燃气管道施工方案Word格式文档下载.doc
《燃气管道施工方案Word格式文档下载.doc》由会员分享,可在线阅读,更多相关《燃气管道施工方案Word格式文档下载.doc(13页珍藏版)》请在冰豆网上搜索。
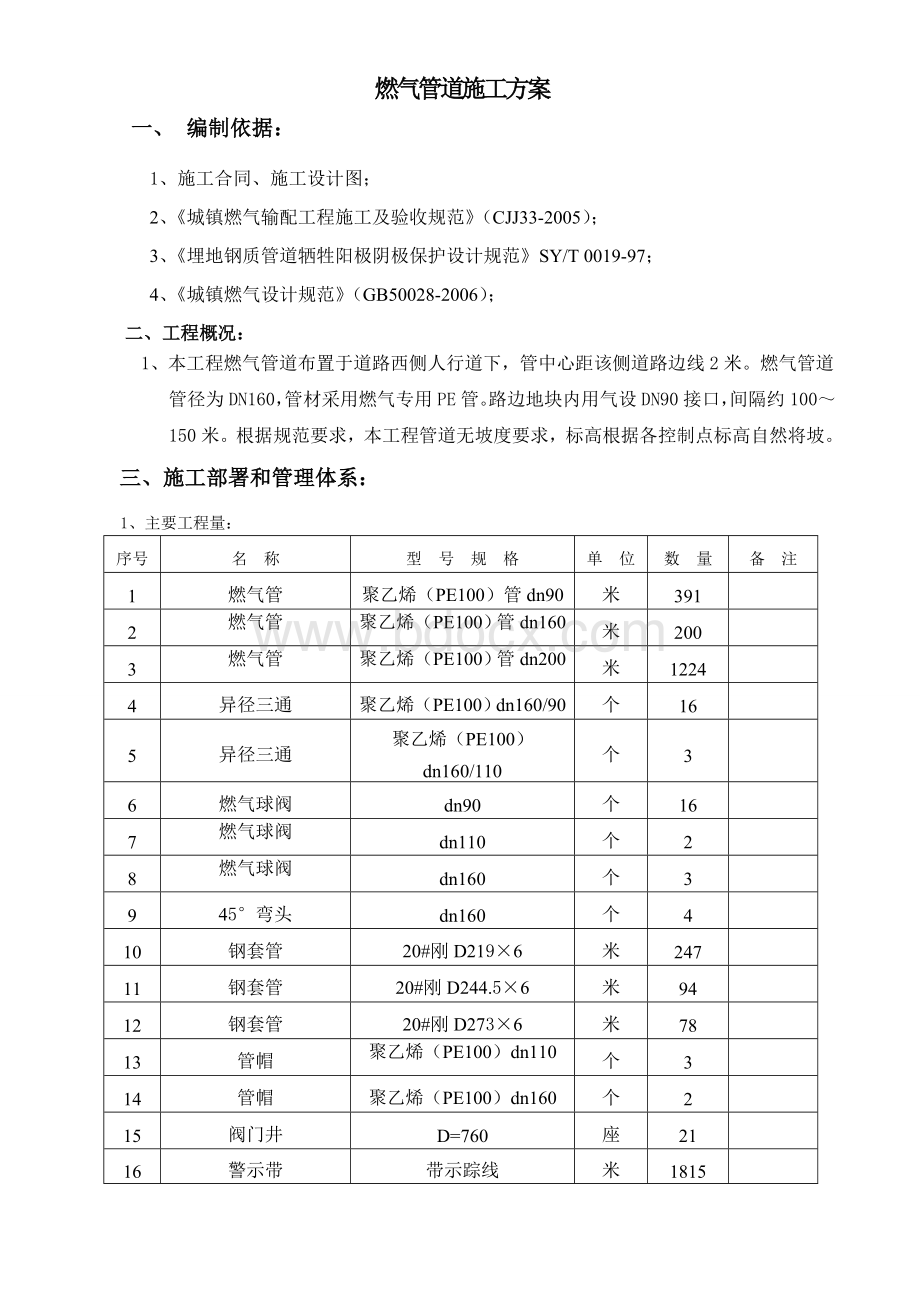
391
2
聚乙烯(PE100)管dn160
200
3
聚乙烯(PE100)管dn200
1224
4
异径三通
聚乙烯(PE100)dn160/90
个
16
5
聚乙烯(PE100)dn160/110
6
燃气球阀
dn90
7
dn110
8
dn160
9
45°
弯头
10
钢套管
20#刚D219×
247
11
20#刚D244.5×
94
12
20#刚D273×
78
13
管帽
聚乙烯(PE100)dn110
14
聚乙烯(PE100)dn160
15
阀门井
D=760
座
21
警示带
带示踪线
1815
17
11.25°
2、机械计划:
(见机械配备表)
机具名称
型号及规格
数量
单位
备注
工程指挥车
辆
现场转管车
自制
空气压缩机
1.1m³
/min
台
电动钢丝刷
氩弧焊机
300ST
焊条保温筒
角向磨光机
S1MJ-125
千斤顶
5吨
链条葫芦
5T
套
电火花检测仪
3.4质量保障体系
质量管理目标确定
质量保证体系
组织体系
控制体系
思想体系
项目经理部
质
检
试
验
材料机具
工程计划
技
术
计量标准的控制
质量意识教育
质量回访服务
预防为主的方针
施工组织设计与方案控制
施工准备的质量控制
机具材料的质量控制
施工过程的质量控制
质量信息反馈
焊接员:
技术负责人:
项目经理:
质检员:
现场负责人:
安全员:
作业人员
3.5安全保障体系:
施工前进行安全技术交底
兼职安全员:
专职安全员:
安全组副组长:
安全组组长:
四、工期目标及保证措施
4.1工期目标
本工程计划开工时间:
年月日,计划竣工时间:
年月日。
4.2.1施工管理机构及人员保证
针对工程特点,合理投入生产要素,从多年参加燃气埋地管(市政管、庭院管)工程施工队伍中抽派具有丰富管理经验的管理人员组成项目管理部,为本工程提供强有力的人员和组织机构保证。
4.2.2资金保证
公司财务部为保证该工程进度,及时支付所需的各项费用,并控制资金合理使用,做到专款专用,确保工程资金不被挪用。
4.2.3物资供应保证
施工项目部根据施工图纸及施工进度计划安排,提前编制材料使用计划并及时提供给材料供应单位。
4.2.4施工机具、周转材料保证
1)物资部门按施工现场的周转材料需用计划,及时作好供应准备,并按施工进度要求及时组织进场。
2)机具、设备使用、管理和维护保养,充分保证设备的完好率和利用率,严禁机具、设备带病操作。
4.3保证工期的技术措施
4.3.1进场施工前,按设计图纸要求的施工规范、技术标准结合工程内容组织施工班组学习施工规范。
4.3.2参加建设单位组织的图纸会审,正确理解图纸和设计意图,将图纸中的问题解决在工作施工以前,以保证工程施工顺利进行。
4.3.3根据工程特点及现场的地理条件,认真分析施工难度,制定相应的技术措施,作到方案经济、合理。
4.3.4专人管理施工技术资料,按业主单位及工作监理的要求,作好工程施工资料及质量保证资料收集、汇总和整理,及时绘制工程竣工图,为工作顺利交工提供资料保证。
4.4科学合理组织工程施工
根据该工程特点,工期要求,施工难度,交通情况认真分析,科学合理的组织工程施工。
4.4.1实行以总体施工计划为核心的计划管理
以总体施工计划为核心,在施工过程中不断对项目的机具、人力和物资进行平衡。
通过现场实际执行情况的信息反馈,定期召开不同层次的和不定期的工程协调会来纠正计划执行工程中出现的偏差,确保总体施工计划的实现。
4.4.2合理安排好作业时间
除按正常施工程序科学合理安排各分项工程交叉流水作业外,还将合理安排作业时间以保证工期的提前完成。
(1)各分部分项工程,现场施工员按总进度计划要求,根据工程实际情况对需赶干工期时可采用加班,增加施工班、机具设备等措施,努力加快施工进度。
(2)由于连续作业,合理安排施工人员轮换休息。
4.5工程监督及后勤保证
1.加强公司及施工现场班组两级质量监督,保证工序质量一次创优,避免返工;
加强成品养护,作到工序施工一次到位,尽量减少重复作业,用高质量保证工程施工进度。
2.加强施工安全监督,定期组织安全检查,落实防范措施,杜绝工伤事故发生。
3.公司定期对施工现场进行检查,发现问题及时解决。
4.加强施工技术监督,及时审批现场提出的有关技术措施方案,及时与设计、建设、监理单位联系处理设计图纸或施工中出现的技术问题,保证施工顺利进行。
5.加强职工思想政治工作及宣传教育工作,组织开展劳动竞赛,加强后勤工作,极大地调动工人积极性。
五、施工方法及技术措施
5.1土方工程
5.1.1管沟开挖
(1)放线
a.管沟放线应严格按照施工设计图放线。
放线前,根据设计图提供的控制点,设置一个不因施工而破坏的测量控制网,使整个工程在施工过程中有一套准确持久的测量控制系统。
b.依据燃气施工设计提供的数据,仔细核查现场桩点位置与图纸各折点、曲线点等是否准确无误,若放线桩点距离过长,接桩人员将加密导线桩,辅助放线。
经核查无误后确定,用白石灰撒出管沟开挖宽度标线。
(2)开挖
a.开挖深度应符合设计要求,开挖边坡应根据施工现状确定。
b.开挖前,向业主、设计单位咨询,并查对相应部位地下设施分布情况后才能挖掘。
c.本工程沟槽挖掘根据实际情况采用机械和人工配合开挖。
人工挖槽时,沟槽侧面堆土高度不宜超过1500mm,临槽边不小于500mm;
土应堆在沟槽两侧,绿化带内沟槽两侧堆土地带事先铺设彩条布进行保护,沟边场地无条件堆土的或堆土量大时,开挖土方及时现场清运出场。
d.如遇燃气管与给水、排水等管线发生交叉或间距不足规范要求,主动与设计、甲方、监理等单位联系,协调、商议采用合理的开挖和安装敷设方式。
若土质、地质情况较为复杂,应联系设计人员和监理部门会同处理,不得自作主张;
对施工过程所遇其他市政设施进行保护,并尽量减轻因施工对沿线企业所造成的影响。
e.管线开挖部分遇有淤泥,应清除淤泥,换砂处理,并分层夯实。
遇建筑垃圾、卵石、砂夹层等,应大于开挖深度300mm以上作换土处理,视土质情况,或用砂作垫层。
f.避免土方垮塌(特别是膨胀土地段),采用分段开挖,及时开挖,及时回填。
g.作好隐蔽工程记录,土质状况记录。
①沟槽底部平整、稳定,无积水、石块;
②深度符合设计要求;
③中心线误差在±
20mm以内;
④沟槽底部宽度:
管道外径+600mm—800mm
5.1.2管沟回填
a.管沟回填时应采取措施严防沟边石块、砖块、坚硬土块以及其他尖利硬物、工具坠落。
管基均采用20厘米中粗砂垫层。
b.聚乙烯燃气管道的地基宜为无尖硬土石和无盐类的原土层,当原土层有尖硬土石和盐类时,应铺垫细砂或细土,凡可能引起管道不均匀沉降的地段,其地基须进行处理或采取其他防沉降措施。
c.聚乙烯回填要求:
管道下沟后应及时回填,在管道两侧和距管顶0.5米范围内回填土不得夹有硬块物,回填土应分层夯实,每层厚度为0.2~0.3米。
六、管道安装
6.1钢管焊接安装
6.1.1一般要求
1.凡参加燃气管道焊接的焊工,需执行有关国家部门颁发的合格证,且在合格范围内从事焊接工作。
2.管材、管件及设备在安装前应按设计要求核对质量证明书、合格证,核对无误后进行外观检查,其内外表面应无疤痕、裂纹、严重锈蚀等缺陷,方准使用。
3.管道组对前,用拖布清除管内杂物,保证管内干净、干燥。
4.管道组对前,用电火花检测仪对管道外壁防腐层进行检测,电火花击穿处(防腐层损伤部位)用粘胶带进行补伤。
5.检查管端坡口角度,是否完好无损;
管端部椭圆度是否超标,若超标,应用液压胎具校正,若管端变形严重,则应切除。
6.下班前,将焊接管段两端用盲板封堵,防腐胶带缠绕,防止管道进水进土。
6.1.2焊接工艺要求
6.1.2.1氩电联焊工艺要求如下:
1.焊工在正式施焊前,应明确了解焊接材质、使用使用焊条的牌子、规格、烘烤温度、焊前预热、施焊过程中的层间温度等达到要求后,考虑好施工过程中的所要采取的技术措施,不得擅自改变工艺要求;
2.焊接材料的选用
a.应考虑焊接接头的抗裂性能;
b.应考虑母材金属的化学成分、机械性能、板厚;
c.应考虑焊条的工艺性能;
d.如同种钢材焊接时,应考虑焊缝金属与母材金属的机械性能,化学成分相匹配,且工艺性能应好;
e.焊条直径选择:
板厚焊条直径
S≤4mm¢2.5mm
S4—12mm ¢3.0—4.0mm
S>12m¢≥4.0mm
f.焊条的要求:
·
除具有使用说明书外,还应有质检(量)证书及合格证、出厂时间;
焊条存放过久(一年以上),药皮开裂、发霉或受潮,禁止使用;
g.担任施焊的焊工,应熟悉常用各种药皮焊条的代号及电源种类,焊条使用的极性选择,应参照所选取用焊条用焊条说明书确定,如电源要求用直流电时,都应直流反接(即焊条端为正极);
h.施焊前,焊条的烘烤应遵循下列要求:
·
按使用说明书要求温度烘烤;
低氢型(碱性)应以过350º
C—380º
C烘烤2—3小时,保持35
 升级会员
升级会员 