焊丝及气体用量的计算方法2013.10.15表格文件下载.xls
《焊丝及气体用量的计算方法2013.10.15表格文件下载.xls》由会员分享,可在线阅读,更多相关《焊丝及气体用量的计算方法2013.10.15表格文件下载.xls(7页珍藏版)》请在冰豆网上搜索。
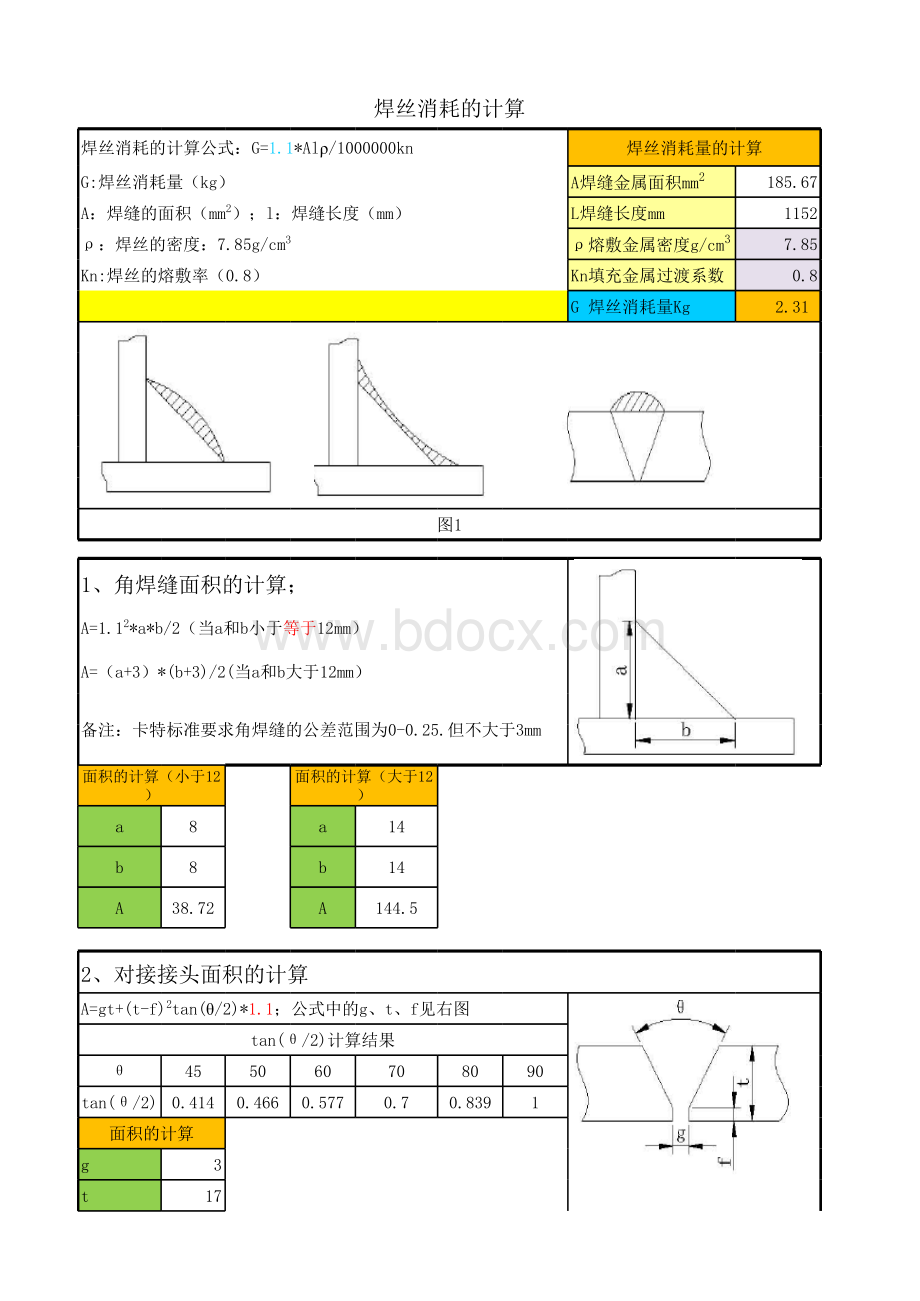
焊缝的面积(mm2);
l:
焊缝长度(mm)L焊缝长度mm1152:
焊丝的密度:
7.85g/cm3熔敷金属密度g/cm37.85Kn:
焊丝的熔敷率(0.8)Kn填充金属过渡系数0.8G焊丝消耗量Kg2.31图11、角焊缝面积的计算;
A=1.12*a*b/2(当a和b小于等于12mm)A=(a+3)*(b+3)/2(当a和b大于12mm)备注:
卡特标准要求角焊缝的公差范围为0-0.25.但不大于3mm面积的计算(小于12)面积的计算(大于12)a8a14b8b14A38.72A144.52、对接接头面积的计算A=gt+(t-f)2tan(/2)*1.1;
公式中的g、t、f见右图tan(/2)计算结果455060708090tan(/2)0.4140.4660.5770.70.8391面积的计算g3t17f0tan(/2)0.466A199.143、单边V型坡口面积的计算A=gt+(t-f)2tan()/2*1.1;
公式中的g、t、f见右图tan()计算结果30455060tan()0.57711.1921.732面积的计算g0t10f2tan()1A35.25、组合焊缝的面积的计算A未两中焊缝的面积之和焊接保护气体及纯焊接时间计算焊接保护气体及纯焊接时间计算气体消耗的计算公式:
g=气*V气*T/1000人工焊接机器人焊接g:
所用气体重量,单位kg焊丝直径(mm)0.91.21.321.32T为焊接时间,单位min,其中T=G/((/2)2*丝*V丝)*1000(/2)2*丝*V丝37.4466.5580.5380.53气:
90%Ar+10%CO2的密度:
1.803g/LG焊丝重量kg2.312.312.312.31V气:
气体流量(人工焊接:
22L/min,机器人焊接:
27L/min)T焊接时间min61.6734.6928.6728.67G:
所用焊丝的重量V气气体流量L/min22222227:
焊丝的直径(0.9mm,1.2mm,1.32mm)气混合气体密度1.8031.8031.8031.803丝:
焊丝的密度,7.85g/cm3g总气体重量kg2.451.381.141.40V丝:
送丝速度(7.5m/min)Ar气重量Kg2.201.241.021.26混合气的配比:
90%Ar+10%CO2CO2重量Kg0.240.140.110.144、单边V型坡口+角焊缝面积的计算;
A=(1.12*a*b+b*c)/2(当b和d小于等于12mm)A=((a+3)*(b+3)+b*c)/2(当b和c大于12mm)备注:
卡特标准要求角焊缝的公差范围为0-0.25.但不大于3mm面积的计算(小于12)面积的计算(大于12)a10a14b10b14c0c0A60.50A144.5气体消耗的计算公式:
g=气*V气*T/1000g:
所用气体重量,单位kgT为焊接时间,单位min,其中T=G/((/2)2*丝*V丝)*1000气:
1.803g/LV气:
27L/min):
焊丝的直径(0.9mm,1.2mm,1.32mm)丝:
焊丝的密度,7.85g/cm3V丝:
送丝速度(7.5m/min)混合气的配比:
90%Ar+10%CO2焊接费用计算表序号焊丝规格角焊缝规格mmA=1.1*a*b/2mm长度lmm焊丝消耗量kg焊丝单价元/kg3456835.210000.37994891012焊丝消耗的计算公式:
G=1.1*Al/1000000kn:
7.85g/cmKn:
焊丝的熔敷率(0.8)一分钟送丝量g/min气体消耗量kg混合气体单价人工费电费合计0.2662092焊接费用计算表
 升级会员
升级会员 