表面虽然加工精度相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来。
由此可见,该零件的工艺性较好。
该零件的主要工作表面为上端面、工作孔mm(H9)、T形槽和锁销孔mm(H7),在设计工艺规程时应重点予以保证。
2.确定零件毛坯
2.1毛坯种类的选择
零件材料为ZG35,考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为中批生产,参考《机械制造技术课程设计指导-刘长清》(以下简称课程设计指导)表3-1选择金属模机械砂型铸件毛坯。
选用铸件尺寸公差等级为CT8—10,去CT10。
这对提高生产率,保证产品质量有帮助。
2.2毛坯余量确定
根据上述诸因素,查课程设计指导表3-3,该铸件的尺寸公差等级CT为
8—10级,加工余量等级MA为G级。
可取CT为10级,MA为G级。
确定各表面的总余量如下表所示。
活动梁机械加工余量及铸造毛坯尺寸公差
零件尺寸/mm
机械加工余量/mm
毛坯公差/mm
毛坯尺寸/mm
活动梁左右端面
450
6
4.4(+3-3)
456(+3-3)
2.5
3.6(+1.8-1.8)
155(+1.8-1.8)
活动梁底面
690
3.0
6(+3-3)
696(+3-3)
肋板
20±
0.026
2.4(+1.2-1.2)
25(1.2-1.2)
中心圆柱
4.4(+2.2-2.2)
Φ373(+2.2-2.2)
3.工艺路线的制定
3.1基准的选择
定位基准有粗基准和精基准之分,通常先确定精基准,然后再确定粗基准。
3.1.1精基准的选择
活动梁的底面是设计基准,同时也是装配基准,将它作为精基准,遵循了“基准重合”的原则,保证了被加工表面的平行度要求。
另外,其余的各面和孔的加工也能用它定位,又遵循了“基准统一”的原则。
同时,底面的面积较大,定位比较稳定,夹紧方案也比较简单可靠,操作方便。
3.1.2粗基准的选择
选择活动梁的上端面作粗基准。
可以为后续工序准备好精基准。
3.2各个表面加工方法的选择
根据零件图上各加工表面的尺寸精度和表面粗糙度,查《机械制造技术基础课程设计指导教程》表1-7到表1-19平面加工方案的经济精度和表面粗糙度,孔加工方案的经济精度和表面粗糙度,确定活动梁零件各表面的加工方法,如下表所示。
活动梁零件各表面加工方案
尺寸及偏差
尺寸精度等级
表面粗糙度
加工方案
备注
活动梁两端面
450X150mm
Ra6.3μm
粗铣
底面
690mm
Ra3.2μm
粗铣—精铣
销孔
Φ12+0.0180mm
Ra1.6μm
钻—粗铰—精铰
上端面
Φ370mm
工作孔
Φ210+0.0150mm
粗镗—精镗
侧面孔
Φ20mm
Ra12.5μm
钻—粗铰
14X24X11X15mm
IT12
3.3加工顺序的安排
3.3.1加工阶段的划分
该活动梁加工质量要求不高,可将加工阶段划分成粗加工、精加工二个阶段。
在粗加工阶段,首先将精基准(活动梁底面)准备好,使后续工序都可采用精基准定位加工,保证其他加工表面的精度要求;
然后粗铣四个侧面、上表面、侧面孔和工作孔的钻、粗铰、粗铣T形槽内侧面和底面。
在精加工阶段,完成上表面和T形孔的精铣加工和销孔mm的钻、铰加工工。
3.3.2工序的集中与分散
选用工序集中原则安排活动梁的加工工序。
该活动梁的生产类型为大批生产,可以采用万能型机床配以专用工、夹具,以提高生产率;
而且运用工序集中原则使工件的装夹次数少,不但可缩短辅助时间,而且由于在一次装夹中加工了许多表面,有利于保证各加工表面之间的相对位置精度要求。
3.3.3工序顺序的安排
1)机械加工工序
遵循“先基准后其他”原则,首先加工精基准——活动梁底面;
遵循“先粗后精”原则,先安排粗加工工序,后安排精加工工序;
遵循“先主后次”原则,先加工主要表面——活动梁底面,后加工次要表面——四个侧面、上表面和T形槽的内侧面和底面;
遵循“先面后孔”原则,再钻销轴孔mm、螺孔、侧面M20的孔,最后镗孔。
2)热处理工序
铸造成成型后,进行时效处理,消除毛坯内部因铸造存在的内应力而对机械加工带来的不利影响。
加工完后进行退火处理,即在表3.2中工序80和工序90之间增加热处理工序。
3)辅助工序
粗加工后,应安排校直工序;
精加工后,安排去毛刺、清洗和终检工序。
综上所述,该活动梁工序的安排顺序为:
基准加工——主要表面粗加工及一些余量大的表面粗加工——热处理——主要表面精加工。
3.3.4详细工艺过程的制定
在综合考虑上述工序顺序安排原则的基础上,拟定活动梁的工艺路线如下表所示。
活动梁机械加工工艺路线
工序号
工序内容
定位基准
1
粗铣活动梁底面
2
精铣活动梁底面
3
粗铣四侧面
相对面
4
粗铣上表面
5
校正上表面
精铣上端面
底面、中心轴线
7
粗铣T形槽
8
精铣T形槽
右端面、中心轴线
9
钻螺纹底孔M16孔
中心轴线、底面
10
粗镗Φ210孔、
11
精镗Φ210孔
12
钻M20的孔、钻φ12mm孔
13
粗镗M20孔攻螺纹、粗铰φ12mm孔、
中心轴线
14
精铰φ12mm孔
15
倒角
16
去毛刺
17
中检
18
热处理——退火
19
校正工作孔
20
清洗
21
终检
4.余量和工序尺寸的确定
4.1孔及轴向尺寸的余量和工序尺寸
4.1.1粗、精镗210H9孔
孔已铸出,孔内精度要求达到IT9,Ra=1.6,查手册可知,如下表为加工孔210的加工余量
毛坯204
粗镗2092Z=1
精镗210H9
210孔加工余量
工序名称
余量
工序达到的公差等级
最小级限尺寸
工序尺寸及极限偏差
精镗
IT9()
210
Ra1.6
粗镗
IT10()
210-1=209
毛坏孔
209-5=204
4.1.2粗镗Φ20mm孔
根据孔的精度要求,查《机械制造技术基础课程设计指导教程》表2-28,可达到要求精度,确定工序尺寸,余量为0.3mm,具体工序尺寸如下
工序
名称
工序间
余量/mm
尺寸/mm
工序间尺公差/mm
经济精度
/
粗糙度/
0.15
H12
Ra6.3
20+0.2500
毛坯
CT10
Ra25
19.6
19.61
4.1.3钻20的孔。
4.1.4攻M16螺纹及倒角1X45º
4.2平面及轴向尺寸的余量和工序尺寸
4.2.1铣活动梁底面为
 升级会员
升级会员 