钳工中级操作技能考核评分记录表Word格式文档下载.docx
《钳工中级操作技能考核评分记录表Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《钳工中级操作技能考核评分记录表Word格式文档下载.docx(20页珍藏版)》请在冰豆网上搜索。
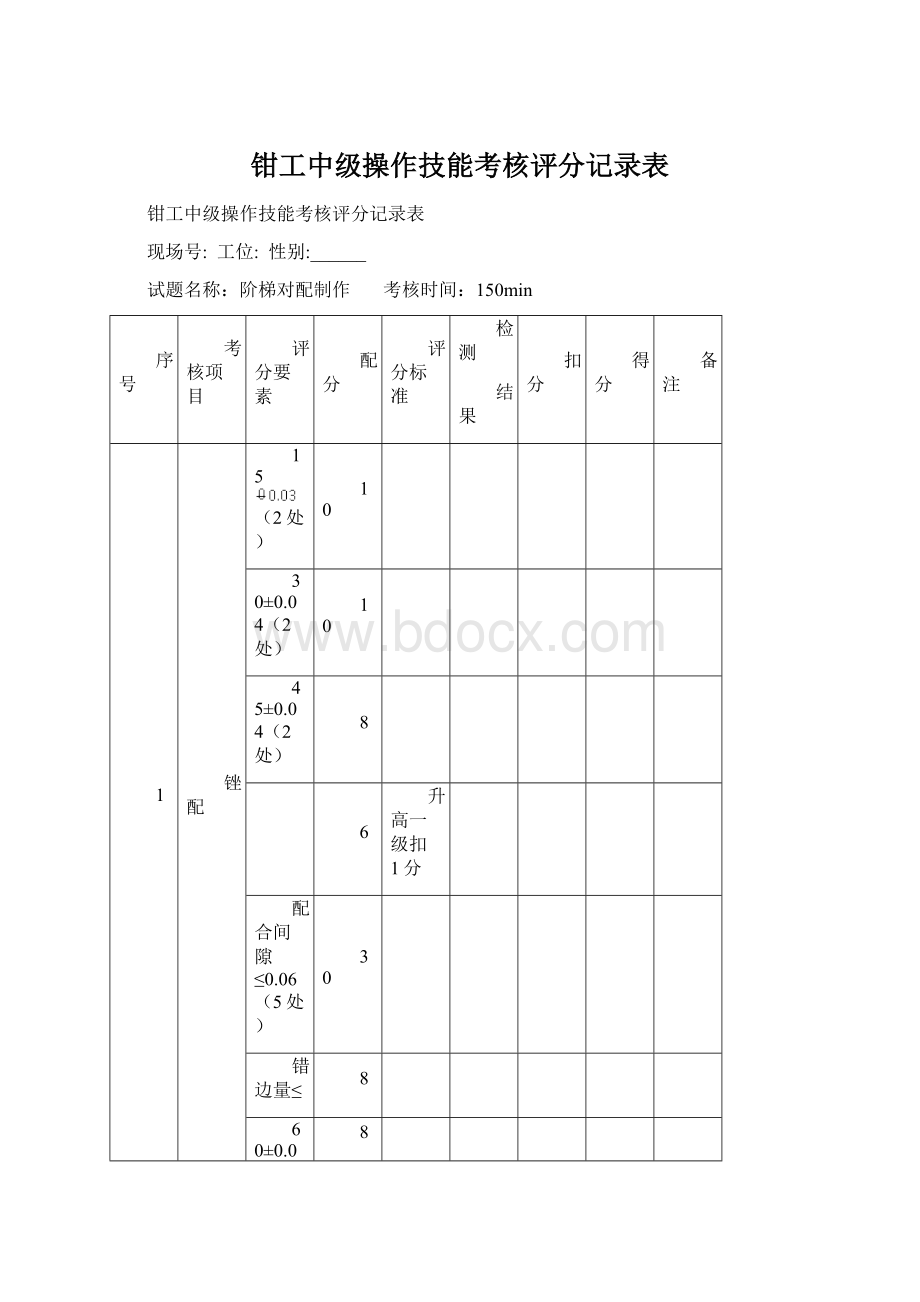
备注
1
锉配
15(2处)
10
30±
0.04(2处)
45±
8
6
升高一级扣1分
配合间隙≤0.06(5处)
30
错边量≤
60±
4-φ3
4
每少一处扣1分
2
考核时限
在规定时间内完成
超时停止操作
3
否决项
形状、位置与图纸相符
不符考核项目为零分
合计
100
考评员:
核分员:
年月日
钳工中级操作技能试题
阶梯对配制作
钳工高级操作技能考核评分记录表
135°
角度拼块制作考核时间:
240min
15
45
±
4′(2处)
超差2′扣2分
表面粗糙度Ra3.2(10处)
配合间隙≤0.04(4处)
25
0.10(2处)
5
22±
铰孔
2-φ10H7
11±
钳工高级操作技能试题
角度拼块制作
钳工技师操作技能考核评分记录表
燕尾方槽制作考核时间:
270min
检测结果
配
合
配合互换性
不能互换直接扣30分
件1、件2配合错边≤(2处)
每超差扣1分,一处2分
配合尺寸
每超差扣1分
配合间隙≤(3处)
配合间隙≤(4处)
每处超差0.01扣1分,一处2分
锉
销
件1135°
4′(2处)
每处超差1′扣1分,一处2分
件124(2处)
每处超差1扣1分,一处3分
件1尺寸25未注公差尺寸按GB/T1804m级要求
每超差1扣1分
件147
件1700
件1平面度达(8处)
一处1分,超差不得分
件1平行度达0.06(3处)
件1垂直度达0.06(3处)
件2135°
件224±
0.04(2处)
每处超差1扣1分,一处2分
件225±
0.04
件247±
0.05
件2700
件2平面度达0.04(8处)
件2平行度达0.06(3处)
件2垂直度达0.06(3处)
其
他
项
目
件1、2的表面粗糙度(12处)
12
φ3未注公差尺寸按GB/T1804m级要求(6处)
每处超差扣0.5分,扣完为止
除去毛刺倒C2(4处)
每处达不到要求扣1分
其他,如有无缺陷
其他不合格酌情扣分
合计
钳工技师操作技能试题
燕尾方槽配件制作
名称:
件2零件图
材质:
Q235-A
钳工高级技师操作技能考核评分记录表
三角、R弧面镶配件制作考核时间:
如不能互换直接从总分扣20分
件1、件2配合错边≤(4处)
每超差扣1分,一处1分
配合间隙≤(6处)
配合间隙≤(8处)
每处超差0.01扣1分,一处1分
50±
件1120°
件125±
件
件1
件1400
件1R6±
0.03(2处)
每处超差扣1分,一处2分
件1Ф8
件1平面度达(6处)
`
件1垂直度达0.06
超差不得分
件2120°
件225(2处)
每超差1扣1分,一处2分
件235±
0.10
件245±
件2R6±
每处超差扣1分,一处3分
件2Ф8
件2平面度达0.04(6处)
件2垂直度达0.06
件1、2的表面粗糙度(18处)
9
一处0.5分,超差不得分
φ3未注公差尺寸按GB/T1804m级要求(4处)
考评员:
核分员:
钳工高级技师操作技能试题
三角、R弧面镶配件
 升级会员
升级会员 