冷缩电缆附件生产工艺.docx
《冷缩电缆附件生产工艺.docx》由会员分享,可在线阅读,更多相关《冷缩电缆附件生产工艺.docx(139页珍藏版)》请在冰豆网上搜索。
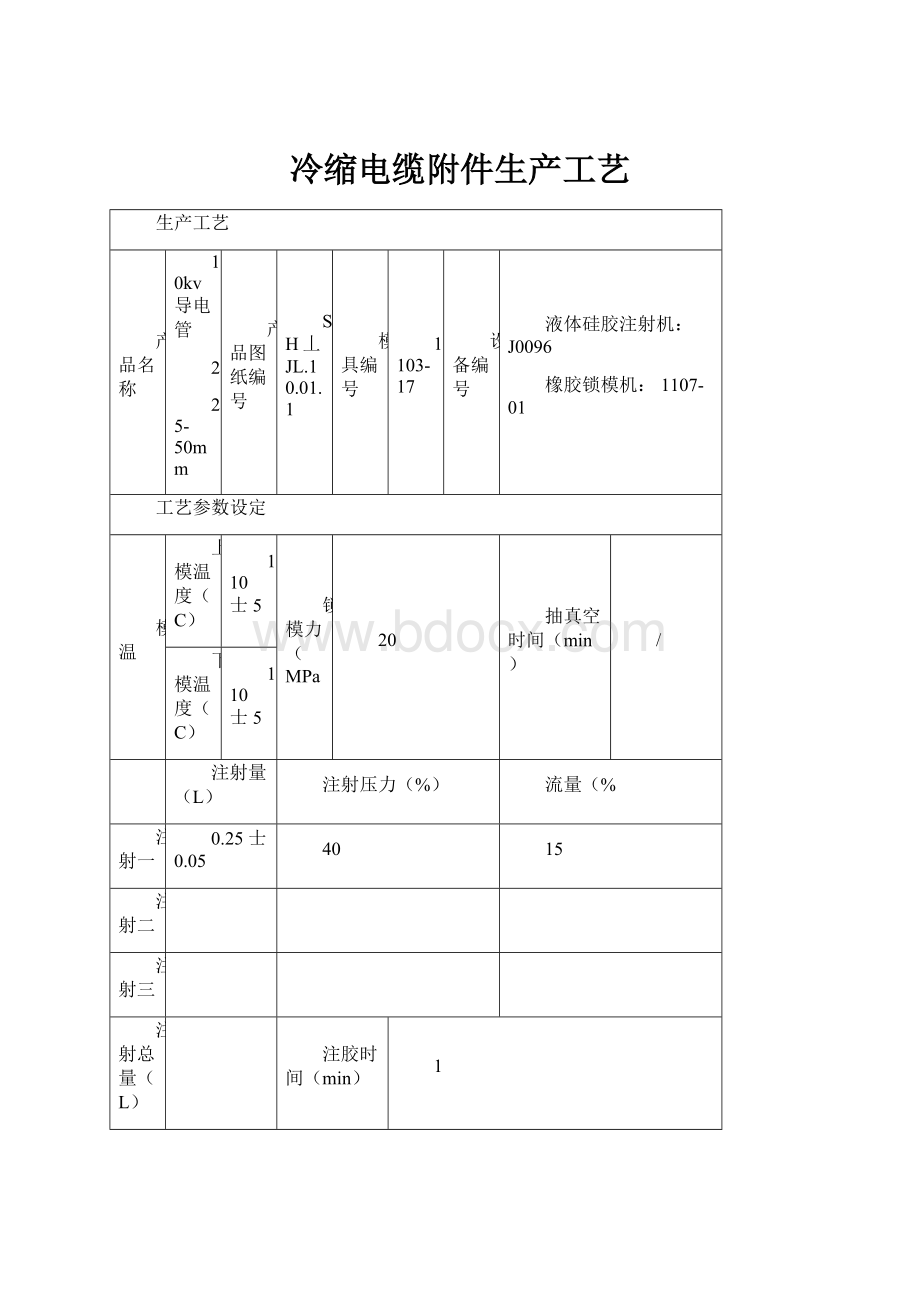
冷缩电缆附件生产工艺
生产工艺
产品名称
10kv导电管
2
25-50mm
产品图纸编号
SH丄JL.10.01.1
模具编号
1103-17
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
1107-01
工艺参数设定
模温
上模温度(C)
110士5
锁模力(MPa
20
抽真空时间(min)
/
下模温度(C)
110士5
注射量(L)
注射压力(%)
流量(%
注射一
0.25士0.05
40
15
注射二
注射三
注射总量(L)
注胶时间(min)
1
保压时间(min)
15±2
硫化时间(min)
20士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv导电管
2
70-150mm
产品图纸编号
SH.LJL.10.01.2
模具编号
1103-18
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
1107-01
工艺参数设定
模温
上模温度(C)
115士5
锁模力(MPa
20
抽真空时间(min)
下模温度(C)
115士5
注射量(L)
注射压力(%
流量(%
注射一
0.35士0.05
45
20
注射二
注射三
注射总量(L)
注胶时间(min)
1
保压时间(min)
10士2
硫化时间(min)
15士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv导电管
2
185-300mm
产品图纸编号
SH.LJL.10.01.3
模具编号
1103-19
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
1107-01
工艺参数设定
模温
上模温度(C)
115士5
锁模力(MPa
22
抽真空时间(min)
下模温度(C)
115士5
注射量(L)
注射压力(%
流量(%
注射一
0.45士0.05
45
25
注射二
注射三
注射总量(L)
注胶时间(min)
2
保压时间(min)
15±2
硫化时间(min)
15士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv导电管
2
400-630mm
产品图纸编号
SH.LJL.10.01.4
模具编号
1103-20
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
1107-01
工艺参数设定
模温
上模温度(C)
110士5
锁模力(MPa
20
抽真空时间(min)
下模温度(C)
110士5
注射量(L)
注射压力(%)
流量(%
注射一
0.60士0.05
40
15
注射二
注射三
注射总量(L)
注胶时间(min)
3-5
保压时间(min)
15士2
硫化时间(min)
15士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
*产品名称
10kv导电外皮
2
25-50mm
产品图纸编号
SH丄JB.10.01.1
模具编号
1103-09
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
J0084
工艺参数设定(模具刀口打磨一下,去除刀口上的毛刺,温度由85C提升到110C,两点对角进浇解决窝气)
模温
上模温度(C)
110士5
锁模力(bar)
150
抽真空时间(min)
下模温度(C)
110士5
注射量(L)
注射压力(%
流量(%
注射一
0.37士0.05
50
20
注射二
注射三
注射总量(L)
注胶时间(min)
1
保压时间(min)
15±2
硫化时间(min)
15士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv导电外皮
2
70-150mm
产品图纸编号
SH.LJB.10.01.2
模具编号
1103-10
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
J0084
工艺参数设定
模温
上模温度(C)
100士5
锁模力(bar)
150
抽真空时间(min)
下模温度(C)
100士5
注射量(L)
注射压力(%
流量(%
注射一
0.40士0.05
45
20
注射二
注射三
注射总量(L)
注胶时间(min)
1
保压时间(min)
20±2
硫化时间(min)
25士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv导电外皮
2
185-300mm
产品图纸编号
SH.LJB.10.01.3
模具编号
1103-11
设备编号液体硅胶注射机:
J0096
橡胶锁模机:
J0084
工艺参数设定
模温
上模温度(C)
100士5
锁模力(bar)
150
抽真空时间(min)
下模温度(C)
100士5
注射量(L)
注射压力(%
流量(%
注射一
0.45士0.05
50
20
注射二
注射三
注射总量(L)
注胶时间(min)
2
保压时间(min)
20±2
硫化时间(min)
25士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv导电外皮
2
400-630mm
产品图纸编号
SH丄JB.10.01.4
模具编号
1103-12
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
J0084
工艺参数设定
模温
上模温度(C)
100士5
锁模力(bar)
150
抽真空时间(min)
下模温度(C)
100士5
注射量(L)
注射压力(%
流量(%
注射一
0.5士0.05
45
20
注射二
注射三
注射总量(L)
注胶时间(min)
2
保压时间(min)
15士2
硫化时间(min)
30士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv应力锥
2
25-50mm
产品图纸编号
SH丄YL.10.01.1
模具编号
1103-13
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
J0084
工艺参数设定
模温
上模温度(C)
110士5
锁模力(bar)
120
抽真空时间(min)
下模温度(C)
110士5
注射量(L)
注射压力(%)
流量(%
注射一
0.14士0.05
40
15
注射二
注射三
注射总量(L)
注胶时间(min)
1
保压时间(min)
10士2
硫化时间(min)
5士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv应力锥
2
70-150mm
产品图纸编号
SH丄YL.10.01.2
模具编号
1103-14
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
J0084
工艺参数设定
模温
上模温度(C)
110士5
锁模力(bar)
120
抽真空时间(min)
下模温度(C)
110士5
注射量(L)
注射压力(%
流量(%
注射一
0.15士0.05
40
15
注射二
注射三
注射总量(L)
注胶时间(min)
1
保压时间(min)
12±2
硫化时间(min)
5士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
*产品名称
10kv应力锥
2
185-300mm
产品图纸编号
SH丄YL.10.01.3
模具编号
1103-15
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
J0084
工艺参数设定
模温
上模温度(C)
115士5
锁模力(bar)
150
抽真空时间(min)
下模温度(C)
115士5
注射量(L)
注射压力(%
流量(%
注射一
0.15士0.05
55
25士5
注射二
注射三
注射总量(L)
注胶时间(min)
1-2
保压时间(min)
5士2
硫化时间(min)
10士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv应力锥
2
400-630mm
产品图纸编号
SH丄YL.10.01.4
模具编号
1103-16
设备编号
液体硅胶注射机:
J0096
橡胶锁模机:
J0084
工艺参数设定
模温
上模温度(C)
士5
锁模力(bar)
抽真空时间(min)
下模温度(C)
士5
注射量(L)
注射压力(%)
流量(%
注射一
士0.05
注射二
注射三
注射总量(L)
注胶时间(min)
保压时间(min)
士2
硫化时间(min)
士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
3、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
4、脱模时,要防止风枪头把模具划伤或损坏制品;
5、注胶时间以实际岀胶时间为准,注射总量以岀胶口岀胶时注量为准
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv户内终端
2
25-50mm
产品图纸编号
SH丄NB.10.01.1
模具编号
1103-05
设备编号
液体硅胶注射机:
橡胶锁模机:
工艺参数设定
模温
上模温度(C)
士5
锁模力(bar)
抽真空时间(min)
下模温度(C)
士5
注射量(L)
注射压力(bar)
流量(%
注射一
士0.05
注射二
注射三
注射总量(L)
注胶时间(min)
保压时间(min)
士2
硫化时间(min)
士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、应力锥应安装到位;
3、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
4、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
5、脱模时,要防止风枪头把模具划伤或损坏制品;
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
*产品名称
10kv户内终端
2
70-150mm
产品图纸编号
SH丄NB.10.01.2
模具编号
1103-06
设备编号
液体硅胶注射机:
橡胶锁模机:
工艺参数设定
模温
上模温度(C)
士5
锁模力(bar)
抽真空时间(min)
下模温度(C)
士5
注射量(L)
注射压力(bar)
流量(%
注射一
士0.05
注射二
注射三
注射总量(L)
注胶时间(min)
保压时间(min)
士2
硫化时间(min)
士2
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、应力锥应安装到位;
3、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
4、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
5、脱模时,要防止风枪头把模具划伤或损坏制品;
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv户内终端
2
185-300mm
产品图纸编号
SH丄NB.10.01.3
模具编号
1103-07
设备编号
液体硅胶注射机:
橡胶锁模机:
工艺参数设定
模温
上模温度(C)
105士5
锁模力(bar)
180
保压时间(min)
10-15min
下模温度(C)
105士5
注射量(L)
注射压力(bar)
流量(%
注射一
0.52士0.05
140
30
注射二
0
5
5
注射三
0
5
5
注射四
0
5
5
硫化时间(min)
20-25min
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、应力锥应安装到位;
3、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
4、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
5、脱模时,要防止风枪头把模具划伤或损坏制品;
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv户内终端
2
400-630mm
产品图纸编号
SH丄NB.10.01.4
模具编号
1103-08
设备编号
液体硅胶注射机:
1106-04
橡胶锁模机:
1105-02、1105-05
工艺参数设定
模温
上模温度(C)
105士5
锁模力(bar)
190
保压时间(min)
10-15min
下模温度(C)
105士5
注射量(L)
注射压力(bar)
流量(%
注射一
0.65士0.05
140
30
注射二
0
5
5
注射三
0
5
5
注射四
0
5
5
硫化时间(min)
25-30min
注意事项:
1、冷模加热时,待模具温度达到工艺规定温度后需恒温2小时方可注胶;
2、应力锥应安装到位;
3、合模前要仔细检查各部件是否装配到位、齐全,工装、螺母是否安装到位;
4、开模时要特别注意:
启动时岀现异常声音或设备不动作时,不得强行启动设备,待查明原因并确保设备状况正常后再进行设备操作;
5、脱模时,要防止风枪头把模具划伤或损坏制品;
变更履历
变更序号
变更内容
日期
更改人
审批
审批
编制
日期
日期
生产工艺
产品名称
10kv户外终端
2
25-50mm
产品图纸编号
SULWB.10.01.1
模具编号
1103-01
设备编号
液体硅胶注射机:
1106-04
橡胶锁模机:
1105-02、1105-05
工艺参数设定
模温
上模温度(C)
105士5
锁模力(bar)
170士5
保压时间(min)
10-15min
下模温度(C)
105士5
注射量(L)
注射压力(bar)
流量(%
注射一
0.59士0.05
130
35
注射二
0
5
5
注射三
0
5
5
注射四
0
5
5
硫化时间(min)
25-30min
注意事项:
1、冷模加热时,待模具温度达到工
 升级会员
升级会员 