可编程控制器PLC练习题.docx
《可编程控制器PLC练习题.docx》由会员分享,可在线阅读,更多相关《可编程控制器PLC练习题.docx(29页珍藏版)》请在冰豆网上搜索。
可编程控制器PLC练习题
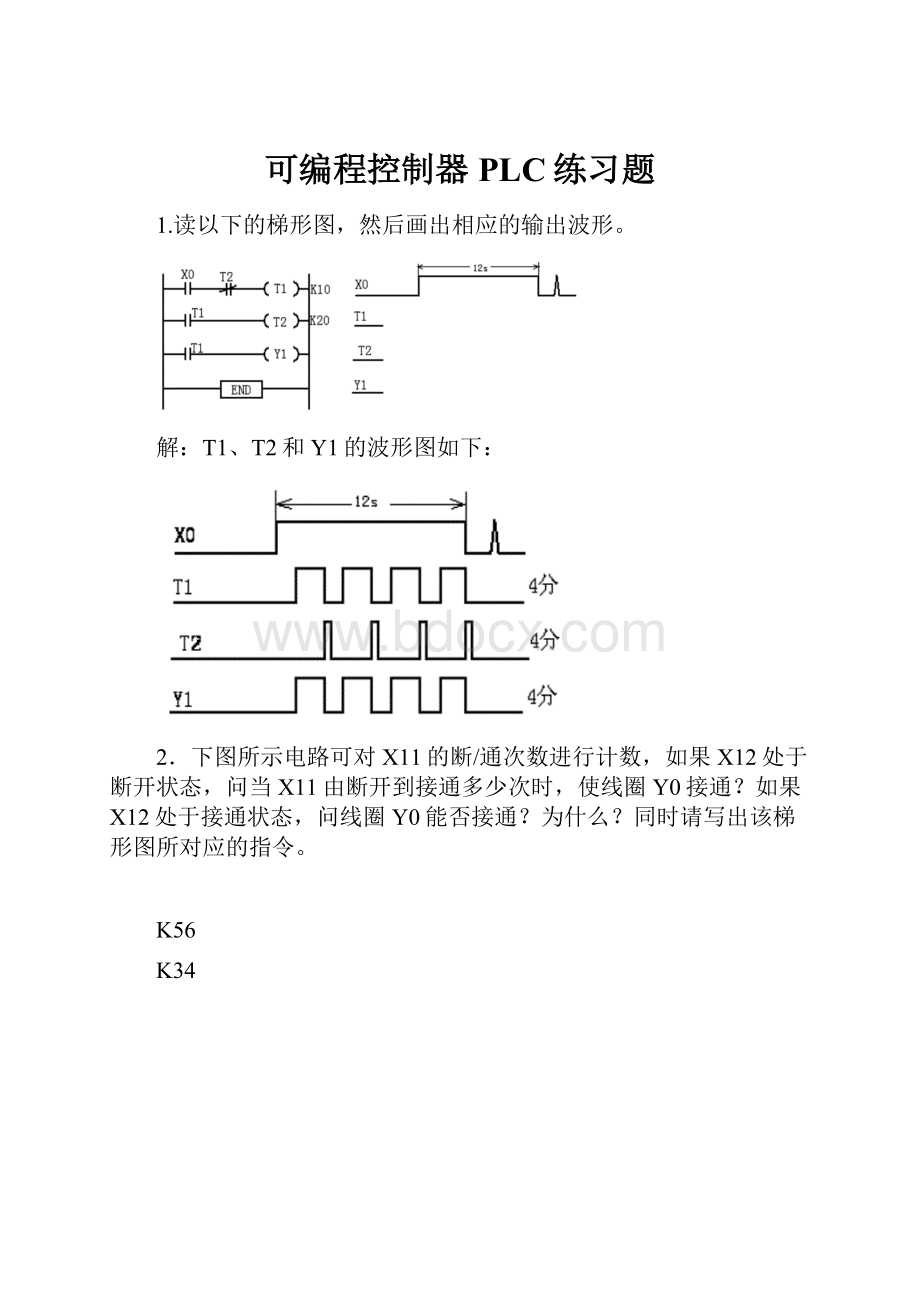
1.读以下的梯形图,然后画出相应的输出波形。
解:
T1、T2和Y1的波形图如下:
2.下图所示电路可对X11的断/通次数进行计数,如果X12处于断开状态,问当X11由断开到接通多少次时,使线圈Y0接通?
如果X12处于接通状态,问线圈Y0能否接通?
为什么?
同时请写出该梯形图所对应的指令。
K56
K34
LD X1 RST C1 OUT Y0
RST C0 LD X2 LD C0
LD X0 OUT C1 K5 OUT Y1
OUT C0 K10 LD C0 LD C1
LD X1 AND C1 OUT Y2
3.根据以下的PLC基本指令,画出其对应的梯形图。
LD X7 ANDT0 ANIC1 ANDX13
ANDX10 ANIM2 ORB OUTY5
ANDX11 ORB ANDM10 ANDM5
ANIX12 LDX14 ANIY2 OUTY3
LDIM1 ANDM3 OUTY1 END
4.试设计一个双速电机驱动的工作台PLC控制程序,要求能够完成如下图所示的控制要求:
试画出I/O接口图、梯形图,写出指令。
原点
解法1,利用步进指令:
(1).先画出PLC的I/O连接图(如下图所示)
(2)状态转移图(流程图)如下图所示:
(3)梯形图如下图所示:
(4)指令如下:
LDI Y1 LD X0 OUT Y4 OUT T1K25 LD X1
ANI Y2 SET S20 LD X3 LD T1 AND X5
ANI Y3 STL S20 SET S22 SET S24 OUT S0
ANI Y4 OUT Y1 STL S22 STL S24 RET
AND X1 OUT Y2 OUT Y1 OUT Y3 LD X6
SET S0 LD X2 LD X4 LD X1 ZRST S20 S27
STL S0 SET S21 SET S23 ANI X5 END
OUT Y0 STL S21 STL S23 OUT S20
解法2,利用基本指令:
(1).先画出PLC的I/O连接图(如下图所示)
(2)状态转移图(流程图)如下图所示:
(3)梯形图如下图所示:
(4)指令如下:
LDI Y1 AND X1 ANI X6 OUT Y0
ANI Y2 ORB OUT M3 LD M1
ANI Y3 OR M1 LD M3 OR M3
ANI Y4 ANI M2 AND X4 OUT Y1
AND X1 ANI X6 OR M4 LD M1
LD M5 OUT M1 ANI M5 OUT Y2
AND X5 LD M1 ANI X6 LD M5
AND X1 AND X2 OUT M4 OUT Y3
ORB OR M2 LD M4 LD M2
OR M0 ANI M3 AND T1 OUT Y4
ANI M1 ANI X6 OR M5 LD M4
OUT M0 OUT M2 ANI M0 OUT T1 K25
LD M0 LD M2 ANI M1 END
AND X0 AND X3 ANI X6
LD M5 OR M3 OUT M5
ANI X5 ANI M4 LD M0
5.根据以下的梯形图,画出对应的流程图。
6.根据以下的梯形图,写出对应的指令。
LD X1 ANI M4 MRD MPP
AND X2 OUT Y2 AND C2 AND X5
MPS LDI X4 OUT Y4 OUT Y6
AND X3 MPS MRD
OUT Y1 AND T1 ANI X6
MPP OUT Y3 OUT Y5
7.设计2台电动机先后启动、停止的PLC程序,控制要求如下:
1.启动的顺序为:
电动机1→延时10秒→电动机2
2.停止的顺序为:
电动机2→延时5秒→电动机1
允许使用定时器T,试画出其梯形图,并写出指令。
(1)梯形图如下:
(2)指令如下:
LD X1 ANI T2 AND T1 ANI X3
OR M1 OUT Y1 ANI M2 OUT M2
ANI X3 LD M1 OUT Y2 LD M2
OUT M1 OUT T1 K100 LD X2 OUT T2 K50
LD M1 LD M1 OR M2 END
8.请改正以下梯形图中的错误,要求画出正确的梯形图,并写出相应的指令.
(1)正确的梯形图如下图所示:
(2)指令如下:
LD X10 AND X7 AND X7 END
ANI T2 OR T1 OUTT2 K20
OUTT8 K10 OUT Y10 LD T1
LD T8 LD T8 OUT Y21
9.根据以下的梯形图,写出对应的指令。
LD X2 ANI X6 ORB OUT Y1
LDI X3 LD X7 ANB END
AND X4 LD X10 ORB
LD X5 ANI X11 ANB
10.根据以下的PLC指令,写出对应的梯形图。
LD M8002 OUT T1 K20 K30
SET S0 K10 LD T2 LD T3
STL S0 LD T1 SET S23 OUT S0
OUT Y0 SET S22 STL S23 RET
LDX0 STL S22 OUT Y1 LD X10
SET S21 OUT Y1 OUT Y2 ZRST S21 S26
STL S21 OUT Y2 OUT Y3 END
OUT Y1 OUT T2 OUT T3
11.设计三台电动机先后启动的PLC程序,控制要求如下:
●启动的顺序为:
电动机1→电动机2→电动机3
●停止的顺序为:
电动机3→电动机2→电动机1
不允许使用定时器T,试画出其梯形图,并写出指令。
(1)梯形图:
(2)指令
LD X1 OUT Y1 ANI X5 AND Y2 END
OR Y1 LD X2 OR Y3 OR Y3
ANIX4 AND Y1 OUT Y2 ANI X6
ORY2 OR Y2 LD X3 OUT Y3
12.根据下列工艺过程,设计PLC控制程序。
其中,动力头从原点(X2处)出发,完成加工任务后,回到原点停下,即单周期运行。
要求:
1. 画出I/O接口图;
2. 画出状态转移图(流程图);
3. 画出梯形图;
4. 最后正确地写出指令。
(1).I/O连接图如下:
(2). 状态转移图(流程图)如下:
(3.) 梯形图如下:
(4). 指令如下:
LD X2 OUT Y4 STL S22 SET S24 LD T0 ZRST
SET S0 LD X3 OUT Y4 STL S24 SET S26 S20
STL S0 SET S21 LD X5 OUT Y4 STL S26 S26
OUT Y0 STL S21 SET S23 LD X7 OUT Y3 END
LD X0 OUT Y4 STL S23 SET S25 LD X2
ANI X1 OUT Y5 OUT Y4 STL S25 SET S0
SET S20 LD X4 OUT Y5 OUT T0 RET
STL S20 SET S22 LD X6 K50 LD X1
13.根据以下电气原理图,试画出I/O连接图,设计出PLC的梯形图,并写出指令。
设时间继电器KT的延时时间是3秒钟。
(1).I/O连接图如下:
(2)梯形图如下:
(3).指令如下:
LD X2 ANI X3 LD Y1 ANI T1 OR Y2 OUT Y2
OR Y1 ANI X4 ANI Y2 OUT Y3 AND Y1 END
ANI X1 OUT Y1 OUT T1 K70 LD T1 ANI Y3
14.试设计以下程序,按下启动按钮,电动机2先启动,经过1.5秒后,电动机1启动。
按下停止按钮,电动机2先停止,1.5秒后电动机1停止。
试编写其梯形图和指令。
(1)梯形图:
(2)指令:
LD X0 LD T0 MOV(P) LD T1 K2Y0
ANI T1 OUT T1K15 K85 MOV(P) END
OUT T0K15 LD T0 K2Y0 K170
15.根据以下的梯形图,画出M3和Y1的动作时序图。
解:
M3和Y1的动作时序图如下:
16.根据以下的PLC指令,写出对应的梯形图。
并根据下图要求画出Y1和Y2的动作时序图。
(笔记)
LD X0 LD M0 ANI T2 ANI T2 K100 OUT C0
OR M0 ANI T1 OUT T1 OUT Y2 LD X1 K5
ANI C0 OUT Y1 K50 LD T1 RST C0 END
OUT M0 LD M0 LD T1 OUT T2 LD T2
解:
(1)梯形图如下图所示:
(2)波形图如下图所示:
17.分析以下的流程图,并将此图转变为PLC的梯形图,然后写出对应的指令。
(1)梯形图如下:
(2)指令如下:
LD X2 OUT Y4 STL S22 SET S24 LD T0 ZRST
SET S0 LD X3 OUT Y4 STL S24 SET S26 S20
STL S0 SET S21 LD X5 OUT Y4 STL S26 S26
OUT Y0 STL S21 SET S23 LD X7 OUT Y3 END
LD X0 OUT Y4 STL S23 SET S25 LD X2
ANI X1 OUT Y5 OUT Y4 STL S25 OUT S0
SET S20 LD X4 OUT Y5 OUT T0 RET
STL S20 SET S22 LD X6 K50 LD X1
18.根据以下PLC的梯形图,画出M100、M101和M206的波形图。
解:
M100、M101和M206的波形图如下:
19.根据下图所示的PLC梯形图,画出Y1、Y2的波形图。
同时请写出该梯形图所对应的指令。
(1)Y1、Y2的波形图如下图所示:
该梯形图所对应的指令如下:
LD X1 OUT Y1 LD X1
OR Y1 ANI X1 OUT Y2
ANI T1 OUT T1 K30 END
20.在以下PLC的梯形图中,第一行与第二行是否可以对调?
请说明理由,并简单阐述对调后程序运行的结果。
答:
可以对调。
但是对调以后,程序运行的结果有变化,
由于T0的常开触点出现在其线圈的前面,造成T0的常开触点的动作比对调之前晚了一个扫描周期。
21.二台电动机先后起动,控制要求如下:
第一台先起动,5秒后第一台电动机停止,第二台起动,运行3秒钟后停止,暂停2秒后第一台重新起动,如此循环运行,试设计出PLC的I/O连接图、梯形图,并编写指令。
(1)PLC的I/O连接图如下图所示:
(2)梯形图如下图所示:
(3)指令如下:
LD X0 ANI T3 LD M0 ANI T2 END
OR M0 OUT T1 K50 AND T1 OUT Y2
ANI X1 LD M0 OUT T2 K30 LD M0
OUT M0 ANI T1 LD M0 AND T2
LD M0 OUT Y1 AND T1 OUT T3 K20
22.根据以下的PLC指令,写出对应的梯形图。
LD X10 OUT T10 K30 K20
SET S2 K10 LD T12 LD T13
STL S2 LD T10 SET S23 OUT S2
OUT Y0 SET S22 STL S23 RET
LDX0 STL S22 OUT Y1 LD X15
SET S21 OUT Y1 OUT Y2 ZRST S21 S27
STL S21 OUT Y2 OUT Y3 END
OUT Y1 OUT T12 OUT T13
23.根据以下的梯形图,画出M100、M101和Y0的波形图。
解:
M100、M101和Y0的波形图如下:
24.根据下列工艺过程,设计某深孔钻的PLC控制程序。
其中,钻头从原点(位于X1处)出发,完成加工任务后,回到原点停下,即单周期运行。
要求:
(1)画出I/O接口图;
(2)画出状态转移图(流程图);
(3)画出梯形图;
(4)最后正确地写出指令。
(1)I/O连接图如下:
(2)状态转移图(流程图)如下:
(3)梯形图如下:
(4)指令如下:
LDI Y1 LD X2 STL S23 LD X1 LD S28
ANI Y2 SET S21 OUT Y1 SET S26 OUT Y2
AND X1 STL S21 LD X3 STL S26 LD X1
SET S0 OUT T1 K20 SET S24 OUT Y1 OUT S0
STL S0 LD T1 STL S24 LD X4 RET
OUT Y0 SET S22 OUT T1 K20 SET S27 LD X6
LD X0 STL S22 LD T1 STL S27 ZRST
SET S20 OUT Y2 SET S25 OUT T1 K20 S20
STL S20 LD X1 STL S25 LD T1 S29
OUT Y1 SET S23 OUT Y2 SET S28 END
25.运用PLC的比较指令设计一密码锁控制程序。
密码锁为8个按钮,若按H65(即01100101B),正确后经过2秒,开启照明(Y1);按H87(即10000111B),正确后经过3秒,开启空调(Y2);如果错误,则启动报警器(Y3),按下复位按钮X17,可以对报警器进行复位。
试编写其梯形图和指令。
.
(1)梯形图如下图所示:
(2)指令如下:
LD X10 AND M1 K2X0 LD T2 AND X10
CMP OUT T1 K20 H87 OUT Y2 ANI Y1
K2X0 LD T1 M10 LD M0 ANI Y2
H65 OUT Y1 LD X10 OR M2 ANI X17
M0 LD X10 AND M11 OR M10 OUT Y3
LD X10 CMP OUT T2 K30 OR M12 END
26、汽车转弯灯的控制
假设利用PLC控制汽车转弯灯:
如果向左转弯,则将开关扳到左侧(X1接通),左闪灯Y1开始闪烁(亮0.5秒,灭0.5秒);如果向右转弯,则将开关扳到右侧(X2接通),右闪灯Y2开始闪烁(亮0.5秒,灭0.5秒);转弯结束,将开关扳到中间(X0接通),Y1或Y2熄灭。
如果驾驶员忘记关灯,则5秒后自动关灯。
27.交流电动机的正反转控制
某送料机的控制由一台电动机驱动,其往复运动采用电动机正反转来完成。
正转完成送料,反转完成取料,由操作工控制。
当电动机正转运行时,若按反转启动按钮,则电动机不能反转,只有按停止按钮后,再按反转启动按钮,电动机才能反转。
同理,电动机在反转运行时,也不能直接进入正转运行。
28.三路抢答器控制
在各种竞赛中,经常有抢答的内容,就要用到抢答器。
下面要求设计一个3路抢答器,控制要求为:
当其中某一路抢到后,其他2路作用失效。
按复位按钮后,继续下一轮抢答。
29.锅炉引风机和鼓风机的控制
锅炉燃料的燃烧需要充分的氧气,引风机和鼓风机为锅炉燃料的燃烧提供氧气。
具体控制要求为:
首先引风机启动,延时8秒钟后鼓风机启动;停止时,按停止按钮,鼓风机先停止,8秒钟后引风机停止。
30.交流电动机Y-△降压启动控制
对于比较大容量的交流电动机,启动时可以采用Y-△降压启动,电动机开始启动时为Y形连接,延时一定时间后,自动切换到△形连接运行。
Y-△转换用两个接触器切换完成,有PLC输出触点控制。
31.故障报警的实现
用PLC实现2台泵站电动机的过载报警,当1号电动机的故障信号到来时,X0闭合,Y0闪烁报警,同时Y3输出电铃鸣响。
按X2(SB1按钮),1号电动机故障消铃有效,电铃停止同时闪烁停止,但是Y0仍然得电进行指示,直到故障解除为止。
当2号电动机的故障信号到来时,X1闭合,Y1闪烁报警,同时Y3输出电铃鸣响。
按X2(SB1按钮),2号电动机故障消铃有效,电铃停止同时闪烁停止,但是Y1仍然得电进行指示,直到故障解除为止。
按X3(SB2)按钮可以进行试灯和试铃,两个报警灯和电铃都得电,灯光闪烁,电铃鸣响。
松开按钮SB2,两个报警灯和电铃都断电,灯光闪烁和电铃鸣响结束。
32.钢管印字工序的控制
在钢管生产过程中,镀锌和检验工序完成后进入印字工序。
印字工序的主要工作是在钢管上印制规格、标准和生产厂的信息,基本结构如下图所示。
工作过程是:
钢管通过辊道传送,运动方向由左至右。
辊道中有无钢管,用传感器A(X0)和B(X1)检测。
印字机构由汽缸(Y0)和印字胶辊组成。
当钢管到达B点时,通过电磁阀控制汽缸使印字胶辊向下运动。
印字胶辊接触到钢管后,由钢管运动带动印字胶辊转动,将信息印在钢管上。
当钢管尾端离开A点时,电磁阀断电,汽缸复位(印字胶辊抬起)并计数一次,此时完成一次印字过程。
如此循环往复。
33.运料小车的控制
如下图所示,运料小车的控制要求如下:
(1)按下启动按钮SB(X0),小车电动机M正转,由Y0控制。
小车第一次前进,碰到限位开关SQ1(X1)后,小车电动机M反转,由Y1控制,小车后退。
(2)小车后退,碰到限位开关SQ2(X2)后,小车停止。
停止5秒后,第二次前进,碰到限位开关SQ3(X3)后,小车电动机M反转,小车再次后退。
(3)第二次后退,碰到限位开关SQ2(X2)后,小车停止。
(4)再次按下启动按钮SB(X0),小车重复上述过程。
34、生产线次品拣出控制
如下图所示,某生产线产品检验工序,要求出现次品时进行拣出处理。
A位置是产品计数检测和次品检测,B位置是次品拣出的位置。
在A位置通过次品检测器检测到次品后,当次品移动到B位置时,通过机械手将次品放入次品收集箱。
35.人行横道交通灯程序设计
本题只考虑人行横道交通灯的程序设计。
某人行横道两端设有红、绿各两盏信号灯,如下图所示。
平时红灯亮,路边设有按钮,行人要过马路时按此按钮。
按动按钮4秒钟后红灯灭,绿灯亮;绿灯亮30秒钟后,闪烁4次(0.5秒亮,0.5秒灭)后熄灭,红灯亮。
若再有人按此按钮,则重复上述过程。
从按下按钮后到下一次红灯亮之前,这一段时间内,按钮不起作用。
 升级会员
升级会员 