数控加工实用工艺卡片刀具卡片样板Word格式文档下载.docx
《数控加工实用工艺卡片刀具卡片样板Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《数控加工实用工艺卡片刀具卡片样板Word格式文档下载.docx(9页珍藏版)》请在冰豆网上搜索。
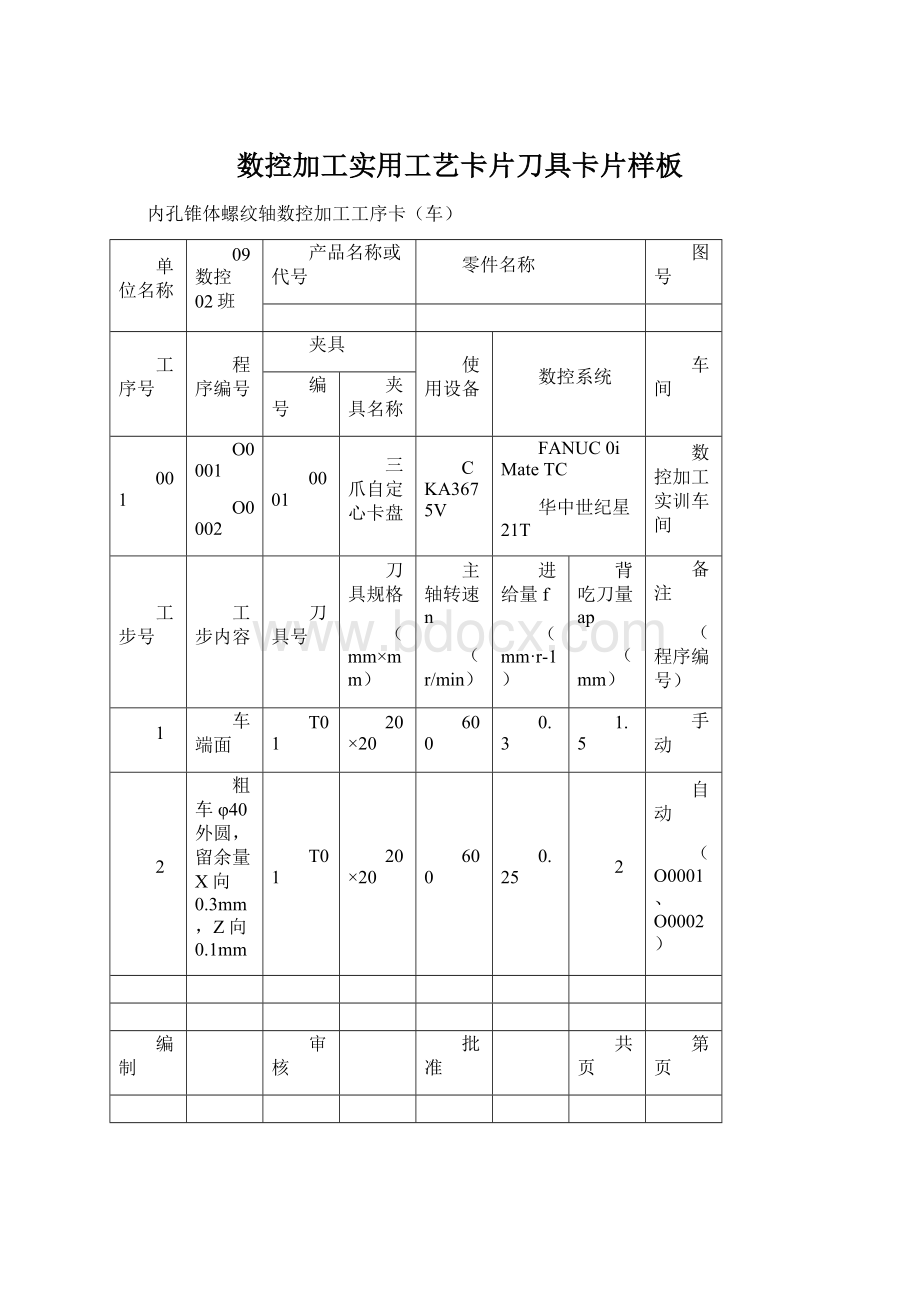
进给量f
(mm·
r-1)
背吃刀量ap
(mm)
备注
(程序编号)
1
车端面
T01
20×
20
600
0.3
1.5
手动
2
粗车φ40外圆,留余量X向0.3mm,Z向0.1mm
0.25
自动
(O0001、O0002)
编制
审核
批准
共页
第页
×
零件数控加工工序卡(铣)
08数控02班
材料
名称
O0003
O0004
0002
组合夹具
XK713
BV75
FANUC0iMC
华中世纪星21M
辅具
铣M面
JT50-XM32-105
(O0003)
5
粗铣130槽,留余量0.5
T05
(O0004)
零件数控加工刀具卡
零件图号
刀具型号
刀柄型号
刀具
直径D
长度H
刀尖半径R
刀尖方位T
90°
硬质合金右偏刀
0.8
3
长度补偿
T02
φ2A型中心孔
φ2
30
4
T03
扩孔钻φ9.8
φ9.8
50
安装至尾座
6
T04
麻花钻φ16
φ9
零件数控加工工、量、刃具清单
工、具、刃具清单
种类
序号
规格
精度
单位
数量
工具
三爪自定心夹盘
卡盘扳手
刀架扳手
垫刀片
若干
划线盘
钻夹头
量具
游标卡尺
0~150mm
0.02mm
把
千分尺
0~25mm
25~50mm
0.01mm
个
螺纹塞规
M20×
副
表面粗糙度样板
套
角度样板
60°
百分表
0~5mm
只
外圆车刀
中心钻
A2
麻花钻
φ10mm
内孔车刀
φ16×
35mm
内螺纹车刀
零件法那克系统与华中世纪星系统数控加工程序
O0001、O0002
程序段号
法那克程序内容
华中世纪星程序内容
动作说明
N10
G40G97G99
G40G95G97
取消刀补,每转进给,取消恒线速度加工
N20
M03S600
主轴正转,转速600rpm
N30
T0101
换1号粗车刀,设工作坐标系
N40
M08
打开切削液
N50
G41G00X46.Z2.
G41G00X46Z2
设置刀具左补偿,快速进刀至循环起点
N60
G01Z-30.F0.3
G01Z-30F0.3
粗车φ45外圆,背吃刀量2mm
N200
G40G00X52.
G40G00X52
取消刀具左补偿,快速退刀
零件数控加工工艺卡
08数控02班-姓名-学号
零件号
热处理状态
毛坯尺寸
加工程序号
设备型号
设备名称
夹具编号
第1页
45#
调质
150mm×
100mm
数控铣
补偿
切削参数
顺序号
加工内容
半径D
切削速度V
(m/min)
主轴转速S
每转进给f
(mm/r)
每分钟进给F
(mm/min)
子程序
固定循环
Z轴进给深度
刀号
直径φ
立铣刀
32
粗铣平面去量
H01
D01
200
1990
0.30
597
Z-4.5
粗铣平面及轮廓
H02
D02
180
2866
0.20
573.2
球头铣刀
8
给各孔点窝
H03
D03
80
3184
0.10
318.4
Z-3.0
钻头
11
钻孔
H04
D04
2316
463
Z-40.0
T11
铰刀
16
铰4×
φ16mm孔
H11
D11
15
298
0.16
48
Z-20.0
零件机械加工工艺规程卡
08数控02-姓名-学号
机械加工工艺规程卡片
产品型号
零(部)件图号
零(部)件名称
材料牌号
毛坯种类
圆棒料
毛坯外形尺寸
200mm×
每件毛坯可制件数
每台件数
工序名称
工序内容
工段
加工设备
工艺装备
工时(s)
准终
单件
Ⅰ
粗车
CKA6140
三爪卡盘
描图
Ⅱ
粗车外轮廓
Ⅲ
半精车
描校
Ⅳ
精镗孔
Ⅴ
滚齿
Y315E
心轴
底图号
Ⅵ
粗铣
X62W
专用夹具
Ⅶ
半精铣
装订号
Ⅷ
Z3040
Ⅸ
去毛刺
钳工平台
毛锉
Ⅹ
终检
Ⅺ
清洗
Ⅻ
入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 