门窗基本知识讲座Word格式文档下载.docx
《门窗基本知识讲座Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《门窗基本知识讲座Word格式文档下载.docx(18页珍藏版)》请在冰豆网上搜索。
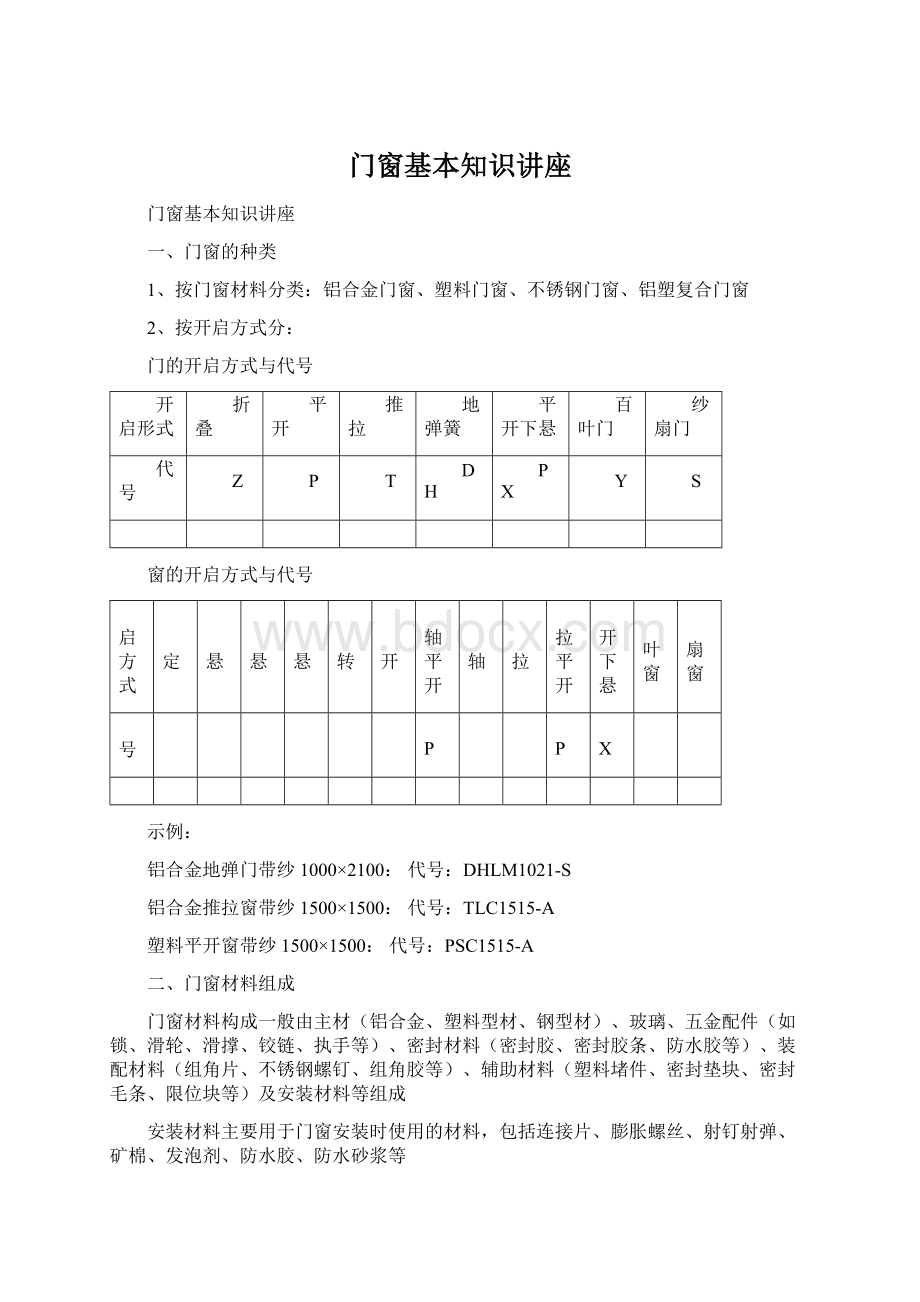
滑轴
推拉平开
百叶窗
纱扇窗
G
C
X
L
HP
H
TP
A
示例:
铝合金地弹门带纱1000×
2100:
代号:
DHLM1021-S
铝合金推拉窗带纱1500×
1500:
TLC1515-A
塑料平开窗带纱1500×
PSC1515-A
二、门窗材料组成
门窗材料构成一般由主材(铝合金、塑料型材、钢型材)、玻璃、五金配件(如锁、滑轮、滑撑、铰链、执手等)、密封材料(密封胶、密封胶条、防水胶等)、装配材料(组角片、不锈钢螺钉、组角胶等)、辅助材料(塑料堵件、密封垫块、密封毛条、限位块等)及安装材料等组成
安装材料主要用于门窗安装时使用的材料,包括连接片、膨胀螺丝、射钉射弹、矿棉、发泡剂、防水胶、防水砂浆等
门窗主材按结构用途分:
外框材料(边框、中梃)和内扇材料、连接材料及玻璃压线组成
目前门窗主材材料种类较多
铝合金材料:
普通铝合金型材、断桥铝合金型材(穿条断桥铝型材、注塑断桥铝型材)、铝塑复合型材
塑料型材(PVC型材):
普通塑料型材、覆膜塑料型材、彩色塑料型材
复合型材:
铝塑复合型材、铝木复合型材
钢型材:
空心不锈钢型材、空心钢彩板型材
铝型材表面处理:
品种
阳极氧化、着色
电泳涂装
粉末喷涂
氟碳漆喷涂
厚度
AA15
B级
40~120um
≥30um
电泳涂装膜厚分类
级别
阳极氧化膜
漆膜
复合膜
平均膜厚
局部膜厚
≥10
≥8
≥12
≥21
B
≥7
≥16
合同未注明的,一律按B级供货
对铝合金主材厚度的要求:
规范规定铝合金门窗受力构件厚度应经试验或计算确定,未经表面处理的型材最小实测壁厚:
窗型材≥1.4mm,门型材≥2.0mm
受力构件指参与受力和传力的杆件,主要指门窗的横中梃和竖中梃及门窗内扇和安装配件位置处
对塑料型材厚度的要求:
项目
A类
B类
C类
可视面
≥2.8mm
≥2.5mm
不规定
非可视面
≥2.0mm
可视面:
外围可看见的面,非可视面:
中间加劲肋
A类主要用于暴露于建筑物外侧的门窗
B类主要用于不暴露于建筑物外侧的门窗
国标GB/T8814-2004规定,平开窗主型材可视面最小实测壁厚不应小于2.5mm,推拉窗主型材可视面最小实测壁厚不应小于2.2mm。
当塑料窗主型材构件长度大于450mm时,其内腔应加增强型钢,增强型钢最小壁厚不应小于1.5mm,并应镀锌防腐处理,型钢端头距型材端头内角距离不宜大于15mm,且以不影响端头焊接为宜,增强型钢与型材承载方向内腔配合间隙不应大于1mm。
玻璃种类:
浮法玻璃、钢化玻璃、夹层玻璃、中空玻璃、镀膜玻璃、LOW-E镀膜玻璃等
附:
《建筑安全玻璃管理规定》
建筑物需要以玻璃作为建筑材料的下列部位必须使用安全玻璃:
(一)7层及7层以上建筑物外开窗;
(二)面积大于1.5m2的窗玻璃或玻璃底边离最终装修面小于500mm的落地窗;
(三)幕墙(全玻幕除外);
(四)倾斜装配窗、各类天棚(含天窗、采光顶)、吊顶;
(五)观光电梯及其外围护;
(六)室内隔断、浴室围护和屏风;
(七)楼梯、阳台、平台走廊的栏板和中庭内拦板;
(八)用于承受行人行走的地面板;
(九)水族馆和游泳池的观察窗、观察孔;
(十)公共建筑物的出入口、门厅等部位;
(十一)易遭受撞击、冲击而造成人体伤害的其他部位。
本款第十一项是指《建筑玻璃应用技术规程》JGJll3和《玻璃幕墙工程技术规范》JGJ102所称的部位。
三、门窗杆件尺寸计算
门窗杆件的制作尺寸计算与门窗的加工工艺和装配方式有关,以及与外墙墙面的装饰材料有关,一般门窗的构造尺寸与洞口间的间隙如下:
饰面材料
贴面金属材料
清水墙
抹水泥砂浆或马赛克
贴面转
大理石或花岗岩
缝隙
≤5mm
10~15mm
15~20mm
20~25mm
40~50mm
因此首先根据现场墙面的装饰材料,与业主或监理确定好门窗与洞口的间隙尺寸,进而确定门窗的外包尺寸,再根据门窗加工工艺,计算各构件的下料尺寸。
构件下料尺寸确定的基本过程:
根据外墙装饰材料和现场测量放线情况,与业主或监理确定门窗的外框外包尺寸
根据外框组装方式和外框构件的料型尺寸确定各外框杆件的下料尺寸
根据内扇与外框的搭接量关系确定内扇的外包尺寸
根据内扇的组装方式和内扇构件的料型尺寸确定各内扇杆件的下料尺寸
根据内扇和外框的尺寸确定玻璃压线的下料尺寸
玻璃压线的下料长度通过计算后,可以在第一次下料时进行试装,确定试装时的效果,满意后才可以批量下料。
构件下料尺寸计算示例:
示例1.平开窗:
门窗外框宽度(高度)尺寸A(B)=洞口尺寸-2×
间隙尺寸
因外框为45度下料组装,所以外框横料和竖料的下料尺寸=门窗的外包宽度和高度的尺寸
内扇外包宽度尺寸:
a=(A-2*外框料宽-中挺料宽+总搭接量)/2
内扇宽度总搭接量=2×
(与边框的搭接量+与中梃的每边搭接量)
内扇外包高度尺寸:
b=B-2*外框料宽+总搭接量
内扇高度总搭接量=2×
与边框的搭接量
玻璃尺寸=内扇的见光尺寸+2×
玻璃搭接深度
玻璃搭接深度根据玻璃种类和厚度见规范要求
示例2.推拉窗
门窗竖向边框的下料尺寸=门窗的外框高度尺寸
因门窗外框竖通横断,所以外框横料的下料尺寸为
门窗横向上下外框的下料尺寸=门窗的外框宽度尺寸-2×
横料装配位置至外竖边框边部的尺寸-2×
柔性防水垫片的厚度尺寸
内扇宽度外包尺寸:
a=(A-2*外框料宽+两边部的总搭接量+勾企料宽)/2
内扇上下横料下料长度=内扇的宽度外包尺寸-构造尺寸
外侧内扇高度:
b1=外侧导轨间净空尺寸+上下搭接量=B-外框料导轨总高+上下搭接量
内侧内扇高度:
b2=内侧导轨间净空尺寸+上下搭接量=B-外框料导轨总高+上下搭接量
内扇竖料下料尺寸=b1或b2
一般平开窗的扇框搭接量为6.5~8mm,此尺寸由平开窗的料型尺寸和不锈钢铰链厚度尺寸确定;
推拉窗的上下导轨搭接量为7~10mm,此尺寸也由推拉窗料的构造尺寸和配件尺寸确定,各种料型的具体搭接量,需测量各料型材料的具体尺寸和配件尺寸后确定。
其他分格形式的门窗构件下料尺寸按各门窗相应结构装配图确定。
四、玻璃装配尺寸
1.单玻安装时:
单层玻璃装配图
玻璃厚度与玻璃槽口的尺寸
玻璃厚度
密封材料
密封胶
密封条
a
b
c
5/6
≥5
≥3
≥4
8
10
3+3
4+4
5+5
2.中空玻璃安装时:
中空玻璃装配图
中空玻璃厚度与玻璃槽口的尺寸
4+A+4
≥15
5+A+5
6+A+6
8+A+8
≥17
五、门窗性能分级
1.抗风压性能分级表单位:
KPA
分级
1
2
3
4
5
指标值P3
1.0≤P3<1.5
1.5≤P3<2.0
2.0≤P3<2.5
2.5≤P3<3.0
3.0≤P3<3.5
6
7
X.X
3.5≤P3<4.0
4.0≤P3<4.5
4.5≤P3<5.0
P3≥5.0
注:
P3值对应的是风荷载标准值,也是杆件变形量为L/120(单玻、夹层玻璃)或L/180(中空玻璃)时的风压值
2.水密性能分级表单位:
PA
XXXX
指标值△P
100≤△P<150
150≤△P<250
250≤△P<350
350≤△P<500
500≤△P<700
△P≥700
3.气密性能分级表
单位缝长指标值
q1/m3/(m.h)
4.0≥q1>2.5
2.5≥q1>1.5
1.5≥q1>0.5
q1≤0.5
Q2/m3/(m2.h)
12≥q2>7.5
7.5≥q2>4.5
4.5≥q2>1.5
q2≤1.5
4.保温性能分级表单位:
W/m2.K
9
指标值k
4.0≥K>3.5
3.5≥K>3.0
3.5≥K>2.5
2.5≥K>2.0
2.0≥K>1.5
q2<1.5
5.空气声隔声性能单位:
dB
指标值Rw
25≤Rw<30
30≤Rw<35
35≤Rw<40
40≤Rw<45
Rw≥45
六、门窗制作工艺及质量要求
1.推拉门窗加工制作工艺流程一般为
外框加工过程:
下料计划→外框下料→外框中梃下料→外框料铣榫铣缺→外框加工锁勾锁鼻安装孔→外框下横料铣排水孔→外框组装→外框检查包装
推拉窗内扇加工过程:
下料计划→内扇下料→内扇竖料铣榫铣缺→内扇竖料铣锁孔→内扇横料竖料穿密封毛条或胶条→内扇下横料装滑轮→内扇组装→内扇组装质量检查→内扇玻璃安装打胶→内扇质量检查包装
2.平开门窗加工制作工艺流程一般为
下料计划→外框下料→外框中梃下料→外框料及中梃料铣榫铣缺→外框下框冲排水孔→外框划与中梃连接中心线、靠模钻孔→连接角铝下料→装密封条→外框、中梃组装→外框质量检查
内扇加工过程:
下料计划→内扇下料→内扇竖料铣锁孔→连接角铝下料→装密封胶条→内扇克角→线撑靠模钻连接线撑孔→外框、内扇组装→钻执手孔→固定及开启部位玻璃压线下料→内扇玻璃压线铣执手孔→内扇划执手孔线、钻孔→安装执手→门窗质量检查、包装
3.铝合金门制作尺寸允许偏差
尺寸范围
偏差值
门框槽口高度、宽度
≤2000
±
2.0
>2000
3.0
门框槽口对边尺寸之差
≤2.0
≤3.0
门框对角线尺寸之差
≤3000
>3000
≤4.0
门框与门扇搭接宽度
同一平面高低差
 升级会员
升级会员 