铁路货车段修规程钩缓Word文档格式.docx
《铁路货车段修规程钩缓Word文档格式.docx》由会员分享,可在线阅读,更多相关《铁路货车段修规程钩缓Word文档格式.docx(38页珍藏版)》请在冰豆网上搜索。
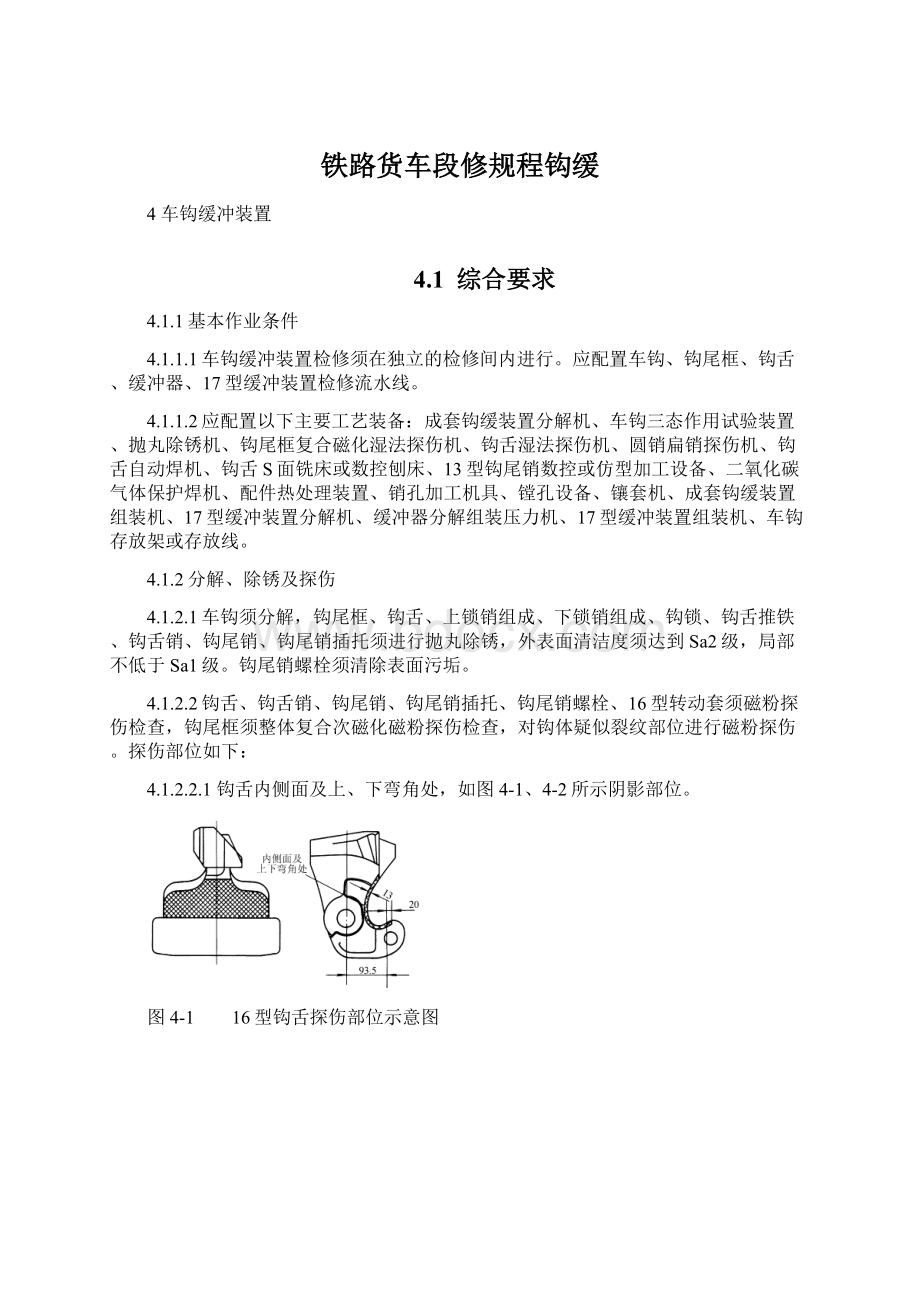
图4-213号、13A型、13B型钩舌探伤部位示意图
4.1.2.2.216、17型钩尾框前、后端上、下内弯角50mm范围内及钩尾框两内侧面,如图4-3、4-4所示阴影部位。
13号、13A型、13B型钩尾框后端上、下弯角50mm范围内及钩尾框两内侧面,如图4-5、4-6所示阴影部位。
图4-316型钩尾框探伤部位示意图
图4-4 17型钩尾框探伤部位示意图
图4-513号钩尾框探伤部位示意图
图4-613A、13B型钩尾框探伤部位示意图
4.1.2.2.316型车钩转动套前端面,如图4-7所示阴影部位。
图4-716型车钩转动套前端面探伤部位示意图
4.1.2.2.4钩舌销、钩尾销、钩尾销螺栓探伤部位如图4-8、4-9、4-10、4-11所示阴影部位。
图4-8 钩舌销探伤部位示意图图4-9 13号钩尾销探伤部位示意图
图4-10 16型、17型钩尾销探伤部位示意图图4-11 钩尾销螺栓探伤部位示意图
4.1.2.2.513B型钩尾销插托弯角处、立面及上、下面,如图4-12所示粗线部位。
图4-1213B型钩尾销插托探伤部位示意图
4.2钩体
4.2.1钩体裂纹
4.2.1.1须清除钩腔内污垢,对钩体翻转检查。
4.2.1.2钩颈、钩身横裂纹在同一断面长度之和不大于50mm时焊修,大于时更换。
4.2.1.3钩耳裂纹长度不大于15mm时焊修,大于时须更换。
钩耳内侧弧面上、下弯角处裂纹长度之和不大于25mm时焊修,大于时更换。
牵引台、冲击台根部裂纹长度不大于20mm且裂纹未延及钩耳体时焊修,裂纹长度大于20mm或裂纹延及钩耳体时更换。
4.2.1.316型、17型钩体钩尾销孔周围25mm范围内裂纹时焊修,超过范围的裂纹深度不大于3mm时铲磨清除,大于时更换。
联锁套头、联锁套口裂纹长度不大于50mm且深度不大于5mm时,焊后磨修,大于时更换。
4.2.1.413号、13A型、13B型钩体钩尾销孔后壁与钩尾端面间裂纹长度不大于20mm时焊修,大于时更换。
4.2.2钩体磨耗
4.2.1.1 16型、17型钩体
4.2.2.1.1钩耳孔直径磨耗大于3mm时堆焊后加工。
4.2.2.1.2联锁套头或联锁套口磨耗深度大于6mm或局部碰伤深度大于5mm时,堆焊后磨平,但禁止修理联锁辅助支架外形轮廓。
4.2.2.1.216型车钩尾端高度小于151mm或17型车钩尾端高度小于166mm,钩尾销孔长、短轴磨耗大于2mm时,可堆焊后磨修光滑。
钩尾端部到钩尾销孔后壁的距离小于83mm时,堆焊后磨修光滑,小于77mm时更换;
钩身长度小于567mm时堆焊后磨修光滑,小于561mm时更换。
4.2.2.213号、13A型、13B型钩体
4.2.2.2.1钩耳孔或衬套孔直径磨耗大于3mm时可扩孔镶套或换套;
原有衬套松动、裂纹、缺损时更换。
钩耳孔直径大于φ54mm时可堆焊后加工,钩耳孔壁厚小于22mm时更换。
新衬套壁厚须为4~6mm,材质须为45号钢,硬度须为38~50HRC;
衬套须压紧并与孔壁密贴,局部间隙不大于1.5mm,深度不大于5mm,衬套不得有边缘裂纹。
钩耳孔的异型衬套,长、短径方向不得错位,长径方向与钩体纵向中心线偏差不大于5°
。
4.2.2.2.2上锁销孔前后磨耗之和大于3mm时可堆焊后磨修并恢复原型尺寸。
钩腔上防跳台磨耗大于2mm时堆焊后磨修并恢复原型尺寸,前导向角须恢复6mm凸台原型尺寸,如图4-13所示;
钩腔下防跳台磨耗大于2mm时堆焊后磨修并恢复原型尺寸,长度方向应为16mm。
图4-13 前导向凸台示意图
4.2.2.2.3钩尾端部与钩尾销孔边缘的距离上、下面之差大于2mm或钩尾销孔长径方向磨耗大于3mm时堆焊后加工;
钩尾端面与钩尾销孔边缘的距离小于40mm时,可在钩尾端面堆焊或焊装磨耗板后四周满焊后磨平。
4.2.3钩体变形
4.2.3.1钩身弯曲大于10mm时更换。
钩耳上、下弯曲影响钩舌组装或三态作用时更换。
4.2.3.113号、13A型、13B型钩体钩腕端部外胀大于15mm时更换;
影响钩舌与钩腕内侧距离时调修、堆焊或焊装厚度为5~15mm、高度为60~70mm的梯形钢板,钢板须有2个φ20mm的塞焊孔,焊后磨修平整;
4.2.4钩身金属磨耗板
4.2.4.1钩身下部有磨耗板凹槽或原焊装金属磨耗板者仍须焊装磨耗板;
13B型、17型车钩钩身下部无金属磨耗板凹槽且原未焊装磨耗板者,不得焊装磨耗板;
磨耗板裂纹或磨耗超限时更换为新品,丢失时补装。
钩身磨耗时须堆焊磨平后焊装磨耗板。
4.2.4.2磨耗板须焊装在钩身下平面距钩肩50mm处。
有金属磨耗板凹槽者,磨耗板焊修后焊缝处应磨修光滑、边缘倒钝,清除棱角和毛刺。
4.2.513号、13A型、13B型下作用式车钩钩体须有防跳插销安装孔,无防跳插销安装孔时加工。
4.2.613号、13A型钩体补充新品时须为13B型。
4.3钩舌
4.3.1钩舌裂纹
4.3.1.1普碳钢钩舌各部位裂纹时更换。
4.3.1.2C级钢、E级钢钩舌弯角处裂纹时更换;
内侧面的裂纹长度不大于30mm时焊修,大于时更换。
牵引台根部圆弧裂纹长度不大于30mm时焊修,大于时更换。
钩舌护销突缘部分缺损时更换;
裂纹向销孔内延伸,除突缘高度外的长度不大于10mm时焊修,大于时更换;
钩舌护销突缘处焊修时,焊波须高于基准面1~2mm。
冲击台缺损或销孔边缘裂纹延及钩舌体时更换,未延及时焊修。
4.3.2钩舌磨耗
4.3.2.1钩舌锁面磨耗大于3mm时,须堆焊后磨平。
4.3.2.216型钩舌鼻部厚度磨耗大于5mm或钩舌销孔内径磨耗大于2mm时更换。
钩锁承台高度须不小于45mm,小于时加工修理后恢复原型尺寸,如图4-14所示。
图4-14钩舌钩锁承台示意图
4.3.2.313号钩舌内侧面和正面磨耗剩余厚度小于68mm时更换。
13A型、13B型钩舌内侧面和正面磨耗剩余厚度小于69mm时,须采用埋弧焊或气体保护焊等自动焊接工艺堆焊,焊后加工并恢复原型。
钩锁承台高度须为45~52mm,大于52mm时堆焊后加工,小于45mm时加工修理,如图4-14所示。
4.3.2.413号、13A型、13B型钩舌销孔或衬套内径磨耗大于3mm时换套或扩孔镶套;
钩舌销孔直径大于φ54mm时堆焊后加工或更换。
原有衬套松动、裂纹、缺损时更换;
须双向镶套,每个衬套长度不小于60mm,销孔镶套厚度应为4~6mm,材质为45号钢,硬度为38~50HRC;
衬套须压紧并与孔壁密贴,局部间隙不大于1.5mm,深度不大于10mm,衬套不得有边缘裂纹。
4.3.2.5钩舌销孔或衬套孔测量部位由突缘顶部深入孔内20mm为准。
4.3.3钩舌外胀大于6mm时更换;
4.3.416型钩舌补充新品时须补充标记为“16H”的钩舌。
13号、13A型钩舌补充新品时须为13B型。
4.4钩尾框
4.4.1钩尾框裂纹
4.4.1.1普碳钢的钩尾框裂纹时更换。
16型、17型钩尾框前、后端上、下内弯角50mm范围内,其他型钩尾框后端上、下弯角50mm范围内裂纹时更换。
4.4.1.2锻造钩尾框横裂纹时更换;
铸造钩尾框横裂纹长度不大于30mm时焊修,大于时更换。
4.4.1.3钩尾框其他部位纵裂纹时焊修或更换。
4.4.2钩尾框磨耗
4.4.2.1普碳钢的钩尾框各部磨耗过限时更换。
4.4.2.2钩尾框各部位碾堆时须磨修,并与周围表面平滑过渡。
C级钢、E级钢的钩尾框框身厚度磨耗大于3mm,其他部位大于4mm时,须纵向堆焊后磨平;
16型、17型钩尾框框身剩余厚度小于22mm时更换。
测量部位:
框身厚度深入边缘10mm为准,其他部位比照未磨耗部位测量。
钩尾框销孔磨耗超限时堆焊后加工。
4.4.2.316型钩尾框距前唇内侧95mm范围内任意点直径大于φ277mm时更换;
前唇厚度磨耗大于2mm时更换;
前唇内侧到尾部内侧距离大于845mm时须在尾部内侧面堆焊后加工,大于862mm时更换。
17型钩尾框前端内腔高度磨耗大于3mm时须堆焊后磨修光滑。
4.4.2.413A型、13B型钩尾框的螺栓孔磨耗大于3mm时堆焊后加工,内外侧面须平整;
13B型铸造钩尾框的钩尾销固定挂耳缺损时焊后磨修。
13B型锻造钩尾框插托凹槽宽度或高度磨耗大于3mm时更换。
4.4.3钩尾框变形
4.4.3.1普碳钢钩尾框一侧弯曲大于3mm时更换。
4.4.3.2C级钢、E级钢钩尾框一侧弯曲大于3mm时加热后调修。
4.4.4钩尾框金属磨耗板
4.4.4.113B型钩尾框及16型、17型锻造钩尾框不得焊装框身磨耗板,原装有磨耗板者须铲除后磨平;
16型、17型铸造钩尾框无框身磨耗板者,不得焊装磨耗板。
4.4.4.213号、13A型钩尾框须焊装框身磨耗板;
16型、17型铸造钩尾框原有磨耗板者,仍须焊装磨耗板。
框身下平面磨耗时须纵向堆焊磨平后焊装磨耗板;
磨耗板裂纹或磨耗超限时须更换为新品,丢失时补装。
4.4.4.3磨耗板焊装位置:
13号、13A型钩尾框磨耗板后端距钩尾框后端内壁130mm,16型、17型钩尾框磨耗板以钩尾框后端内壁为基准面焊装。
4.4.513号、13A型钩尾框补充新品时须为13B型;
17型钩尾框补充新品时须为锻造钩尾框。
4.5钩尾销插托
4.5.1钩尾销插托裂纹时焊修更换;
焊修后磨修平整,并进行热处理。
4.5.2两侧承台厚度磨耗大于3mm或钩尾销承台磨耗深度大于3mm时更换。
4.6下锁销组成及销轴
4.6.1下锁销组成及销轴状态检查
4.6.1.1各零部件裂纹、变形时更换。
4.6.1.216型、17型下锁销杆与下锁销间须转动灵活。
下锁销杆处于工作位置时摆动下锁销,下锁销能够自由转动至极限位置,铆钉与下锁销杆间不应转动,如图4-15、4-16所示。
图4-1516型下锁销组成检查示意图图4-1617型下锁销组成检查示意图
4.6.1.313号下锁销、下锁销体、下锁销钩间须转动灵活。
提起下锁销体,下锁销及下锁销钩能够自由下垂,如图4-17(a)所示;
翻转下锁销体,下锁销及下锁销钩能够自由转动至极限位置,如图4-17(b)所示。
下锁销无防跳插销孔时加工。
(a)(b)
图4-1713号下锁销组成检查示意图
4.6.2下锁销组成及销轴磨耗
4.6.2.1下锁销轴直径磨耗大于2mm或长度磨耗大于3mm时更换。
4.6.2.2 16型、17型下锁销杆防
 升级会员
升级会员 