通用数控火焰切割工艺下料工必备doc.docx
《通用数控火焰切割工艺下料工必备doc.docx》由会员分享,可在线阅读,更多相关《通用数控火焰切割工艺下料工必备doc.docx(11页珍藏版)》请在冰豆网上搜索。
通用数控火焰切割工艺下料工必备doc
数控火焰切割工艺
气割精度是指被切割完的工作几何尺寸与其图纸尺寸对比的误差关系,切割质量是指工件切割断面的表面粗糙度、切口上边缘的熔化塌边程度、切口下边缘是否有挂渣和割缝宽度的均匀性等。
9.1影响钢板火焰切割质量的三个基本要素(气体、切割速度、割嘴高度)
1.气体
(1)氧气氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量;另外,氧气是钢材被预热达到燃点后进行燃烧所必须的。
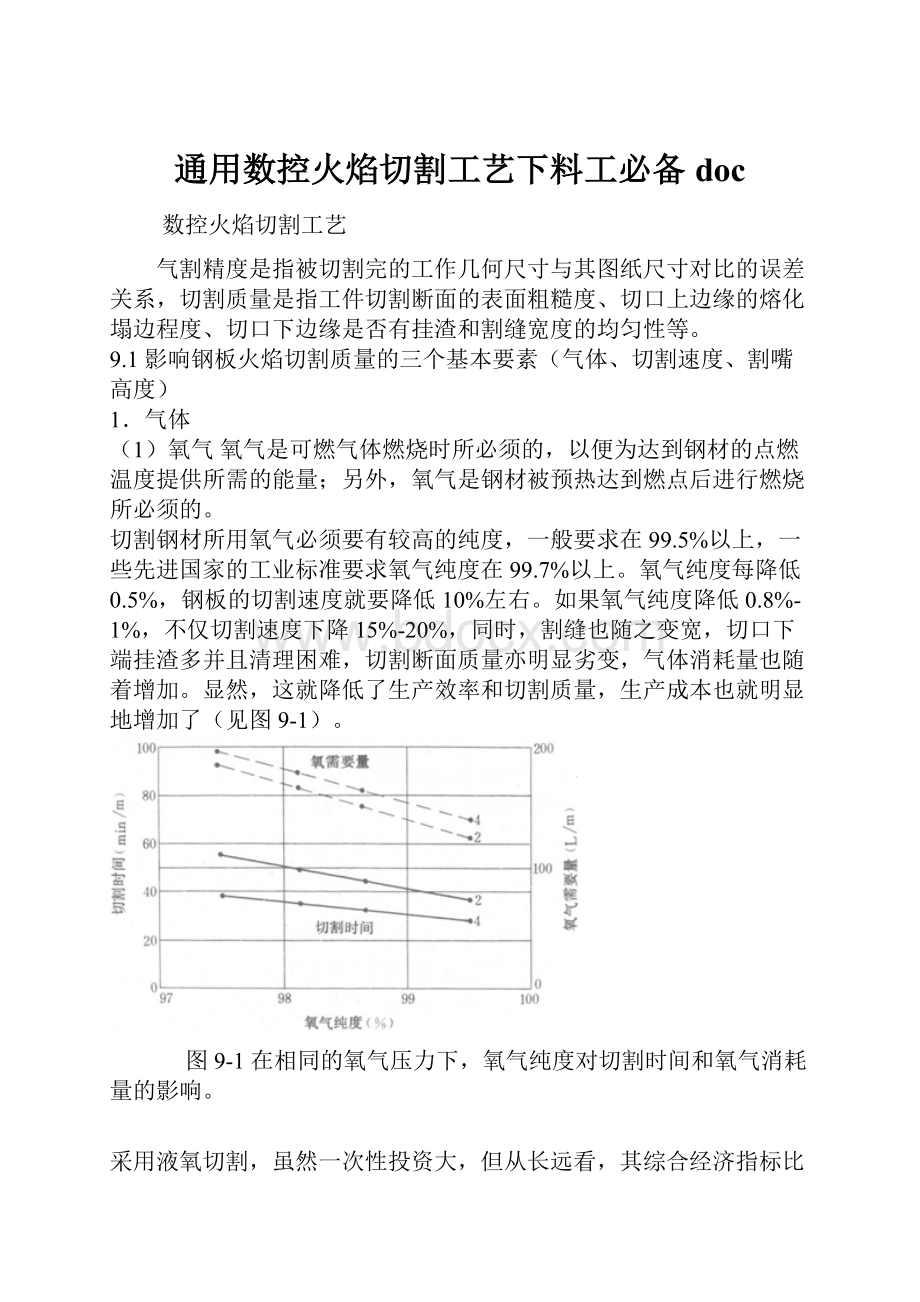
切割钢材所用氧气必须要有较高的纯度,一般要求在99.5%以上,一些先进国家的工业标准要求氧气纯度在99.7%以上。
氧气纯度每降低0.5%,钢板的切割速度就要降低10%左右。
如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量亦明显劣变,气体消耗量也随着增加。
显然,这就降低了生产效率和切割质量,生产成本也就明显地增加了(见图9-1)。
图9-1在相同的氧气压力下,氧气纯度对切割时间和氧气消耗量的影响。
采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。
气体压力的稳定性对工件的切割质量也是至关重要的。
波动的氧气压力将使切割断面质量明显劣变。
气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。
切割时如果采用了超出规定数值的氧气压力,并不能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。
表9-1是国内常用的上海气焊机厂生产的GK1系列快速割嘴(即采用拉伐尔喷管结构的割嘴)的使用参数(厂家可能随时对参数进行修改,应以割嘴所附说明书为准,此表仅供参考)。
表9-1GK1割嘴性能参数表
(2)可燃性气体火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:
甲烷+乙烷+丙烷。
一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如采用煤气或天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。
相比较而言,乙炔比天然气要贵得多,但由于资源问题,在实际生产中,一般多采用乙炔气体,只是在切割大厚板同时又要求较高的切割质量以及资源充足时,才考虑使用天然气。
(3)火焰的调整通过调整氧气和乙炔的比例可以得到三种切割火焰:
中性焰(即正常焰),氧化焰,还原焰,见图9-2。
正常火焰的特征是在其还原区没有自由氧和活性碳,有三个明显的区域,焰芯有鲜明的轮廓(接近于圆柱形)。
焰芯的成分是乙炔和氧气,其末端呈均匀的圆形和光亮的外壳。
外壳由赤热的碳质点组成。
焰芯的温度达1000℃。
还原区处于焰芯之外,与焰芯的明显区别是它的亮度较暗。
还原区由乙炔未完全燃烧的产物——氧化碳和氢组成,还原区的温度可达3000℃左右。
外焰即完全燃烧区,位于还原区之外,它由二氧化碳和水蒸气、氮气组成,其温度在1200~2500℃之间变化。
氧化焰是在氧气过剩的情况下产生的,其焰芯呈圆锥形,长度明显地缩短,轮廓也不清楚,亮度是暗淡的;同样,还原区和外焰也缩短了,火焰呈紫蓝色,燃烧时伴有响声,响声大小与氧气的压力有关,氧化焰的温度高于正常焰。
如果使用氧化焰进行切割,将会使切割质量明显地恶化。
还原焰是在乙炔过剩的情况下产生的,其焰芯没有明显的轮廓,其焰芯的末端有绿色的边缘,按照这绿色的边缘来判断有过剩的乙炔;还原区异常的明亮,几乎和焰芯混为一体;外焰呈黄色。
当乙炔过剩太多时,开始冒黑烟,这是因为在火焰中乙炔燃烧缺乏必须的氧气造成的。
预热火焰的能量大小与切割速度、切口质量关系相当密切。
随着被切工件板厚的增大和切割速度的加快,火焰的能量也应随之增强,但又不能太强,尤其在割厚板时,金属燃烧产生的反应热增大,加强了对切割点前沿的预热能力,这时,过强的预热火焰将使切口上边缘严重熔化塌边。
太弱的预热火焰,又会使钢板得不到足够的能量,逼使减低切割速度,甚至造成切割过程中断。
所以说预热火焰的强弱与切割速度的关系是相互制约的。
一般来说,切割200mm以下的钢板使用中性焰可以获得较好的切割质量。
在切割大厚度钢板时应使用还原焰预热切割,因为还原焰的火焰比较长,火焰的长度应至少是板厚的1.2倍以上。
2.切割速度
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。
在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。
切割速度直接影响到切割过程的稳定性和切割断面质量。
如果想人为地调高切割速度来提高生产效率和用减慢切割速度来最佳地改善切割断面质量,那是办不到的,只能使切割断面质量变差。
过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
通过观察熔渣从切口喷出的特点,可调整到合适的切割速度。
在正常的火焰切割过程中,切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量(见图9-3)。
速度过低时,没有后拖量,工件下面割口处的火花束向切割方向偏移。
如提高割炬的运行速度,火花束就会向相反的方向偏移,当火花束与切割氧流平行时,就认为该切割速度正常。
速度过高时,火花束明显后偏,见图9-4。
3.割嘴与被切工件表面的高度
在钢板火焰切割过程中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。
不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。
为保证获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。
9.2热变形的控制
在切割过程中,由于对钢板的不均匀的加热和冷却,材料内部应力的作用将使被切割的工件发生不同程度的弯曲或移位——即热变形,具体表现是形状扭曲和切割尺寸偏差。
由于材料内部应力不可能平衡和完全消除,所以只能采取一些措施来设法减少热变形。
9.3钢板表面预处理
钢板从钢铁厂经过一系列的中间环节到达切割车间,在这段时间里,钢板表面难免产生一层氧化皮。
再者,钢板在轧制过程中也产生一层氧化皮附着在钢板表面。
这些氧化皮熔点高,不容易燃烧和熔化,增加了预热时间,降低了切割速度;同时经过加热,氧化皮四处飞溅,极易对割嘴造成堵塞,降低了割嘴的使用寿命。
所以,在切割前,很有必要对钢板表面进行除锈预处理。
常用的方法是抛丸除锈,之后喷漆防锈。
即将细小铁砂用喷丸机喷向钢板表面,靠铁砂对钢板的冲击力除去氧化皮,再喷上阻燃、导电性好的防锈漆。
钢板切割之前的除锈喷漆预处理已成为金属结构生产中一个不可缺少的环节。
9.4数控火焰切割质量缺陷与原因分析
在实际生产过程中,经常会产生这样或那样的质量问题,一般有如下几种缺陷:
边缘缺陷,切割断面缺陷,挂渣、裂纹等。
而造成质量事故的原因很多,如果氧气纯度保证正常,设备运行正常,那么造成火焰切割质量缺陷的原因主要表现在如下几个方面:
割炬、割嘴、钢材本身质量、钢板材质。
1.上边缘切割质量缺陷
这是由于熔化而造成的质量缺陷。
(1)上边缘塌边
现象:
边缘熔化过快,造成圆角塌边。
原因:
①切割速度太慢,预热火焰太强;
②割嘴与工件之间的高度太高或太低;使用的割嘴号太大,火焰中的氧气过剩。
(2)水滴状熔豆串(见图9-9)
现象:
在切割的上边缘形成一串水滴状的熔豆。
原因:
①钢板表面锈蚀或有氧化皮;
②割嘴与钢板之间的高度太小,预热火焰太强;
③割嘴与钢板之间的高度太大。
(3)上边缘塌边并呈现房檐状(见图9-10)
现象:
在切口上边缘,形成房檐状的凸出塌边。
原因:
①预热火焰太强;
②割嘴与钢板之间的高度太低;
③切割速度太慢;割嘴与工件之间的高度太大,使用的割嘴号偏大,预热火焰中氧气过剩。
(4)切割断面的上边缘有挂渣(见图9-11)
现象:
切口上边缘凹陷并有挂渣。
原因:
①割嘴与工件之间的高度太大,切割氧压力太高;
②预热火焰太强。
2.切割断面凹凸不平,即平面度差
(1)切割断面上边缘下方,有凹形缺陷(见图9-12)现象:
在接受切割断面上边缘处有凹陷,同时上边缘有不同程度的熔化塌边。
原因:
①切割氧压力太高;
②割嘴与工件之间的高度太大;割嘴有杂物堵塞,使风线受到干扰变形。
(2)割缝从上向下收缩(见图9-13)
现象:
割缝上宽下窄。
原因:
①切割速度太快;
②割嘴与工件之间的高度太大,割嘴有杂物堵塞,使风线受到干扰变形。
(3)割缝上窄下宽(见图9-14)
现象:
割缝上窄下宽,成喇叭状。
原因:
①切割速度太快,切割氧压力太高;
②割嘴号偏大,使切割氧流量太大;
③割嘴与工件之间的高度太大;
(4)切割断面凹陷(见图9-15)
现象:
在整个切割断面上,尤其中间部位有凹陷。
原因:
①切割速度太快;
②使用的割嘴太小,切割压力太低,割嘴堵塞或损坏;
③切割氧压力过高,风线受阻变坏。
(5)切割断面呈现出大的波纹形状(见图9-16)
现象:
切割断面凸凹不平,呈现较大的波纹形状。
原因:
①切割速度太快;
②切割氧压力太低,割嘴堵塞或损坏,使风线变坏;
③使用的割嘴号太大。
(6)切口垂直方向的角度偏差(见图9-17)
现象:
切口不垂直,出现斜角。
原因:
①割炬与工件面不垂直;
②风线不正。
(7)切口下边缘成圆角(见图9-18)
现象:
切口下边缘有不同程度的熔化,成圆角状。
原因:
①割嘴堵塞或者损坏,使风线变坏;
②切割速度太快,切割氧压力太高。
(8)切口下部凹陷且下边缘成圆角(见图9-19)
现象:
接近下边缘处凹陷并且下边缘熔化成圆角。
原因:
切割速度太快,割嘴堵塞或者损坏,风线受阻变坏。
3.切割断面的粗糙度缺陷切割断面的粗糙度直接影响后续工序的加工质量,切断面的粗糙度与割纹的超前量及其深度有关。
(1)切割断面后拖量过大(图9-20)
现象:
切割断面割纹向后偏移很大,同时随着偏移量的大小而出现不同程度的凹陷。
原因:
①切割速度太快;
②使用的割嘴太小,切割氧流量太小,切割氧压力太低;
③割嘴与工件的高度太大。
(2)在切割断面上半部分,出现割纹超前量(见图9-21)
现象:
在接近上边缘处,形成一定程度的割纹超前量。
原因:
①割炬与切割方向不垂直,割嘴堵塞或损坏;
②风线受阻变坏;
现象:
在靠近切割断面下边缘处出现割纹超前量太大。
原因:
①割嘴堵塞或损坏,风线受阻变坏;
②割炬不垂直或割嘴有问题,使风线不正、倾斜。
4.挂渣在切割断面上或下边缘产生难以清除的挂渣。
(1)下边缘挂渣(见图9-23)
现象:
在切割断面的下边缘产生连续的挂渣。
原因:
①切割速度太快或太慢,使用的割嘴号太小,切割氧压力太低;
②预热火焰中燃气过剩,钢板表面有氧化皮锈蚀或不干净;
③割嘴与工件之间的高度太大,预热火焰太强。
(2)切割断面上产生挂渣
现象:
在切割断面上有挂渣,尤其在下半部分有挂渣。
原因:
合金成份含量太高。
5.裂纹
现象:
在切割断面上出现可见裂纹,或在切割断面附近的内部出现脉动裂纹,或只是在横断面上可见到裂纹。
原因:
含碳量或含合金成份太高,采用预热切割法时,工件预热温度不够,工件冷却时间太快,材料冷作硬化。
 升级会员
升级会员 