8型FG寄存器表.docx
《8型FG寄存器表.docx》由会员分享,可在线阅读,更多相关《8型FG寄存器表.docx(20页珍藏版)》请在冰豆网上搜索。
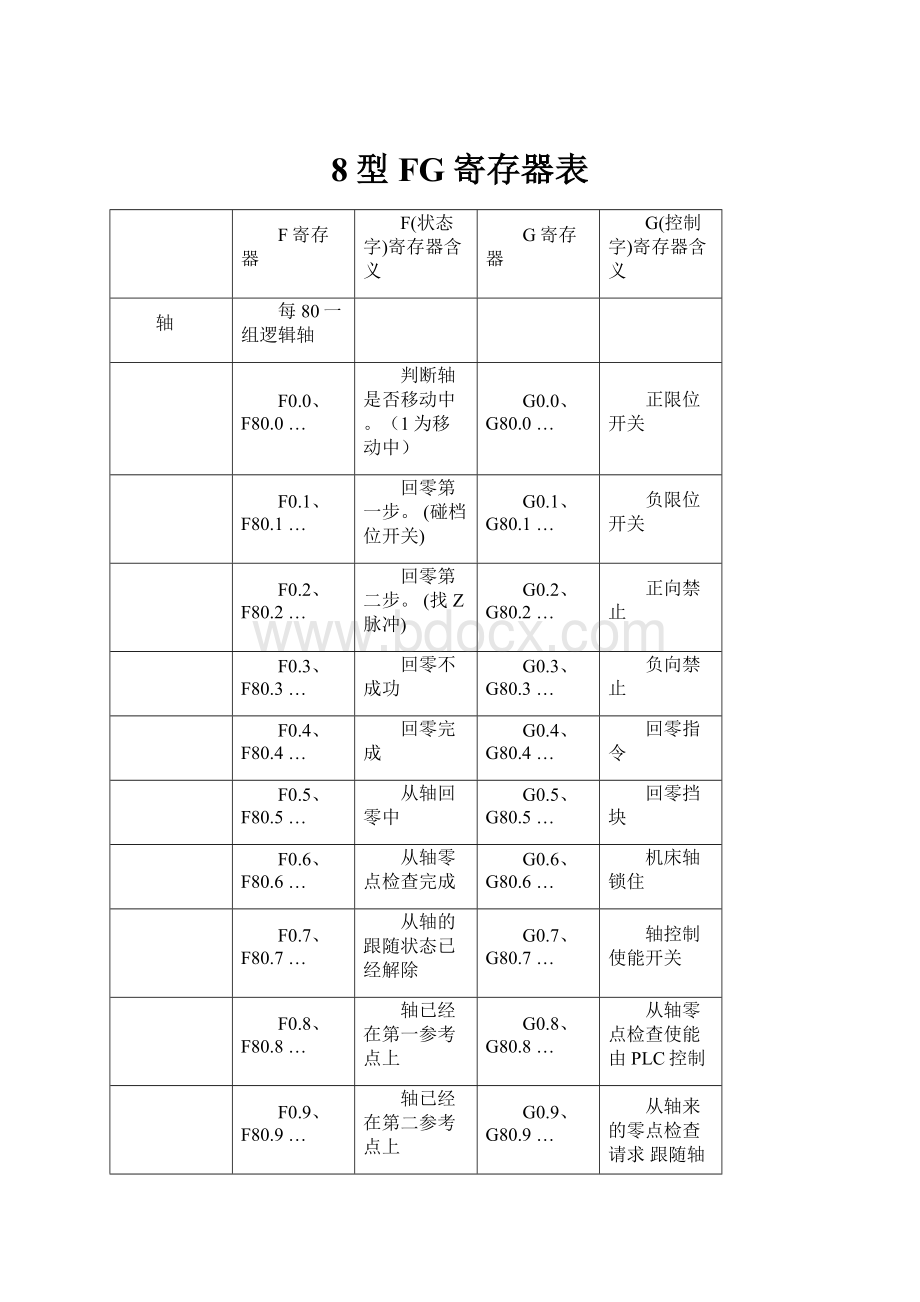
8型FG寄存器表
F寄存器
F(状态字)寄存器含义
G寄存器
G(控制字)寄存器含义
轴
每80一组逻辑轴
F0.0、F80.0…
判断轴是否移动中。
(1为移动中)
G0.0、G80.0…
正限位开关
F0.1、F80.1…
回零第一步。
(碰档位开关)
G0.1、G80.1…
负限位开关
F0.2、F80.2…
回零第二步。
(找Z脉冲)
G0.2、G80.2…
正向禁止
F0.3、F80.3…
回零不成功
G0.3、G80.3…
负向禁止
F0.4、F80.4…
回零完成
G0.4、G80.4…
回零指令
F0.5、F80.5…
从轴回零中
G0.5、G80.5…
回零挡块
F0.6、F80.6…
从轴零点检查完成
G0.6、G80.6…
机床轴锁住
F0.7、F80.7…
从轴的跟随状态已经解除
G0.7、G80.7…
轴控制使能开关
F0.8、F80.8…
轴已经在第一参考点上
G0.8、G80.8…
从轴零点检查使能由PLC控制
F0.9、F80.9…
轴已经在第二参考点上
G0.9、G80.9…
从轴来的零点检查请求跟随轴置作用到引导轴
F0.10、F80.10…
轴已经在第三参考点上
G0.10、G80.10…
从轴零点偏差重置
F0.11、F80.11…
轴已经在第四参考点上
G0.11、G80.11…
从轴耦合解除PLC或系统置作用到跟随轴
F0.12、F80.12…
系统把轴脱开,PLC拿到此信号后清除轴的使能
G0.12、G80.12…
脱机指令
F0.13、F80.13…
G0.13、G80.13…
采样信号
F0.14、F80.14…
轴已经锁住
G0.14、G80.14…
补偿扩展
F0.15、F80.15…
G0.15、G80.15…
单轴复位
F1.0、F81.0…
PLC移动控制使能
G1.0、G81.0…
PMC绝对运动控制
F1.1、F81.1…
G1.1、G81.1…
PMC增量运动控制
F1.2、F81.2…
G1.2、G81.2…
第2软限位使能
F1.3、F81.3…
G1.3、G81.3…
扩展软限位使能
F1.4、F81.4…
G1.4、G81.4…
F1.5、F81.5…
G1.5、G81.5…
F1.6、F81.6…
G1.6、G81.6…
F1.7、F81.7…
G1.7、G81.7…
F1.8、F81.8…
G1.8、G81.8…
F1.9、F81.9…
G1.9、G81.9…
F1.10、F81.10…
G1.10、G81.10…
F1.11、F81.11…
G1.11、G81.11…
F1.12、F81.12…
G1.12、G81.12…
F1.13、F81.13…
G1.13、G81.13…
F1.14、F81.14…
G1.14、G81.14…
F1.15、F81.15…
G1.15、G81.15…
F2.0、F82.0…
指示捕获到一次Z脉冲
G2.0、G82.0…
捕获零脉冲
F2.1、F82.1…
伺服接收到一个增量数据,当为0时可继续传送
G2.1、G82.1…
等待零脉冲
F2.2、F82.2…
在缓冲区中没有数据
G2.2、G82.2…
关闭找零脉冲功能
F2.3、F82.3…
第二编码器零点标志
G2.3、G82.3…
捕获第2编码器零脉
F2.4、F82.4…
伺服反馈回零标志
G2.4、G82.4…
F2.5、F82.5…
G2.5、G82.5…
F2.6、F82.6…
G2.6、G82.6…
F2.7、F82.7…
编码器没有反馈标志
G2.7、G82.7…
F2.8、F82.8…
总线伺服准备好
G2.8、G82.8…
F2.9、F82.9…
伺服为位置工作模式
G2.9、G82.9…
切换到位置控制
F2.10、F82.10…
伺服为速度工作模式
G2.10、G82.10…
切换到速度控制
F2.11、F82.11…
伺服为力矩工作模式
G2.11、G82.11…
切换到力矩控制
F2.12、F82.12…
G2.12、G82.12…
主轴定向
F2.13、F82.13…
G2.13、G82.13…
F2.14、F82.14…
主轴速度到达
G2.14、G82.14…
F2.15、F82.15…
主轴零速(0为零速,1为还有速度)
G2.15、G82.15…
F3.0、F83.0…
G3.0、G83.0…
伺服强电开关
F3.1、F83.1…
G3.1、G83.1…
F3.2、F83.2…
G3.2、G83.2…
F3.3、F83.3…
G3.3、G83.3…
F3.4、F83.4…
G3.4、G83.4…
F3.5、F83.5…
G3.5、G83.5…
F3.6、F83.6…
G3.6、G83.6…
F3.7、F83.7…
G3.7、G83.7…
F3.8、F83.8…
主轴定向完成
G3.8、G83.8…
F3.9、F83.9…
G3.9、G83.9…
F3.10、F83.10…
G3.10、G83.10…
F3.11、F83.11…
G3.11、G83.11…
F3.12、F83.12…
G3.12、G83.12…
F3.13、F83.13…
G3.13、G83.13…
F3.14、F83.14…
G3.14、G83.14…
F3.15、F83.15…
G3.15、G83.15…
F4、F84…
轴所属的通道号(此值用十进制存储)
G4、G84…
轴的点动按键开关
F5、F85…
引导的从轴个数(此值用十进制存储)
G5、G85…
轴的步进按键开关
F6、F7(32位)
实时的输出指令增量,米度单位
G6、G7(32位)
点动速度值[0,停止;1,参数中的手动速度;2参数中的快移动速度;>2自定义的速度单位脉冲/周期]
F8~F11(64位)
实时的输出指令位置,米度单位
G8
步进倍率
F12~F15(64位)
输出指令位置,脉冲单位
G9
手摇倍率
F16~F17(32位)
每个指令周期内输出的增量值,脉冲单位
G10、G11
手摇脉冲数
F18~F19(32位)
实时的输出指令力矩
G12~G15(64位)
实时的轴反馈位置,脉冲单位[连续40个字节输入]
F20~F23(64位)
1号编码器反馈实际位置,米度单位
G16~G19(64位)
实时的轴反馈位置2
F24~F27(64位)
2号编码器反馈实际位置,米度单位
G20~G21(32位)
轴的实际速度,脉冲单位
F28~F31(64位)
机床指令位置,米度单位
G22~G23(32位)
轴的实际速度2
F32~F35(64位)
机床实际位置,米度单位
G24~G25(32位)
轴的实际力矩
F36~F37(32位)
轴报警
G26~G27(32位)
跟踪误差
F38~F39(32位)
轴提示信息标志定义在syserr.h
G28~G31(64位)
编码器1的计数器值
F40~F41
轴最大速度
G32~G35(64位)
编码器2的计数器值
F42~F43
回零开关至Z脉的距离
G36~G37(32位)
实时补偿值
F44
最大加速度
G38~G39(32位)
采样时间
F45
波形指令周期
G40~G43(64位)
锁存位置1用于G31或距离码回零
F46~F49
总补偿值,包括静态补偿和动态补偿
G44~G47(64位)
锁存位置2
F50~53
同步位置偏差
G48~G51(64位)
PMC目的位置
F54~F55
同步速度偏差
G52~G55(64位)
PMC增量位移
F56~F57
同步电流偏差
F58~F59
跟随误差动态补偿值
通道
状态字(每80一组通道)
控制字
F2560.0
最低4位0~7当前工作模式
G2560.0
最低4位0~7当前工作模式
F2560.1
0:
复位模式1:
自动模式2:
手动模式
G2560.1
0:
复位模式1:
自动模式2:
手动模式
F2560.2
3:
增量模式4:
手摇模式5:
回零模式
G2560.2
3:
增量模式4:
手摇模式5:
回零模式
F2560.3
6:
PMC模式7:
单段模式8:
MDI模式
G2560.3
6:
PMC模式7:
单段模式8:
MDI模式
F2560.4
进给保持
G2560.4
进给保持
F2560.5
循环启动
G2560.5
循环启动
F2560.6
空运行
G2560.6
空运行
F2560.7
有运动的用户干预中
G2560.7
测量中断
F2560.8
正在切削
G2560.8
F2560.9
车螺纹标
G2560.9
PLC对NC复位的应答
F2560.10
CH_STATE_PARKING
G2560.10
内部复位[用户界面置]
F2560.11
校验标
G2560.11
ESTOP[急停]
F2560.12
上层复位
G2560.12
清通道缓冲
F2560.13
G2560.13
复位通道【外部】
F2560.14
复位中
G2560.14
通道数据恢复
F2560.15
道内有轴回零找Z脉冲,禁止切换模式
G2560.15
通道数据保存
工位关联
解释器控制字
F2561.0
程序选中:
译码器置
G2561.0
解释器启动
F2561.1
程序启动:
通道控制置
G2561.1
程序重新运行第2步
F2561.2
程序完成:
通道控制置
G2561.2
跳段
F2561.3
G28/G31等中断指令完成
G2561.3
选择停
F2561.4
中断指令跳过
G2561.4
解释器复位
F2561.5
等待指令完成
G2561.5
程序重新运行
F2561.6
程序重运行复位
G2561.6
MDI复位到程序头
F2561.7
任意行请求标志
G2561.7
解释器数据恢复
F2561.8
通道加载断点
G2561.8
解释器数据保存
F2561.9
G2561.9
F2561.10
G2561.10
用户运动控制
F2561.11
G2561.11
外部中断
F2561.12
G2561.12
F2561.13
G2561.13
学习
F2561.14
G2561.14
主轴外部修调使能
F2561.15
G2561.15
进给外部修调使能
通道MST指令字
通道MST指令应答字
F2562.0
G2562.0
通道M指令应答字
F2562.1
G2562.1
F2562.2
G2562.2
F2562.3
G2562.3
F2562.4
G2562.4
F2562.5
G2562.5
F2562.6
G2562.6
F2562.7
G2562.7
F2562.8
选刀标记
G2562.8
通道T指令应答字
F2562.9
刀偏标记[T中含刀偏号]
G2562.9
通道B指令应答字
F2562.10
PLC分度指令标记
G2562.10
通道MST忙
F2562.11
主轴恒线速
G2562.11
通道MST锁
F2562.12
第1个S指令
G2562.12
1号主轴S指令应答字
F2562.13
第2个S指令
G2562.13
2号主轴S指令应答字
F2562.14
第3个S指令
G2562.14
3号主轴S指令应答字
F2562.15
第4个S指令
G2562.15
4号主轴S指令应答字
F2563~F2568
保留
G2563
T指令
F2569(16位)
T刀偏号
G2564
进给修调
F2570~2577(8*16位)
通道主轴S指令,4个主轴。
单位r/min
G2565
快移修调
F2578~2579(32位)
发生测量中断的G31行
G2566~F2569
主轴1、2、3、4修调
F2580(16位)
当前运行的坐标系
F2570~F2577
主轴输出指令【PLC根据F中的s做换挡处理后给G】
F2581~F2589(9*16位)
通道轴号
G2578
刀具外部控制标志。
PLC:
0->1NC:
1->2PLC:
2->0轨迹示教NC:
257直线258顺圆259逆圆
F2590~F2593(4*16位)
通道主轴号
G2579
加工计件
F2594~F2595(32位)
语法错报警号
G2580~G2581
禁区取消(位有效)
F2596~F2599(64位)
通道报警字64个通道报警
G2582
G31的编号
F2600~F2603(64位)
通道提示信息标志定义在syserr.h
G2584~G2587(64位)
用户位输入
F2604~F2607(64位)
用户输出
G2588~G2607
用户数值(AD)输入
F2608~F2615(8*16位)
通道M指令,可同时执行8个M指令
G2608~G2615
REG_CH_MCODE_ACK
F2616(16位)
T刀具号
G2616
REG_CH_TCODE_ACK
F2617(16位)
镗床B轴PLC执行,另外分度用B指令
G2617
REG_CH_BCODE_ACK
系统
状态字(80组)F2960+80
控制字(80组)F2960+80
F2960~F2961系统状态字
G2960~G2961系统状态字
F2960.0
SYS_STATUS_ON
G2960.0
系统初始化SYS_CTRL_INIT
F2960.1
SYS_PLC_ONOFF
G2960.1
系统退出SYS_CTRL_EXIT
F2960.2
系统急停标志字
G2960.2
外部急停
F2960.3
系统复位标志字
G2960.3
外部复位
F2960.4
断电中
G2960.4
停电通知
F2960.5
保存数据中
G2960.5
数据保存通知
F2960.6
扫描模式的同步状态
G2960.6
F2960.7
挂起
G2960.7
挂起
F2960.8
采样状态标记
G2960.8
F2960.9
采样结束标志
G2960.9
F2960.10
8个通道的活动标志
G2960.10
F2960.11
G2960.11
采样使能标记
F2960.12
G2960.12
采样关闭标记
F2960.13
G2960.13
F2960.14
G2960.14
F2960.15
G2960.15
F2962~F2969
预留8个控制主站的状态字
G2962~G2969
预留8个控制主站的控制字
F2962.0
0:
主站控制空闲中1:
主站控制复位中
G2962.0
初始化
F2962.1
主站控制侦测中
G2962.1
复位
F2962.2
主站控制编址中
G2962.2
侦测
F2962.3
主站控制读控制对象数据中
G2962.3
编址
F2962.4
主站控制网络OK
G2962.4
读控制对象数据
F2962.5
主站控制建立映射中
G2962.5
BUS-NC数据地址映射
F2962.6
主站控制总线准备好
G2962.6
断开连接
F2962.7
主站控制通讯运行
G2962.7
运行
F2962.8
G2962.8
F2962.9
G2962.9
F2962.10
G2962.10
F2962.11
G2962.11
F2962.12
G2962.12
F2962.13
G2962.13
F2962.14
G2962.14
F2962.15
G2962.15
F2970~F2977
预留8个控制主站的报警字
G2970
系统活动通道标志(位表示)
F2970.0
总线连接不正常
G2970.0
F2970.1
总线拓扑改变
G2970.1
F2970.2
总线数据帧校验错误
G2970.2
F2970.3
总线未知错误
G2970.3
F2970.4
总线主站控制周期不一致
G2970.4
F2970.5
总线从站设备无法辨认
G2970.5
F2970.6
总线从站数目不一致
G2970.6
F2970.7
总线从站工作模式配置出错
G2970.7
F2970.8
总线参数校验出错
G2970.8
F2970.9
总线参数读写超时
G2970.9
F2970.10
总线参数不存在
G2970.10
F2970.11
总线参数读写权限不够
G2970.11
F2970.12
总线参数类型错误
G2970.12
F2970.13
G2970.13
F2970.14
G2970.14
F2970.15
G2970.15
F2978
系统运动控制通道的状态字
G2978
系统运动控制通道的控制字
F2978.0
最低4位0~7当前工作模式
G2978.0
最低4位0~7当前工作模式
F2978.1
0:
复位模式1:
自动模式2:
手动模式
G2978.1
0:
复位模式1:
自动模式2:
手动模式
F2978.2
3:
增量模式4:
手摇模式5:
回零模式
G2978.2
3:
增量模式4:
手摇模式5:
回零模式
F2978.3
6:
PMC模式7:
单段模式8:
MDI模式
G2978.3
6:
PMC模式7:
单段模式8:
MDI模式
F2978.4
G2978.4
F2978.5
G2978.5
F2978.6
G2978.6
F2978.7
G2978.7
F2978.8
G2978.8
F2978.9
G2978.9
F2978.10
G2978.10
F2978.11
G2978.11
F2978.12
G2978.12
F2978.13
G2978.13
F2978.14
G2978.14
F2978
 升级会员
升级会员 