五袋款牛仔裤的缝制工艺.docx
《五袋款牛仔裤的缝制工艺.docx》由会员分享,可在线阅读,更多相关《五袋款牛仔裤的缝制工艺.docx(17页珍藏版)》请在冰豆网上搜索。
五袋款牛仔裤的缝制工艺
五袋款牛仔裤的缝制工艺(图中粗线表示正在进行的缝纫工序)
1、做前插袋(含左右)
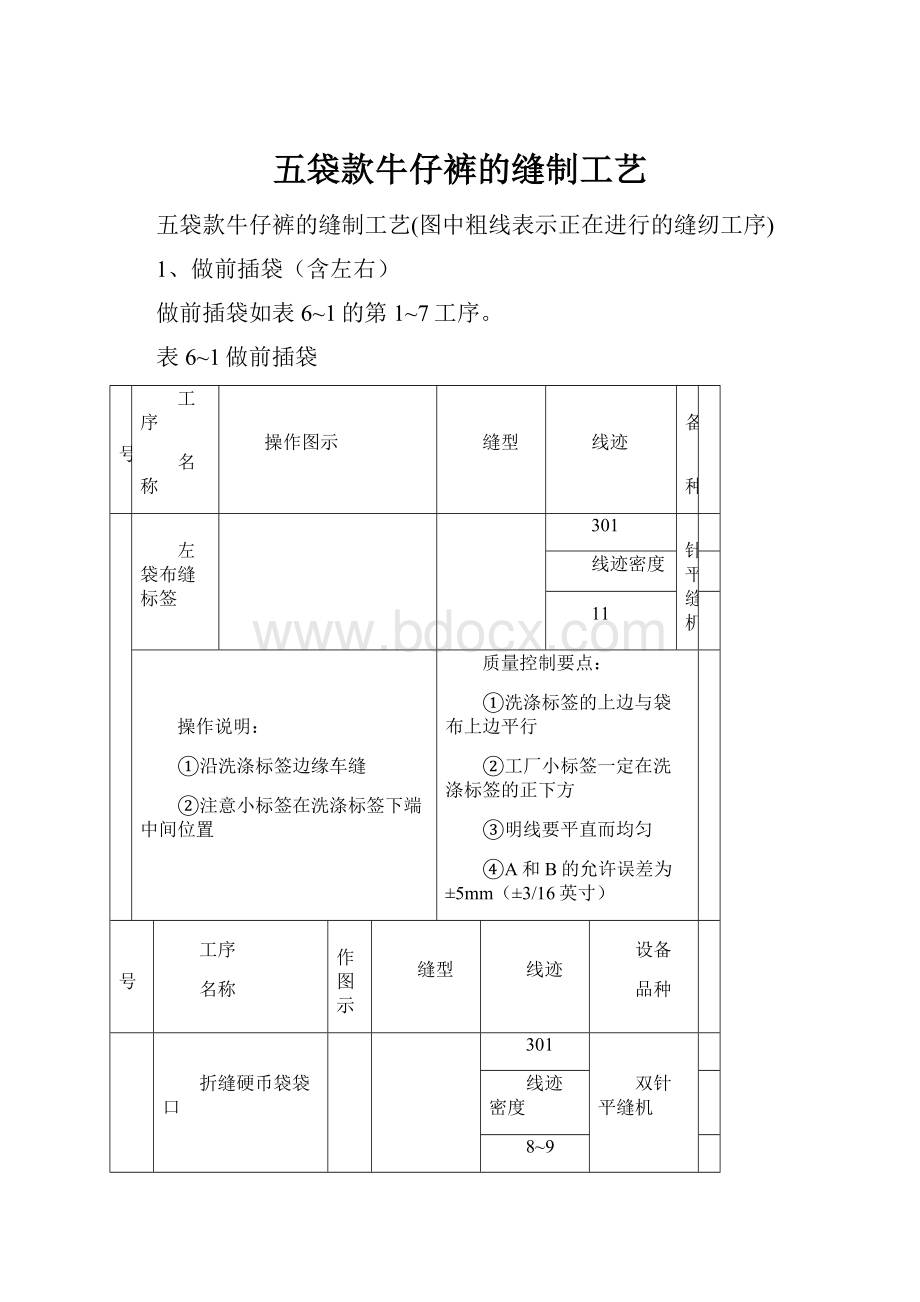
做前插袋如表6~1的第1~7工序。
表6~1做前插袋
序号
工序
名称
操作图示
缝型
线迹
设备
品种
1
左袋布缝标签
301
单针平缝机
线迹密度
11
操作说明:
①沿洗涤标签边缘车缝
②注意小标签在洗涤标签下端中间位置
质量控制要点:
①洗涤标签的上边与袋布上边平行
②工厂小标签一定在洗涤标签的正下方
③明线要平直而均匀
④A和B的允许误差为±5mm(±3/16英寸)
序号
工序
名称
操作图示
缝型
线迹
设备
品种
2
折缝硬币袋袋口
301
双针平缝机
线迹密度
8~9
操作说明:
①将袋口缝份向里侧翻折
②车缝袋口明线
质量控制要点:
①缝份宽度为6mm(1/4英寸),允许误差±1.5mm(±1/16英寸)
②缝线平行于袋口
③线迹张力适当
④无重叠线迹
序号
工序
名称
操作图示
缝型
线迹
设备
品种
3
缝合硬币袋和右袋衬
301
双针平缝机
线迹密度
8~9
操作说明:
①根据A和B的尺寸画出硬币袋的位置
②将硬币袋的缝份向里翻折,车缝固定在右前袋衬上
质量控制要点:
①线迹宽度为10mm(3/8英寸),允许误差±3mm(±1/8英寸)
②硬币袋袋口平行于袋衬上边
③明线平直而均匀
④明线不超过袋口直角
⑤A和B的允许误差为±3mm(±1/8英寸)
序号
工序
名称
操作图示
缝型
线迹
设备
品种
4
缝合右前袋衬与袋布
(左侧相同)
408
绷缝机
线迹密度
8~9
操作说明:
①将右前袋衬的上边和侧缝边与袋布对齐
②沿右前袋衬的曲线边绷缝固定
质量控制要点:
①袋衬与袋布的位置要对准
②绷缝线必须沿袋衬的曲线车缝
③无跳针
序号
工序
名称
操作图示
缝型
线迹
设备
品种
5
缝合左前袋衬与袋布
(右侧相同)
301
单针平缝机
线迹密度
8~9
操作说明:
①对折袋布,使上边和侧缝处重合对齐车缝袋底
②反面向外翻出,车缝袋底明线
质量控制要点:
①缝份宽度为6mm(1/4英寸),允许误差±3mm(±1/8英寸)
②袋布的上边和侧缝边要对齐
③缝份要宽窄均匀
④明线要顺直
⑤袋底要圆顺
序号
工序
名称
操作图示
缝型
线迹
设备
品种
6
缝合左侧袋布与左前片袋口
(右侧相同)
301
双针平缝机及折边器
线迹密度
8~9
操作说明:
①将袋布的袋口曲线夹在左前片袋口处
②利用折边器将左前片袋口缝份向里翻折,车缝袋口明线
质量控制要点:
①线迹宽度为10mm(3/8英寸),允许误差±1.5mm(±1/16英寸)
②缝制完成后的袋口要保证不变形
③袋口不扭曲
④明线要平顺而均匀
⑤无重叠线迹,无跳针
序号
工序
名称
操作图示
缝型
线迹
设备
品种
7
固定
袋口
301
单针平缝机
线迹密度
8~9
操作说明:
①确定A、B的距离,使袋布准确定位
②车缝明线固定袋布
质量控制要点:
①准确定位
②A和B的允许误差为±1.5mm(±1/16英寸)
2、做门襟、装门襟拉链
做门襟、装门襟拉链如表6~2的第8~15工序。
表6~2做门襟、装门襟拉链
序号
工序
名称
操作图示
缝型
线迹
设备
品种
8
车缝底襟下端
301
单针平缝机
线迹密度
8~9
操作说明:
①反而朝外对折底襟
②按适当的角度车缝底襟下端
③正面向外翻出
质量控制要点:
①准确对折
②底襟下端缝线角度适当,且保证长度可盖住拉链
③翻尽底襟下端
序号
工序
名称
操作图示
缝型
线迹
设备
品种
9
门襟贴边和底襟包缝
504
三线包缝机
线迹密度
9~10
操作说明:
①正面向上包缝
质量控制要点:
①线迹张力适当
②无跳针
③门襟贴边的边缘圆顺
序号
工序
名称
操作图示
缝型
线迹
设备
品种
10
前片包缝
504
三线包缝机
线迹密度
9~10
操作说明:
①左前片裆弯处包缝部位从a到b
②右前片裆弯全部包缝
质量控制要点:
①线迹张力适当
②无跳针
③包缝边要光洁平顺
序号
工序
名称
操作图示
缝型
线迹
设备
品种
11
缝合拉链与门襟贴边
301
双针
平缝机
线迹密度
8~9
操作说明:
①将拉链反面朝上放在门襟贴边(正面朝上)上,并保证拉链的下端不超出门襟贴边
②双线车缝拉链与门襟贴边
质量控制要点:
①双线及拉链边平行
②拉链长度规格适当,不能过长或过短
序号
工序
名称
操作图示
缝型
线迹
设备
品种
12
缝合门襟贴边与左前片
301
单针
平缝机
线迹密度
8~9
操作说明:
①门襟贴边与前门襟对齐
②将门襟贴边与前裤片正面相对,车缝前裆弯
③将门襟贴这向前片反面翻折
④车缝前门襟边明线,留线尾长2.5cm
质量控制要点:
①无重复、重叠线迹,无跳针
②向里翻折底襟贴边时注意不倒吐
③车缝后的前门襟不错位
序号
工序
名称
操作图示
缝型
线迹
设备
品种
13
缉左前门襟明双线
301
双针平缝机及门襟宽度导向尺
线迹
密度
8~9
操作说明:
①将门襟宽度导向尺放在前片上
②缉门襟明双线
质量控制要点:
①无重复、重叠线迹,无跳针
②明线平直而均匀
③明线宽度准确
④门襟处要平服
序号
工序
名称
操作图示
缝型
线迹
设备
品种
14
缝合
底襟
301
单针平缝机
线迹密度
8~9
操作说明:
①将拉链的右边布带与底襟对齐
②将右裤片放在拉链上面,三层一起车缝
③将右前片正面向外翻出,车缝双明线
④前片缝份小裆弯展开车缝
质量控制要点:
①缝份宽度为6mm(1/4英寸),允许误差±3mm(±1/8英寸)
②明线要平直而均匀
③腰口两边要顺直
序号
工序
名称
操作图示
缝型
线迹
设备
品种
15
缉前小裆明双线
301
双针平缝机
线迹密度
8~9
操作说明:
①将左前片小裆扣折与右前片小裆相叠搭
②车缝小裆弯处明双线
质量控制要点:
①缝份宽为10mm(3/8英寸)
②缝线顺直,无重复、重叠线迹,无跳针
③保证缝份宽度
④小裆弯势平服不起皱
3、做后片
做后片如表6~3的第16~22工序。
表6~3做后片
序号
工序
名称
操作图示
缝型
线迹
设备
品种
16
画后袋纹样
印模
操作说明:
①用模板描出后袋的准确尺寸和形状
②用印模将后袋纹样位置印在后袋的正面上
质量控制要点:
①印浆不要过湿
②印迹清晰准确
③缝份线要顺直
序号
工序
名称
操作图示
缝型
线迹
设备
品种
17
车缝扣袋纹样明线
301
单针平缝机
线迹
密度
8~9
操作说明:
①按印迹准确车缝明线
②车缝第二条明线
质量控制要点:
①明线车缝要准确
②明线要顺直而均匀
③无重复、重叠线迹,无跳针
序号
工序
名称
操作图示
缝型
线迹
设备
品种
18
折缝后袋袋口
301
双针平缝机及宽度导向尺、卷边器
线迹
密度
8~9
操作说明:
①按袋口印迹向里扣折袋口贴边
②从正面车缝袋口明线,线迹宽为10mm(3/8英寸)
质量控制要点:
①袋口缝线宽10mm(3/8英寸),允许误差±3mm(±1/8英寸)
②缝线顺直
③无重复、重叠线迹,无跳针
序号
工序
名称
操作图示
缝型
线迹
设备
品种
19
扣烫后袋
熨斗和口袋扣烫模具
操作说明:
①确定模具的准确规格和形状
②将模具放在口袋布的反面
③按模具扣烫口袋,折边宽10mm(3/8英寸)
质量控制要点:
①折边宽为10mm(3/8英寸)
②口袋尺寸准确
③口袋要对称
④压烫温度合适
序号
工序名称
操作图示
缝型
线迹
设备
品种
20
缝合后育克和后片
301
双针平缝机及12.7mm
(1/2英寸)折边器
线迹密度
8~9
操作说明:
①将后裤片的缝份放入折边器的上槽中,育克的缝份放在折边器的下槽中
②从正面车缝
质量控制要点:
①缝份宽度为12.7mm(1/2英寸)
②线迹顺直
③后裤片和育克缝合后位置准确
④无重复、重叠线迹,无跳针
序号
工序
名称
操作图示
缝型
线迹
设备
品种
21
缝合后裆缝
301
双针平缝机及12.7mm(1/2英寸)折边器
线迹
密度
8~9
操作说明:
①将左后片裆缝放入折边器的上槽中,右后片裆缝放在折边器的下槽中
②由下至上从正面车缝裆缝
质量控制要点:
①缝份宽度为12.7mm(1/2英寸)
②线迹顺直
③左、右片腰口位置要准确对齐
④缝合后左、右育克线要对齐
⑤无重复、重叠线迹,无跳针
序号
工序名称
操作图示
缝型
线迹
设备
品种
22
绱后袋
301
单针平缝机或专业绱贴袋机
线迹密度
8~9
操作说明:
①在后裤片上标出口袋的位置
②将左后袋放在准确位置,以连续线迹车缝在后裤片上
③同样的方法车缝右后袋,同时离袋口
1英寸处夹缝标签
质量控制要点:
①线迹宽10mm(3/8英寸)线迹顺直
②左、右后袋高度一致
③标签缝在右后袋的位置要准确
④线迹顺直
⑤无重复、重叠线迹,无跳针
4、合侧缝、绱腰头、合下裆缝、缝裤口
合侧缝、绱腰头、合下裆缝、缝裤口如表6~4的第23~29工序。
表6~4合侧缝、绱腰头、合下裆缝、缝裤口
序号
工序
名称
操作图示
缝型
线迹
设备
品种
23
固定前、后片侧缝
301
单针
平缝机
线迹
密度
8~9
操作说明:
①用临时针法连接左后片和左前侧片,右片相同
②车缝至侧袋袋口下端
质量控制要点:
①缝份宽度为10mm(3/8英寸),最宽不超过12.7mm(1/2英寸)
②前、后片腰线要对齐
③线迹顺直
序号
工序名称
操作图示
缝型
线迹
设备
品种
24
包缝
侧缝
401+504
五线包缝机
线迹密度
9~10
操作说明:
①前片朝上,从腰口至裤口包缝侧缝
②另一边侧缝由裤口至腰口包缝
质量控制要点:
①缝份宽度为12.7mm(1/2英寸)
②前、后片位置准确
③包缝边要光洁
④无跳针
序号
工序
名称
操作图示
缝型
线迹
设备
品种
25
绱腰头
301
双针平缝机[两缝线间距32mm(1.25英寸)]折边器[宽度38mm(1.5英寸)]
线迹
密度
8~9
操作说明:
①将腰头放入折边器预缝25.4~50.8mm(1~2英寸)
②然后开始将裤片夹入腰头车缝,注意两边要对称
质量控制要点:
①缝份宽为12.7mm(1/2英寸)线迹顺直
②车缝时注意按标记控制腰围尺寸
③线迹顺直
④无重复、重叠线迹,无跳针
序号
工序
名称
操作图示
缝型
线迹
设备
品种
26
车缝腰头两端
301
单针平缝机
线迹
密度
8~9
操作说明:
①清剪腰头两端多余部分,留10mm(3/8英寸)
②折净腰头两端并车缝明线固定
质量控制要点:
①缝份宽10mm(3/8英寸)
②线迹顺直
③车缝明线后腰头反面不倒吐
④腰头左端边明线应与门襟明线对齐
序号
工序
名称
操作图示
缝型
线迹
设备
品种
27
缝合下裆缝
401+401
搭接缝缝纫机及12.7mm(1/2英寸)宽折边器
线迹
密度
8~9
操作说明:
①分别将前后片放入折边器的上、下槽中
②从右裤口经过裆缝至左裤口连续车缝下裆缝
质量控制要点:
①缝份宽为12.7mm(1/2英寸)
②缝份宽度要足够
③裆缝和下裆缝的交叉点要对齐,左右裤腿要对称
④无重复、重叠线迹,无跳针
序号
工序
名称
操作图示
缝型
线迹
设备
品种
28
折缝
裤口
301
单针平缝机及裤口折边器
线迹
密度
8~9
操作说明:
从下裆缝位置开始连续车缝裤口一周,到头后再重合几针
质量控制要点:
①缝份宽为10mm(3/8英寸),允许误差为±1.5mm(±1/16英寸)
②车缝后缝份平整不扭曲
③缝份均匀
④明线顺直
⑤无重复、重叠线迹,无跳针
序号
工序
名称
操作图示
缝型
线迹
设备
品种
29
做串
带袢
406
串带袢机及12.7mm(1/2英寸)折边器
线迹
密度
8~9
操作说明:
①将连续的布条放入折边器中制成一长带袢
②按要求长度剪串带袢
质量控制要点:
①缝份宽8mm(5/16英寸)
②串带袢宽度要准确
③串带袢长度要符合标准
④无浮线
5、锁扣眼、套结、缝皮标牌
锁扣眼、套结、缝皮标牌如表6~5的第30~32工序。
表6~5锁扣眼、套结、缝皮标牌
序号
工序
名称
操作图示
缝型
线迹
设备
品种
30
锁扣眼
404
锁眼机
线迹
密度
操作说明:
①拉开拉链,将左侧腰头反面翻出
②在左侧腰头反面顶端位置锁扣眼
质量控制要点:
①扣眼位置准确
②无跳针
③线尾长度适当
序号
工序
名称
操作图示
缝型
线迹
设备
品种
31
套结
322
套结机
322
操作说明:
①前腰距前侧袋口10mm(3/8英寸)处两串带袢套结
②后裆中间位置的串带袢及两侧对称的两个串带袢套结
③后袋口两端套结加固
④门襟下端套结加固
质量控制要点:
①套结宽12.7mm(1/2英寸)
②串套袢两端要折扣整齐
③按要求准确安置串带袢位置
④套结后的串带袢长度要一致
⑤袋口的套结要平直
序号
工序
名称
操作图示
缝型
线迹
设备
品种
32
缝皮
标牌
301
单针
平缝机
线迹
密度
8~9
操作说明:
将标牌的上、下边车缝在腰头上面
质量控制要点:
①标牌位置准确
②线迹平直
 升级会员
升级会员 