非停输碰接作业指导书.docx
《非停输碰接作业指导书.docx》由会员分享,可在线阅读,更多相关《非停输碰接作业指导书.docx(38页珍藏版)》请在冰豆网上搜索。
非停输碰接作业指导书
编号:
非停输碰接作业指导书
2010-01-01 发布2010-01-01 实施
新奥燃气工程有限公司发布
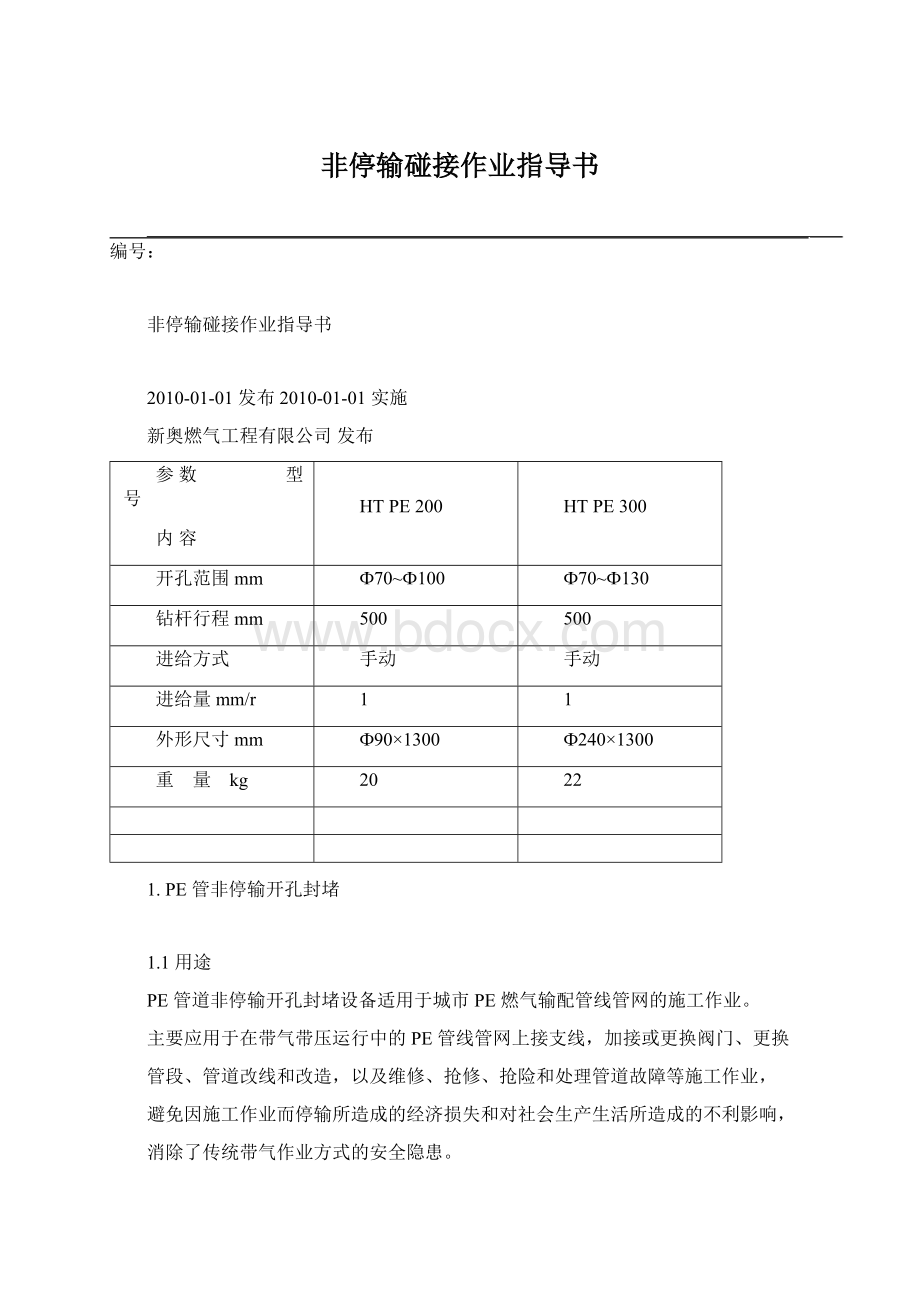
参 数 型 号
内 容
HT PE 200
HT PE 300
开孔范围 mm
Ф70~Ф100
Ф70~Ф130
钻杆行程 mm
500
500
进给方式
手动
手动
进给量 mm/r
1
1
外形尺寸 mm
Ф90×1300
Ф240×1300
重 量 kg
20
22
1. PE 管非停输开孔封堵
1.1 用途
PE 管道非停输开孔封堵设备适用于城市 PE 燃气输配管线管网的施工作业。
主要应用于在带气带压运行中的 PE 管线管网上接支线,加接或更换阀门、更换
管段、管道改线和改造,以及维修、抢修、抢险和处理管道故障等施工作业,
避免因施工作业而停输所造成的经济损失和对社会生产生活所造成的不利影响,
消除了传统带气作业方式的安全隐患。
1.2 特点
开孔、封堵机架共用,安装简便,扇形闸板镶于机架之中,结构紧凑、重
量轻、携带方便、操作简单、封堵严密、安全可靠。
1.3 适应范围
本开孔封堵设备能够满足以下条件的 PE 管带压不停输封堵作业:
管道公称
直径:
Ф160~Ф300mm,管内介质温度-10~+400C,介质压力≤0.4MPa。
1.4 主要性能技术参数
1.4.1 HTPE200、HTPE300 开孔机
1.4.2EXPE200、EXPE300 封堵器
参 数 型 号
内 容
EXPE200
EXPE300
封堵管径 mm
Ф160~Ф200
Ф225~Ф315
主轴行程 mm
900
720
主轴进给量 mm/r
直入式
6
进给方式
手动
手动
封堵头形式
对折式皮碗
三折式皮碗
外形尺寸 mm
Ф162×900
Ф130×1800
重 量 kg
15
25
1.5 开孔封堵作业操作规程
PE 管线的开孔封堵作业,有单端封堵和两端封堵两种类型。
单端封堵采用
一套开孔、封堵设备,而两端封堵则需用两套开孔封堵设备。
在输配管网中,
一般情况下的接线、换阀等施工作业,大都是两端封堵。
无论是单端封堵还是
双端封堵,设备的操作使用方法一样。
下面以单封为主对设备的主要操作步骤
说明如下:
1.5.1 管件焊接
1.5.1.1 现场准备工作
根据现场施工条件,最好将开孔封堵作业坑与割管接线(换阀)作业坑分离,
这样能保证开孔封堵作业时母管(母管—被施工作业的管线,下同)有较好的
支撑。
如果作业坑不能分开,要求做好母管的支撑楔紧,避免管道受力变形。
作业坑长×宽=1.2×0.8 米,母管下部深不少于 0.2 米。
1.5.1.2 确定在母管上的作业孔位置,做出管件安装位置标记。
1.5.1.3刮去在母管上与管件上鞍座电熔焊接弧面安装处的氧化层,去除氧化
层的厚度 0.2~0.3mm,要求刮层均匀。
1.5.1.4 用PE溶剂清洁括面和管件上鞍座内圆弧面的油脂和脏物。
1.5.1.5用下托板、连接压板、螺栓将管件上鞍座夹固在母管上,用水平仪检
测,保证管件接口顶部处于水平位置。
1.5.1.6用电熔焊机采用自动或手动方式将管件焊牢在母管上,而后让其自然
冷却。
管件上鞍座上设有电熔焊电流接线柱,操作方法参见电熔焊机使用说明
书。
1.5.2 机架安装(图 1)
1.5.2.1将机架与管件的连接套旋紧在管件上,安装前应先检查连接套内密封
圈是否完好无损伤和老化现象,并加涂润滑油,必要时可用扳手紧固,但不得
损伤与机架密封法兰盘相连接的密封面。
注:
在电熔焊接管件自然
冷却期间不得对管件
施加外力。
1.5.2.2 打开机架内扇形闸板,
将机架安放在母管上,首
先以机架上的密封法兰盘
与管件连接套对正插入配
合。
检查机架密封法兰盘
内两道密封O形圈的密封
情况。
安放机架时,将旁
通球阀安装在需被隔断的母图 1.机架与管件安装图
管的一侧。
搬运或安装机架时,禁
止用机架上的放散阀抬拉机架,避
免造成放散阀接头密封失效。
1.5.2.3 将机架两侧的下托板插入机架下
方,卡住管道,并用手轮螺钉拉紧
连
杆,使下托板夹紧在管道上,用蝶
形
螺母背紧固定好机架。
若安装了变
径
卡环的机架必须用定位螺钉将卡环
限位,保证上下卡环两侧间隙均等。
1.5.2.4 机架上安装试压板或开孔机,对
管件的电熔焊接质量和机架各安装连
接处进行气密性测试,试验压力不大
于管内介质压力。
1.5.3 开孔机的安装和钻孔(图 2)
1.5.3.1 根据母管管径,选定开孔刀规格, 图 2.开孔机与机架安装图
将开孔刀安装在开孔机主轴上。
插入弹性销,并检查刀体上浮动护套,将它下
移至刀尖,抵住刀齿,在刀具内部和浮动护套上刷涂润滑油脂。
注:
开孔刀刀体与中心钻为可拆卸结构,如有损伤影响正常开孔时,可分解更
换.
1.5.3.2将连接盘与开孔机相连接后,将开孔刀完全缩入连接盘内腔中,钻杆
进给起始刻线全部露出,快速移动外套筒提升至最高限位,用调整螺母上的定
位螺钉紧固。
注:
必须保证开孔机主轴全部缩回,使机架在开孔前后能正常关闭扇形闸板。
1.5.3.3 用专用扳手打开闸板,打开放散阀,关闭旁通阀。
1.5.3.4将与刀具等组装后的开孔机安装到机架上,要求安装时中心钻不能碰
伤闸阀接口内壁,开孔机与闸阀接口找正同心后方可旋入。
1.5.3.5 开孔机与机架连接后进行气密性测试,检查开孔机及其连接部的密封
性。
1.5.3.6将开孔机定位螺钉旋松,握住手柄下压,快速移动外套筒,使钻杆下
降,当中心钻尖抵至母管外园时,调整定位螺母,使定位螺钉与导向套管上的
定位孔对正,并锁定。
1.5.3.7 按顺时针方向扳动旋转,操作手柄,开孔进刀开始。
1.5.3.8开孔直至有气体从放散阀中溢出,关闭放散阀,观察阀上压力表变化
情况。
1.5.3.9继续开孔直至开孔刀达到理论深度,继续旋转手柄,开孔阻力减小,
转动轻松无阻力后,开孔完毕,停止进给。
1.5.3.10 逆时针旋转操作手柄,提升钻杆退出刀具到开孔机连接盘内腔中,直
至进给起始刻线完全露出,不能转动时则回转半圈,卸下操作手柄,握住外套
筒手把,松开调整螺母上的定位螺钉,此时,由于有管内介质压力作用,开孔
机钻杆会自动回升,需握紧手把,慢慢提升。
注意:
操作人员的头部和身体部位应避开手把上方以防意外伤害。
当开孔机外
套筒提升至最高限位后,调整螺母回旋对正定位孔,将定位螺钉重新旋入顶部
定位孔中并紧固。
1.5.3.11 确认开孔机提升到位后,用专用扳手旋转关闭机架上的扇形闸阀。
1.5.3.12 打开放散阀,排放闸阀上部压力介质。
并通过放散阀检查有无介质外
泄,闸阀是否密封可靠。
1.5.3.13 旋松开孔机连接盘,拆除开孔机,关闭放散阀。
1.5.3.14 将开孔刀从开孔机钻杆上取下,用六角扳手旋脱刀体与刀柄连接螺钉,
边转边拉,取出中心钻,将切屑和落料从刀体中取出,重新安装好开孔刀。
注:
刀齿锋利,请戴好手套拆装
1.5.4 封堵(图 3)
1.5.4.1 准备与封堵管径规格相对应的
封堵头(皮碗、压板),将其与封堵器
两半圆连接板相连,将封堵器操作手柄
座上的定位卡销拔出,旋转皮碗打开并
用卡销定位,检查皮碗中缝贴合情况,
要求全长不透光并有少量过盈凸起方可。
1.5.4.2 收拢皮碗至关闭位置,将封堵
头提升至连接盘内腔中,用锁紧手柄旋
紧压盖螺母,连接盘上密封球体被压缩
使封堵器主轴不能下移,摆正皮碗,使
皮碗外径不突出连接盘螺纹。
图 3.封堵器工作图
注:
本工序要求在施工作业开始前进行设备配套准备时完成。
1.5.4.3 取下封堵器操作手柄,将封堵器手动旋入机架上端口,直至螺纹到位,
慢慢旋松连接盘,使连接盘箭头与闸阀进口处的箭头对齐,旋紧连接盘上的定
位螺钉,使封堵器连接盘固定,偏心主轴的位置也得以确定。
1.5.4.4安装封堵器控制杆手柄。
控制手柄必须与母管的轴向同向,并且要朝
着母管施工方向。
若没有满足此条件可慢慢旋松压盖螺母,松开密封球体,旋
转控制手柄,满足上述要求。
1.5.4.5起动平衡阀,使机架上的闸板两侧压力平衡,压力表指示稳定后,关
闭平衡阀。
1.5.4.6用专用扳手打开机架上的扇形闸板,旋松封堵器压盖螺母,用手按压
封堵器控制手柄至下行刻线位置,使封堵器皮碗穿过闸阀,插入母管内直至底
部。
注:
旋松压盖螺母可能会使球体密封产生轻微泄漏,可慢慢旋紧使之不再泄
漏.皮碗下移过程中仅可操纵1根控制杆。
1.5.4.7 同时旋转二根控制杆手柄,使之与管道轴向成 45°夹角。
1.5.4.8拉开定位卡销,打开控制手柄,折叠皮碗被打开,两控制手柄打开后
与管道成 45°夹角,用卡销将控制杆重新定位。
1.5.4.9 将封堵器控制杆旋转 45°,使手柄座上的红色箭头对正需要施工的管
段方向。
1.5.4.10 将控制杆手柄向下压,再向母管施工段反方向推拉,使封头插入管道,
偏向母管施工方向一侧。
1.5.4.11 对被封堵后的管段放散降压,确认密封可靠后,将封堵器主轴用螺母
压盖锁紧,取下控制手柄,防止误操作。
注:
以上介绍的是在母管上进行单向开孔、封堵操作步骤。
当要实行双封双堵
时,只需在被封堵母管段的另一端进行同样的开孔封堵操作方法,并用临时旁
管将两端支架上的 11/2″旁通连接阀接通,就可实现不停输施工作业。
当作业
完成后,撤除二端封堵,关闭机架闸阀,关闭临时旁通截止阀,撤除临时旁通
即可。
在撤除临时旁通管时,请注意释放临时旁通管内的介质压力。
1.5.5 撤除封堵
1.5.5.1安装封堵器上控制手柄,稍稍松开螺母压盖,操作者面对被封堵施工
管段,带压将封堵器推回,转动控制手柄,使之与管道成 45°夹角。
1.5.5.2 拔出定位卡销,折叠控制手柄,并重新用卡销定位。
1.5.5.3 旋转控制杆手柄与管道轴向平行,并对着被封管段方向,提升封堵器,
退回至最高位置,锁紧螺母压盖,拆除控制手柄。
注意:
操作者头部不能在控制杆上方。
1.5.5.4 关闭闸阀,打开放散阀,检查扇形闸阀是否关闭到位。
是否密封可靠,
也可再关闭放散阀观察压力表是否有因泄漏而升压现象。
1.5.5.5 松开连接盘定位螺钉,旋松封堵器连接盘,拆下封堵器。
注:
封堵作业若有泄漏时,应认真检查皮碗是否破损、操作步骤是否正确,而
后再重新进行封堵。
当双封双堵时,拆除封堵时应先拆下游,再拆上游。
1.5.6 在管件上下堵塞(图 4)
1.5.6.1 下堵器的操作准备
1)控制手柄位置的锁定通过按压式定
位销(简称:
锁定板机)来决定。
控制手柄可选择的档位有“下堵”、
“定位”、“空位”。
先将下堵器的手
柄置于“空位”档,然后松开锁定
板机。
2)将管件配套堵塞靠住下堵器下端顶
杆,轻轻推动堵塞,然后手动旋转
堵塞进入下堵左、右钳口,安装到
位。
3)按压锁定板机,操作控制手柄置于“定位”位置。
检查堵塞与下堵器是
否连接牢固,弹性卡板是否能手动图 4.下堵器工作图
收拢并自动弹开,堵塞下端的平衡顶杆上安装的密封O形圈是否完好。
4)将下堵器主轴提升,主轴上箭头对准连接盘上“ F
”箭头,要求露出
环形标识线,旋转 90°,使主轴箭头对正“
”位置,下堵器主轴被
连接盘内弹性销定位,不能下移,下堵器可用于现场
 升级会员
升级会员 