ASME焊接工艺评定记录 PQRWord格式文档下载.docx
《ASME焊接工艺评定记录 PQRWord格式文档下载.docx》由会员分享,可在线阅读,更多相关《ASME焊接工艺评定记录 PQRWord格式文档下载.docx(10页珍藏版)》请在冰豆网上搜索。
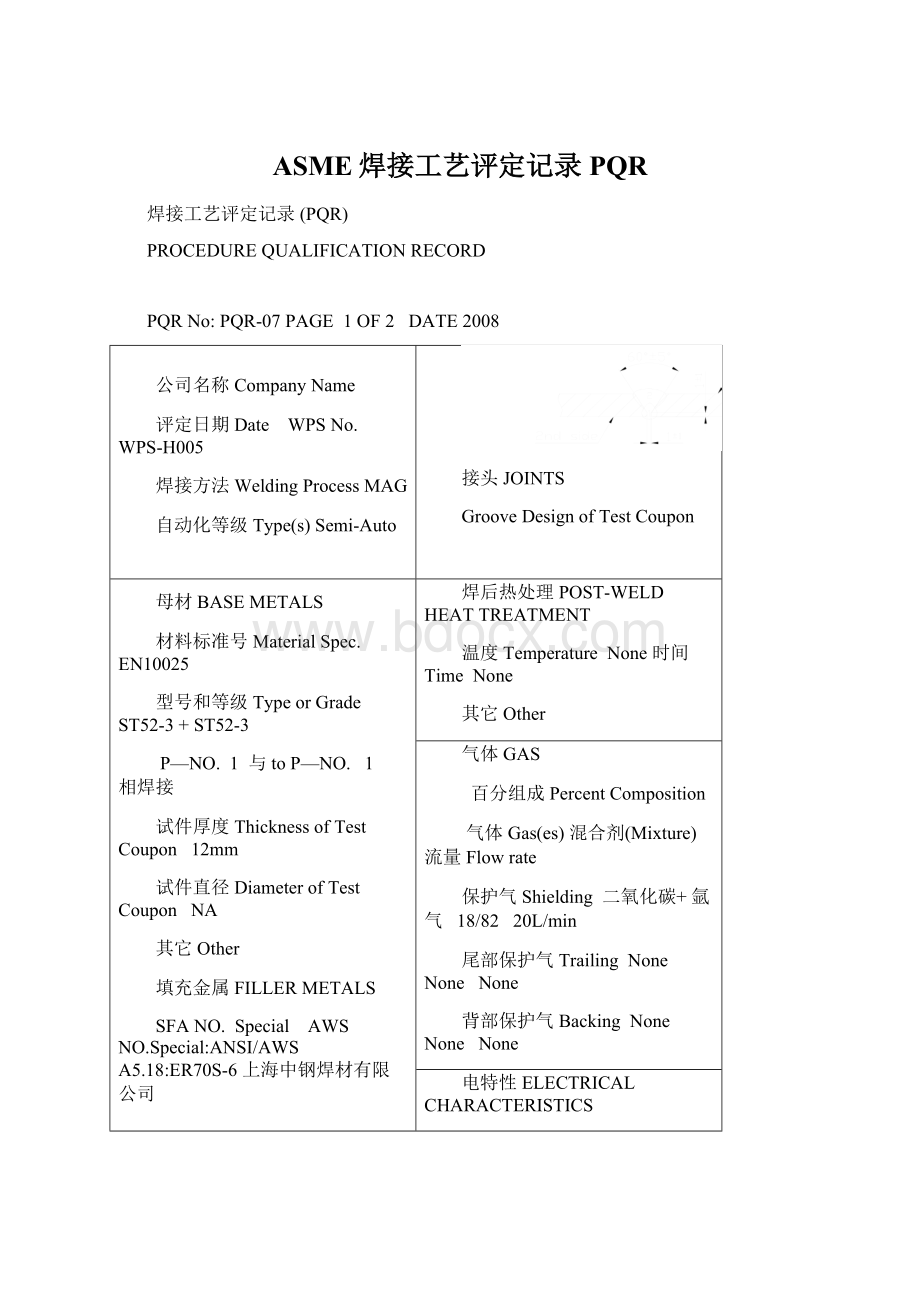
材料标准号MaterialSpec.EN10025
型号和等级TypeorGradeST52-3+ST52-3
P—NO.1与toP—NO.1相焊接
试件厚度ThicknessofTestCoupon12mm
试件直径DiameterofTestCouponNA
其它Other
填充金属FILLERMETALS
SFANO.SpecialAWSNO.Special:
ANSI/AWSA5.18:
ER70S-6上海中钢焊材有限公司
F—NO.NAA—NO.NA
焊条(丝)直径SizeofFillerMetalφ1.2mm
其它Other
熔敷焊缝金属厚度DepositedWeldMetalThickness12mm
位置POSITION
坡口位置PositionofGroovePA
焊接方向(向上/向下)WeldProgression(Up/Down)NA
预热PREHEAT
预热温度PreheatTemp.20℃
层间温度InterpassTemp.220-280℃
焊后热处理POST-WELDHEATTREATMENT
温度TemperatureNone时间TimeNone
气体GAS
百分组成PercentComposition
气体Gas(es)混合剂(Mixture)流量Flowrate
保护气Shielding二氧化碳+氩气18/8220L/min
尾部保护气TrailingNoneNoneNone
背部保护气BackingNoneNoneNone
电特性ELECTRICALCHARACTERISTICS
交流或直流CurrentDC极性PolarityEP
安培Amps320A电压Volts32V
钨极尺寸TungstenElectrodesizeNA
焊接技巧TECHNIQUE
焊接速度TravelSpeed10cm/min
无摆动焊或有摆动焊StringorWeaveBeadWeave无摆动焊
摆动参数OscillationNA
多道焊或单道焊(每侧)MultipleorSinglePass(perside)Multiple
多丝焊或单丝焊MultipleorSingleElectrodesNA
PROCEDUREQUALIFICATIONRECORD
PQR-07PAGE2OF2DATE2006
拉伸试验TensileTest
试件号
SPEC.NO.
宽
Width
厚
Thickness
面积
Area
极限载荷
UltimateTotalLoad
抗拉强度MPa
UltimateUnitStress
破坏性质及位置
TypeofFailure&
Location
PQR-07-L1
25
12
300
549MPa
Ductilefracture,HAZ
PQR-07-L2
531MPa
弯曲试验Guided—BendTests
类型
TYPE
弯曲直径(mm)
BENDDIATER
结论
Results
PQR-07-M1
面弯facebend
48
合格OK
PQR-07-M2
PQR-07-B1
背弯rootbend
PQR-07-B2
韧性试验ToughnessTests
试验位置
TestLocation
试样尺寸(mm)
SpecimenSize
试样型式
Specimentype
试验温度(℃)
TestTemp.
冲击值(J)
ImpactValues
侧向膨胀LateralExp.
落锤试验DropWeight
剪切面%Shear
mils
断裂Break
不断NoBreak
PQR-07-CJ1
Weldingline
10×
55
VWT
20℃
37
PQR-07-CJ2
27
PQR-07-CJ3
42
PQR-07-CJ4
HAZ
VHT
39
PQR-07-CJ5
38
PQR-07-CJ6
34
焊工姓名Welder’sName钢印号StampNo.W03试验执行人Testconductedby试验编号LaboratoryTestNo.W2003-16
Wecertifythatthestatementsinthisrecordarecorrectandthatthetestweldswereprepared,welded,andtestedinaccordancewiththerequirementofSectionⅨofASMEcodeorJB4708ofChinastandard.Signedbymanufacturer______________________________________.
本评定按SectionⅨofASMEcodeorJB4708规定焊接试件检验试样,测定性能,确认试验记录正确。
评定结果:
合格
焊接工程师日期质保总监日期授权检验师日期
PREPAREDBY:
DATE:
CERTIFIEDBY:
ACCEPTEDBYAI:
PQR-07PAGE2OF2DATE
 升级会员
升级会员 