焊接表示方法文档格式.docx
《焊接表示方法文档格式.docx》由会员分享,可在线阅读,更多相关《焊接表示方法文档格式.docx(24页珍藏版)》请在冰豆网上搜索。
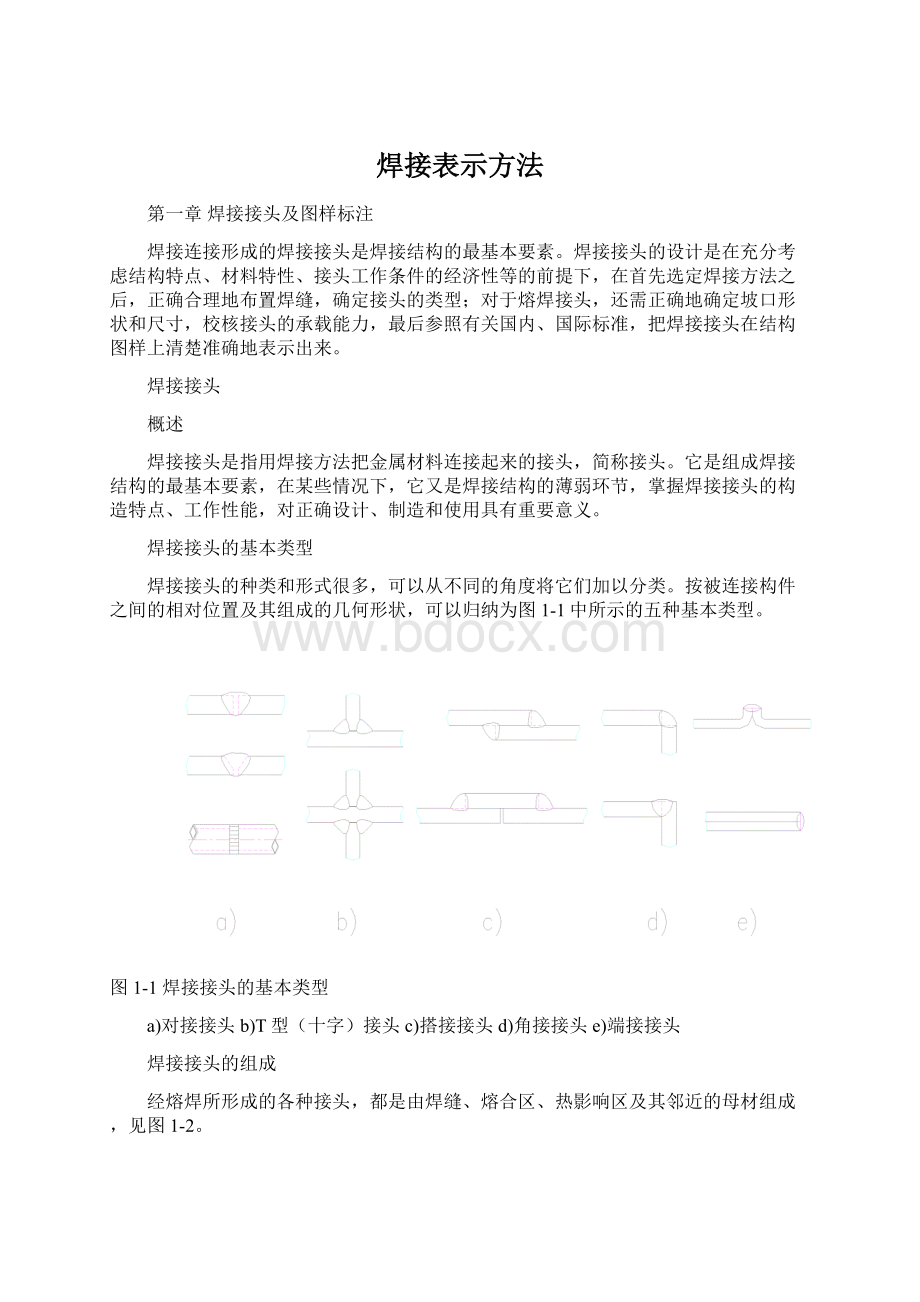
a)V形坡口焊缝b)凸形角焊缝c)凹形角焊缝
焊接接头的表示方法
焊缝符号
焊缝符号与焊接方法代号是供焊接结构图样上使用的统一符号或代号,也是一种工程语言,世界各国的焊缝符号和焊接方法代号不尽相同,设计人员应该掌握并在自己的设计实践中加以正确运用。
我公司是经过DIN6700认证的企业,焊缝标注应依据ISO2553《焊接、硬钎焊和软钎焊接头在图样上的表示方法》标准进行。
焊缝符号包括基本符号、辅助符号和焊缝尺寸符号。
焊缝符号一般由基本符号与指引线组成,必要时还要加上辅助符号、补充符号和焊缝尺寸符号。
(1)基本符号是表示焊缝横截面形状的符号。
在ISO2553中规定了20种基本符号,见表1-1。
表1-1焊缝基本符号
序号
名称
示意图
符号
1
卷边焊缝①
(卷边完全熔化)
2
I形焊缝
I-Naht
3
V形焊缝
V-Naht
4
HV形焊缝
HV-Naht
5
Y形焊缝
Y-Naht
6
HY形焊缝
HY-Naht
7
U形焊缝
U-Naht
8
J形焊缝
J-Naht
9
背面(封底)焊缝
gegenlage
10
角焊缝
Kehlnaht
11
塞焊缝或槽焊缝
Lochnaht
12
点焊缝
Punktnaht
13
缝焊缝
Liniennaht
14
垂直坡口面焊缝
Steilflankennaht
15
单侧垂直坡口面焊缝
Halb-Steil-flankennaht
16
端面焊缝
Stirnflachnaht
17
堆焊缝
Auftragung
18
表面接触接头焊缝
Flaechennaht
19
斜对接接头焊缝
Schraegnaht
20
折叠接头焊缝
Falznaht
①不完全熔化的卷边焊缝用I形焊缝符号来表示,并加注焊缝有效厚度S。
(见表1-7序号2)
(2)基本符号的组合:
由于焊接有时要求从两面进行,因此需要在指引线的两基准线上分别标注出来基本符号。
典型的基本符号组合见表1-2。
表1-2典型的基本符号组合
双面V形焊缝
(X形焊缝)
双面HV形焊缝
(K形焊缝)
双面Y形焊缝
双面HY形焊缝
双面U形焊缝
V形带背面焊缝
双面角焊缝
(3)辅助符号:
是表示焊缝表面形状特征的符号。
辅助符号往往要与基本符号配合使用,当对焊缝表面形状有明确要求时采用,不需要确切地说明焊缝表面形状时,则可以不用。
常用焊缝辅助符号见表1-3
表1-3焊缝辅助符号
说明
平面符号
焊缝表面与工件表面齐平(一般通过加工或打磨)
凹面符号
焊缝表面凹陷
凸面符号
焊缝表面凸起
清根后焊缝背面符号
正面焊接后,背面根部清根,然后封底焊接(可以涂黑,也可以用阴影线或点关图案表示)
焊缝表面机加工符号
采用机加方法把焊缝表面加工平坦
(符号符合ISO1302:
此符号可代替主要符号被使用。
)
焊趾处圆滑过渡符号
要求焊缝和母材的连接处无缺口,必要时进行加工
不可拆背面垫板符号
使用垫板,焊前固定在焊缝背侧,永久连接不可拆除
可拆除背面衬垫符号
使用衬垫,焊前放置在焊缝背侧,焊接时强制背面焊缝成形,焊缝冷却后拆除(如铜垫、陶瓷衬垫等)
基本符号和辅助符号组合在一起举例,见表1-4
表1-4辅助符号应用举例
简图
表面齐平的V形焊缝
凸起的双V形焊缝
凹陷的角焊缝
两面都齐平的背面封底的V形焊缝
背面封底的Y形焊缝
高精度表面齐平的V形焊缝
焊趾处圆滑过渡的角焊缝
(4)补充符号:
是为了补充说明焊缝某些特征而采用的符号。
如下图1-4和图1-5
图1-4环形分布的角焊缝图1-5现场安装焊缝
焊缝符号在图样上的标注
(1)焊缝标记方法:
见下图1-6所示
图1-6焊缝标记方法图
a)外观上的焊缝接头b)横截面上的焊接接头
1-箭头线2a-基线2b-基线(虚线)3-符号或组合符号
(2)箭头线的位置
箭头线与基线是以一角度相交连接起来的。
对于需进行坡口加工后焊接形成的焊缝,可以用箭头线表示,该箭头总是指向需进行加工的表面。
如图1-7所示
图1-7HV形焊缝标记图
(3)基线的位置
基线尽可量平行于图样的底边标注,如果不可能平行标注,也允许垂直标记。
(4)基线符号的位置
符号可以在基线的上方也可以在基线的下方,在一张图纸中应尽可能地使用同样的表示方法。
符号应靠近基线。
如果可能的话,在焊缝截面上标注的焊缝,应使焊缝截面与符号的位置保持一致。
在标记时应注意,箭头线总是指向接头。
如果不符合以上情况,那么符号表示在有关外观或有关剖面中就无意义了。
例:
1)单面焊缝的表示见下表1-5
表1-5单面焊缝的表示表
焊缝位于表示符号所指正面
焊缝位于表示符号所指背面
如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧。
如果焊缝表示符号位于基线虚线一侧,那么焊缝位于箭头线所指一侧的背面。
2)双面焊缝的表示对于双面焊缝,可以采用组合焊缝进行表示,如果上下符号对称的情况就不需要虚线了。
如下图1-8中表示。
图1-8双面焊缝表示举例图
焊缝尺寸符号:
是表示坡口和焊缝各特征尺寸的符号。
见下表1-6
表1-6焊缝尺寸符号表
图示
δ
工件厚度
z
焊角尺寸
b
根部间隙
a
角焊缝有效厚度
c
焊缝宽度
n
焊缝段数
S
焊缝有效厚度
l
焊缝长度
h
余高
e
焊缝间距
α
坡口角度
H
坡口深度
β
坡口面角度
p
钝边
R
根部半径
d
熔核直径
焊缝尺寸标注举例见表1-7
表1-7焊缝尺寸的标注示例
名称
示意图
焊缝尺寸符号
示例
对接焊缝
S:
l:
卷边焊缝
(连续)角焊缝
z:
焊角高度
a:
断续角焊缝
n:
e:
交错断续角焊缝
并列断续角焊缝
槽焊缝
焊缝个数
c:
槽宽
塞焊缝
焊点个数
焊点间距
d:
孔的直径
焊点直径
焊缝补充说明
除了上面所指的焊缝符号的标注说明外,也可以对焊缝标注一些附加说明,这些附加说明标注于基线尾部的叉子内,补充说明也同样应予以足够的重视。
(1)焊接方法代号
在焊接结构图样上,为简化焊接方法的标注和文字说明,可采用国际标准ISO4063规定的用阿拉伯数字表示的金属焊接及钎焊等各种焊接方法的代号。
在ISO4063中规定了8类共100余种焊接方法的代号,常用的主要焊接方法的代号示于表1-8中
表1-8常用主要焊接方法代号表
焊接方法
数字标记(ISO4063)
英文缩写
备注
焊条电弧焊
111
SMAW
*
埋弧焊
SAW
─
金属极惰性气体保护焊
131
MIG
金属极活性气体保护焊
135
MAG
钨极惰性气体保护电弧焊
141
TIG
等离子弧焊
PAW
氧乙炔火焰气焊
311
OAW
电阻点焊
21
RSW
电阻凸焊
23
RPW
※
螺柱焊
78
SW
说明:
“*”表示我公司不受限的焊接工艺,“※”表示我公司受限的焊接工艺,“─”表示我公司无能力实现的焊接工艺。
(2)焊缝——焊接位置
焊接位置在DIN1912-T2中已标准化,在ISO6947标准草案中也给出了焊接位置的意义。
焊接位置代号见图1-9中。
图1-9焊接位置代号图
(3)焊缝质量的说明
钢质焊缝按ISO5817(EN25817)标准和铝质焊缝按ISO10042(EN30042)标准中的评定组别来评定,评定级别见表1-9中。
表1-9焊缝质量评定等级划分表
ISO5817
ISO10042
评定要求等级
(A)
B
高级
C
中级
D
低级
(E)
根据DIN6700-5中焊接质量等级SGK等级来确定各种缺陷的评定级别,或根据客户要求来确定。
另注A、E级一般不采用。
(3)所应用的焊接材料的说明(下面列举几种焊接材料的选用标准,具体规定略)
EN499(ISO2560)碳钢和细晶粒结构钢涂敷焊条标准
EN
 升级会员
升级会员 