CPK标准教材Word文档格式.doc
《CPK标准教材Word文档格式.doc》由会员分享,可在线阅读,更多相关《CPK标准教材Word文档格式.doc(15页珍藏版)》请在冰豆网上搜索。
4.1使用时机:
4.1.1先期品质规划阶段。
4.1.2制程管制中使用。
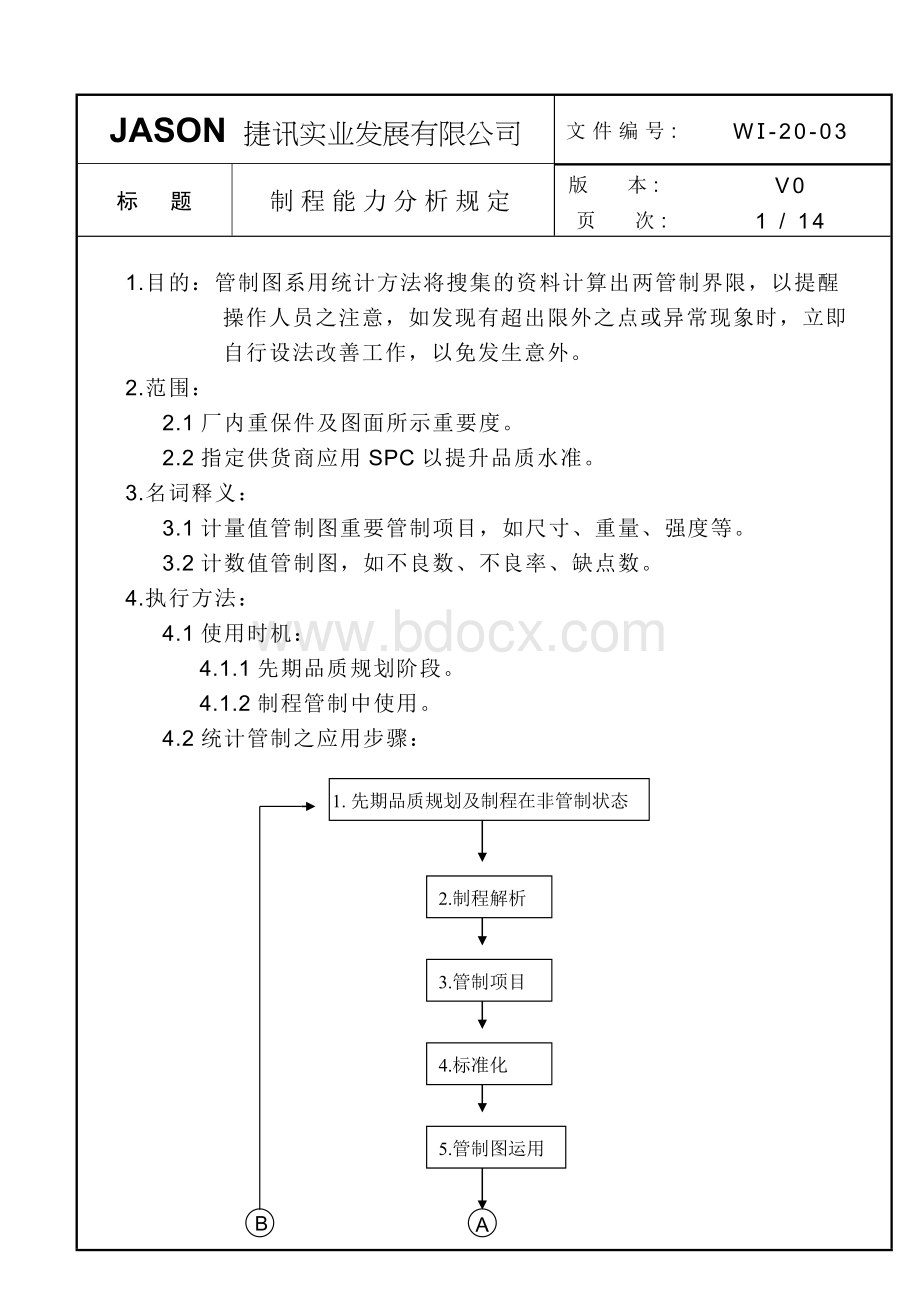
4.2统计管制之应用步骤:
程能力分析规定
版本:
页次:
2/14
9.制程管制
8.管制判断讀
Cp≧1
7.制程能力研究
Cp、Ca
6.制程解析
4.2.1先期品质规划:
4.2.1.1厂内重保件及图面所示重要度(C‧C)。
4.2.1.2中心厂指示P值事项(S‧C)。
4.2.2制程在非管制状态:
一般若有下列现象:
4.2.2.1尚未使用过管制图。
4.2.2.2不良率持续下降。
4.2.2.3不良现象重复出现。
4.2.2.4无法提早预警不良会发生。
当此在制程中时常出现时,即可研判公司制程尚未进入管
制状态。
3/14
4.3制程解析:
按照统计学中常态分配法则,管制图上的各个点数据
一定呈现上下跳动之机率性出现的现象,而造成此一现象的原因
,即是造成制程引起变动的原因,原因可分为两类:
4.3.1偶然原因←不可避免的原因。
4.3.2异常原因←可以避免的原因。
制程管制即是要管制可以避免的异常原因,因此要做制程解析
,利用5W1H方法,将制程各作业单元的(人、时、地、物、
原因、方法)异常原因加以掌握。
由制程解析可得知公司制程现在所处的状态。
‧制程的两种状态:
1.管制状态:
制程虽变动,但可预测,可管制。
2.非管制状态:
制程变动,无法预测,无法管制。
同致电子企业股份有限公司
4/14
作業標準
製品規格
治工具規格
治工具檢驗標準
製品檢查標準
材料規格
驗收檢驗標準
若公司制程利用统计法中管制图显示是在管制状态,则可直接
跳入公司Step7,若非管制状态,则利用5W1H找出造成异常
的原因,如:
1.机器设备造成的。
2.操作人员造成的。
3.时间因素造成的。
4.操作方法造成的。
5.检验方法造成的。
4.4管制项目:
将Step2中造成可以避免的异常原因加以调查与掌握
,设定要因的管制项目,亦即掌握要因后,将不致于
产生不良结果或不被预期的结果。
4.5标准化:
5/14
RPN=(S)×
(O)×
(D)製制程管制
管制圖
足夠Cp≧1
不足Cp<
1
制程能力研究
制程在管制狀態
製制程非管制状态狀態
調检查
實实施
標计划
製制程解析与研究QCC活动
4.6.管制图之运用:
6/14
X管制圖界限計算:
上管制界限
UCL=X+A2R
平均值
CL=X
下管制界限
LCL=X–A2R
R管制圖界限計算:
UCL=D4R
CL=R
LCL=D3R
組數
R之總和
X之總和
4.6.1管制图制定要领及判读法:
4.6.1.1计量值管制图(X-R管制图)
(1)取样方法:
(A)依检查表内设计〈定时或定量〉取样2~5件
为限,以样品相互之差距愈小愈好。
(B)测定并记录,取样测定并记录之。
(C)计算每组之X(平均值)及R(全距)。
(D)测定组数,每日取样2组以上,以24~30组
计算管制界限,每日取1组时,以50组计
算管制界限。
(E)计算:
X=R=
(N≦6时,D3=0所以LCL+0〉
7/14
樣本數N
A2
D4
D3
2
1.88
3.27
3
1.02
2.58
4
0.73
2.28
5
0.58
2.12
6
0.48
2.00
(F)A2、D3、D4之系数值。
(G)绘制管制图时X及R分别依序点入管制
图内。
(2)管制图之研究
制程在管制状态:
(A)没有出现超出管制界限外。
(B)点的出现没有特别的排法。
(C)连续25点以上出现管制界限内。
(D)连续35点中,出现在管制界限外,点不超
过1点时。
(E)连续100点中,出现在管制界限外,点不超
过2点时。
制程在非管制状态:
(A)点在中心线之单侧连续出现7点以上时。
(B)连续11点中至少有10点在中心线单侧。
(C)连续14点中至少有12点在中心线单侧。
(D)连续17点中至少有14点在中心线单侧。
(E)连续20点中至少有16点在中心线单侧。
(F)连续7点依次上升或下降时。
(G)连续3点中有2点(不一定要连续)超出26
管制界限。
8/14
(H)连续7点(不一定要连续)超出20管制界限。
(I)连续10点中有4点(不一定要连续)超出26
管制界限。
(J)点出现周期性变动时。
4.6.2管制图之整理与管理:
4.6.2.1为了解管制图全月或全年之情形,品保需将所有管制
图整理成报表,向总经理提出报告,总经理审查此份
报告,并研讨改进事项,指定专人负责执行。
4.6.2.2原因分析对策:
(A)管制图之能否发挥效果端视超限时反应问题及有
效的采取对策。
故有点超过界限时,现场人员应
即调查原因所在,此处所谓现场包括操作人员、
组长、部门主管为现场最高主管。
(B)如现场不能解决之问题发生时,则宜提出生产会
议研讨,组成项目小组负责解决或指定专责单位
处理。
4.6.2.3品保部门对管制图之责任:
品保部门应作出正确之管制图,超限时通知现场,主
要责任如下:
(A)根据管制方案之项目、管制图表准备管制图。
(B)根据管制方案之样本及抽样间隔,由制程抽取样本
并予测定。
(C)绘制解析用管制图,计算制程能力,并决定管制
界限。
(D)绘制管制用管制图,抽样测定后应即点入管制图。
9/14
選擇改善之製程
標準化(人、機器、方法、材料)
遵照標準執工作
數據收集/分析
計劃開始
(E)管制图点绘入后应校对计算,点的位置是否有错。
(F)发现超过界限时即口头通知现场主管及报告品保主
管,超出规格外时,立即填写『矫正及预防处理单』。
(G)品保主管负责全部品保作业之督导,随时查核品保
人员作业之正确性,向总经理提出品质报告。
5.制程能力分析规定:
5.1制程能力分析程序:
10/14
改進措施
標準化
1.改變檢驗方法
2.持續製程研究
3.重新檢討圖面
4.改變製程管制方法
在技術上或經濟因素不能採取對策
調查原因
1.製程解析
2.專題研究
3.品管圈活動
計數值
1.持續於進一步的改善行動
2.經濟製程的再評估
計量值
1.定期檢討製程能力
2.按標準實施製程管制
能力不夠
能力足夠
再發防止處置
調查超出點的原因
製程不在管制狀態下
計算製程能力指數
製程在管制狀態下
11/14
TU-X
3σs
6σ
T
5.2制程能力分析步骤:
5.2.1.影响制程能力之因素:
5.2.1.1工程是由许多因素所造成的,从品质设计开始,包
括原材料、机器设备、作业方法、检验设备、检验
方法等因素,这许多因素有任何变化即可影响制程
能力,所以要讨论制程能力,必须先固定这些因素
为前题。
5.2.1.2将以上的因素都加以标准化,并彻底实施,且该制
程的测定值都在稳定的管制状态下,这些的制程能
力才能可谓该制程的能力。
5.2.2制程能力之计算法:
Cpk=(1-Ca)*CpM:
规格中心
T:
规格之宽度
X:
群体之平均值
Cp:
群体之标准差
Ca:
准度之指针
Cpk:
制程能力指针
规格为双边时:
Cp=
单边上限规格时:
Cp=(TU:
规格上限)
单
 升级会员
升级会员 