冲压模具验收单Word文档下载推荐.doc
《冲压模具验收单Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《冲压模具验收单Word文档下载推荐.doc(2页珍藏版)》请在冰豆网上搜索。
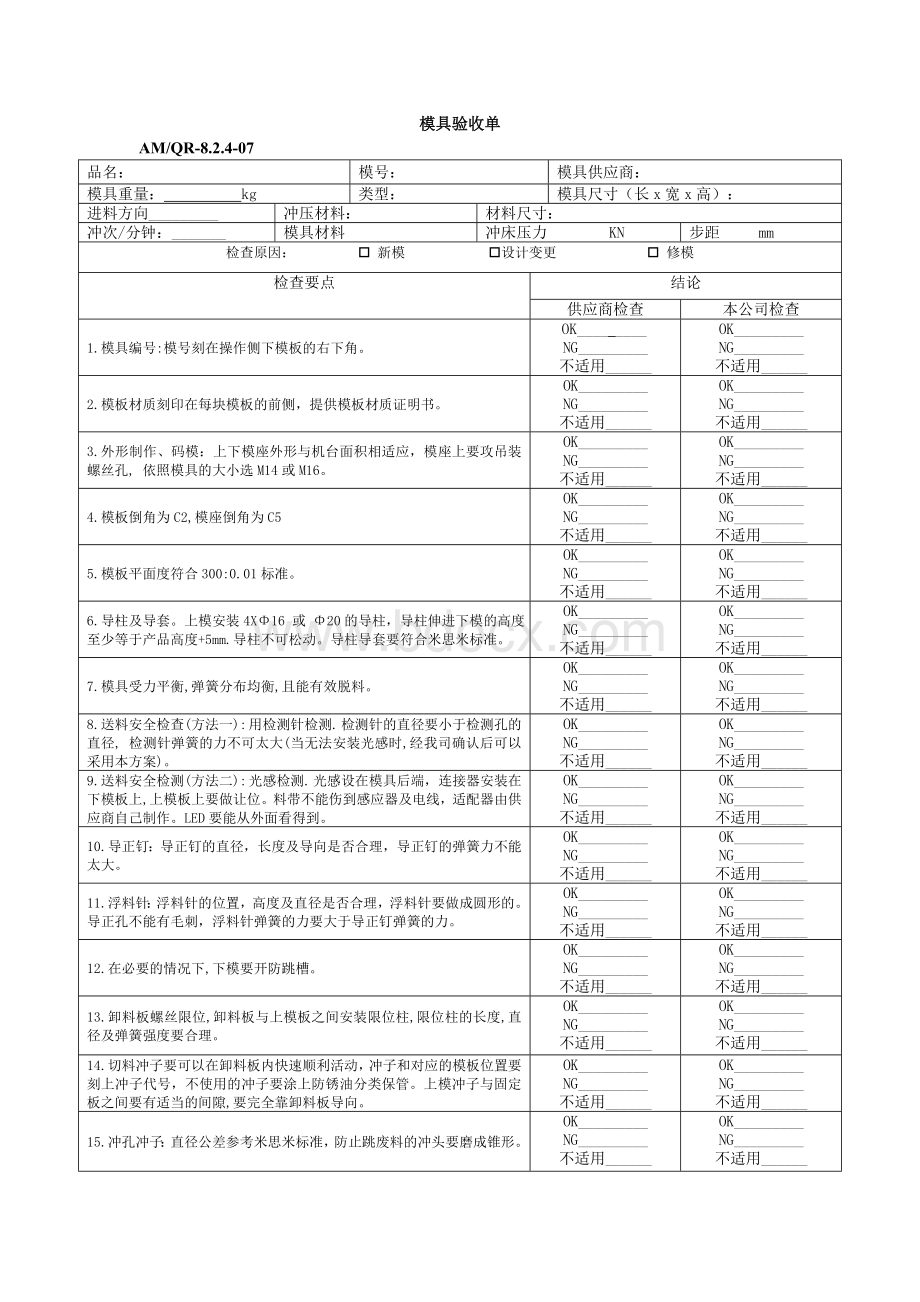
模具尺寸(长x宽x高):
进料方向_________
冲压材料:
材料尺寸:
冲次/分钟:
_______
模具材料
冲床压力KN
步距mm
检查原因:
o新模o设计变更o修模
检查要点
结论
供应商检查
本公司检查
1.模具编号:
模号刻在操作侧下模板的右下角。
OK________
NG_________
不适用______
OK_________
2.模板材质刻印在每块模板的前侧,提供模板材质证明书。
3.外形制作、码模:
上下模座外形与机台面积相适应,模座上要攻吊装螺丝孔,依照模具的大小选M14或M16。
4.模板倒角为C2,模座倒角为C5
5.模板平面度符合300:
0.01标准。
6.导柱及导套。
上模安装4XΦ16或Φ20的导柱,导柱伸进下模的高度至少等于产品高度+5mm.导柱不可松动。
导柱导套要符合米思米标准。
7.模具受力平衡,弹簧分布均衡,且能有效脱料。
8.送料安全检查(方法一):
用检测针检测.检测针的直径要小于检测孔的直径,检测针弹簧的力不可太大(当无法安装光感时,经我司确认后可以采用本方案)。
9.送料安全检测(方法二):
光感检测.光感设在模具后端,连接器安装在下模板上,上模板上要做让位。
料带不能伤到感应器及电线,适配器由供应商自己制作。
LED要能从外面看得到。
10.导正钉:
导正钉的直径,长度及导向是否合理,导正钉的弹簧力不能太大。
11.浮料针:
浮料针的位置,高度及直径是否合理,浮料针要做成圆形的。
导正孔不能有毛刺,浮料针弹簧的力要大于导正钉弹簧的力。
12.在必要的情况下,下模要开防跳槽。
13.卸料板螺丝限位,卸料板与上模板之间安装限位柱,限位柱的长度,直径及弹簧强度要合理。
14.切料冲子要可以在卸料板内快速顺利活动,冲子和对应的模板位置要刻上冲子代号,不使用的冲子要涂上防锈油分类保管。
上模冲子与固定板之间要有适当的间隙,要完全靠卸料板导向。
15.冲孔冲子:
直径公差参考米思米标准,防止跳废料的冲头要磨成锥形。
16.切断和折弯的镶件,要刻上编号分类保管,镶件要做防呆以免装错。
下模镶件用螺丝固定或者紧配,下模板上要打孔以便把镶件顶出来。
17.折弯滑块和冲子:
滑块表面要热处理增加耐磨性。
滑块和滑块顶杆要加R角。
18.限位柱:
上下模压死的时候,0<
限位柱的缝隙≤0.03mm。
19.料带导向板的位置要正确,料带不能切成半圆孔或者切出半圆形的废料。
不能有废料留在模具内。
20.导正孔不能有不正常的毛刺。
21.模具图:
必须提供打印的模具图1份及电子档,确认是否是最新版本的。
必须提供零件及材料清单。
22.交付模具时要附带冲子和镶件的维修/更换指导书,要附带系列的垫片。
易损件要做一套备品。
23.落料:
产品要永远能够自动落下,吹料气孔的高度要适当。
24.每分钟至少冲______次。
25.交模时模具上附带样品及工序料带。
26.切断面与亮带面的比例:
切断面太多或太少,毛刺高度是否可接受.毛刺高度Max:
_________
27.模具线割刀数和表面质量符合我公司要求,不存在偷工减料现象。
28.操作性评估:
弯曲半径,弯曲角度,冲孔,等等。
判定:
检验员:
日期:
 升级会员
升级会员 