冲压模具常用公式及数据表Word文档格式.docx
《冲压模具常用公式及数据表Word文档格式.docx》由会员分享,可在线阅读,更多相关《冲压模具常用公式及数据表Word文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
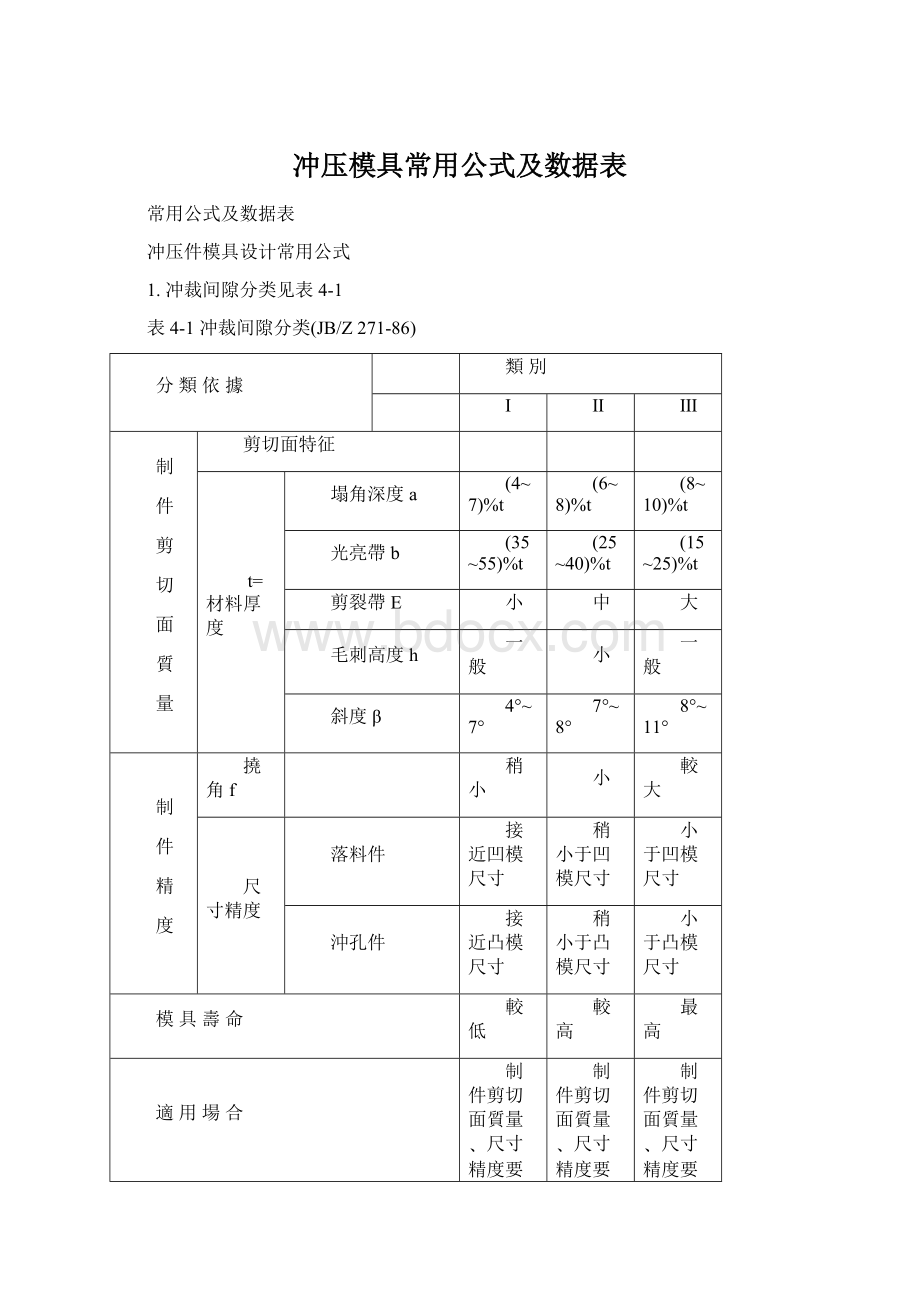
~11°
精
度
撓角f
稍小
較大
尺寸精度
落料件
接近凹模尺寸
稍小于凹模尺寸
小于凹模尺寸
沖孔件
接近凸模尺寸
稍小于凸模尺寸
小于凸模尺寸
模具壽命
較低
較高
最高
適用場合
制件剪切面質量﹑尺寸精度要求高時采用,模具壽命較低
制件剪切面質量﹑尺寸精度要求一般時采用,適用于繼續塑變的制件
制件剪切面質量﹑尺寸精度要求不高時采用,以利提高模具壽命
2.冲裁间隙选择(提供参考)见表4-2
(見下頁)
表4-2冲裁间隙比值(單邊间隙)(單位:
%t)
低碳鋼
08F﹑10F﹑10﹑20﹑A3﹑B2
3.0~7.0
7.0~10.0
10.0~12.5
中碳鋼45
不銹鋼1Cr18Ni9Ti、4Cr13
可伐合金4J29
3.5~8.0
8.0~11.0
11.0~15.0
高碳鋼
T8A、T10A、65Mn
8.0~12.0
12.0~15.0
15.0~18.0
純鋁L2、L3、L4、L5
鋁合金(軟態)LF21
黃銅(軟態)H62
紫銅(軟態)T1、T2、T3
2.0~4.0
4,5~6.0
6.5~9.0
黃銅(硬態)
鉛黃銅
紫銅(硬態)
3.0~5.0
5.5~8.0
8.5~11.0
鋁合金(硬態)LY12
錫磷青銅、鋁青銅
鈹青銅
3.5~6.0
11.0~13.0
鎂合金
1.5~2.5
硅鋼
2.5~5.0
5.0~9.0
(注:
1.本表適用于厚度為10mm以下的金屬材料,厚料间隙比值應取大些;
2.凸,凹模的制造偏差和磨損均使间隙變大,故新模具應取最小间隙;
3.硬質合金冲模间隙比鋼模大20%左右.)
注:
冲裁间隙选择應綜合考慮下列因素:
1.冲床﹑模具的精度及剛性.
2.產品的斷面品質﹑尺寸精度及平整度.
3.模具壽命.
4.跳屑.
5.被加工材料的材質﹑硬度﹑供應狀態及厚度.
6.廢料形狀.
7.冲子﹑模仁材質﹑硬度及表面加工質量.
3.冲裁力﹑卸(剝)料力﹑推件力﹑頂件力
F冲=1.3*L*t*τ(N)(公式4-1)
F卸=K卸*F冲(N)(公式4-2)
F推=N*K推*K冲(N)(公式4-3)
F頂=K頂*F冲(N)(公式4-4)
其中:
L――冲切線長度(mm)
t――材料厚度(mm)
τ――材料抗剪強度(N/mm2)
1.3――安全系數
K卸――卸(剝)料力系數
K推――推料力系數
K頂――頂料力系數
K卸K推K頂數值见表4-3
表4-3卸料力﹑推件力和頂件力系數
料厚
K卸
K推
K頂
鋼
≦0.1
>
0.1~0.5
0.5~2.5
2.5~6.5
6.5
0.065~0.075
0.045~0.055
0.04~0.05
0.03~0.04
0.02~0.03
0.1
0.063
0.055
0.045
0.025
0.14
0.08
0.06
0.05
0.03
鋁﹑鋁合金
紫銅﹑黃銅
0.025~0.08
0.02~0.06
0.03~0.07
0.03~0.09
卸料力系數K卸在冲多孔﹑大搭邊和輪廓復雜時取上限值.
4.中性層彎曲半徑
R=r+x*t(mm)(公式4-5)
R――中性層彎曲半徑(mm)
r――零件內側半徑(mm)
x――中性層系數
中性層系數见表4-4(提供参考)
表4-4中性層系數x值
r/t
0.2
0.25
0.3
0.4
0.5
0.8
X
0.23
0.28
0.30
0.31
0.32
0.33
0.34
1.0
1.5
2.0
3.0
4.0
5.0
0.35
0.37
0.40
0.43
0.45
0.48
彎曲件展開尺寸與下列因素有關:
1.彎曲成形方式.
2.彎曲间隙.
3.有無压料.
4.材料硬度﹑延伸率﹑厚度.
5.根据實際狀況精確修正.
5.材料最小彎曲半徑,见表4-5
表4-5最小彎曲半徑
材料
退火或正火
冷作硬化
彎曲線位置
垂直于縴維
平行于縴維
08﹑10
15﹑20
25﹑30
35﹑40
45﹑50
55﹑60
65Mn﹑T7
Cr18Ni9
軟杜拉鋁
硬杜拉鋁
磷銅
半硬黃銅
軟黃銅
紫銅
鋁錠
0.1t
0.2t
0.3t
0.5t
0.7t
1t
2t
—
0.4t
0.6t
0.8t
1.0t
1.3t
1.5t
3t
0.35t
1.2t
1.7t
4t
2.5t
鎂合金
加熱到300~400℃
冷彎
MB1
MB8
6t
5t
8t
鈦合金BT1
BT5
鉬合金
t≦2mm
加熱到400~500℃
表列數据用于彎曲中心角≧90∘﹑斷面質量良好的情況.
六﹑彎曲回彈半徑及回彈角
r凸=r0/(1+Kr0/t)(公式4-6)
回彈角的數值為
Δα=(180°
-α0)(r0/r凸-1)(公式4-7)
式中r凸――凸模的圓角半徑,[r凸]為mm;
r0――工件的圓角半徑,[r0]為mm;
α0――工件的彎曲角度,[α0]為(°
);
t――工件材料厚度,[t]為mm;
K――簡化系數,见表4-6
表4-6簡化系數k值
名稱
牌號
狀態
K
鋁
L4,L6
退火
0.0012
磷青銅
QSn65-0.1
硬
0.015
冷硬
0.0041
鈹青銅
Qbe2
軟
0.0064
防銹鋁
LF21
0.0021
0.0265
0.0054
鋁青銅
QA15
0.0047
LF12
0.0024
碳鋼
08,10,A2
0.0032
硬鋁
LY11
20,A3
0.005
0.0175
30,35,A5
0.0068
LY12
0.007
50
0.026
碳工鋼
T8
0.0076
銅
T1,T2,T3
0.0019
0.0035
0.0088
不銹鋼
1Cr18Ni9Ti
0.0044
黃銅
H62
0.0033
0.018
半硬
0.008
彈簧鋼
65Mn
H68
0.0026
60Si2MnA
0.021
0.0148
七﹑彎曲力計算
針對“v”型彎曲:
F彎=0.6kbtσb/(R+t)(N)(公式4-8)
其中:
b―――彎曲線長度(mm)
t―――材料厚度(mm)
r―――內側半徑(mm)
σb――材料極限強度(N/mm2)
k―――安全糸數,一般k=1.3
八﹑拉深(抽引)系數
m=d/D(公式4-9)
d――拉深(抽引)后工件直徑(mm)
D――毛坯直徑(mm)
1.無凸緣或有凸緣筒形件用压邊圈拉深系數见表4-7
表4-7無凸緣或有凸緣筒形件用压邊圈拉深的拉深系數(適用08,10號鋼)
t/d×
100
r1
r/td凸/D
0.6
1
4
12
5
15
6
18
7
20
8
0.50
0.51
0.53
0.54
0.55
0.58
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
0.97
0.99
0.47
0.41
0.38
0.49
0.39
0.46
0.42
0.52
0.36
0.56
0.44
 升级会员
升级会员 