2孔加工工具和机床附件080603ok.docx
《2孔加工工具和机床附件080603ok.docx》由会员分享,可在线阅读,更多相关《2孔加工工具和机床附件080603ok.docx(33页珍藏版)》请在冰豆网上搜索。
2孔加工工具和机床附件080603ok
H
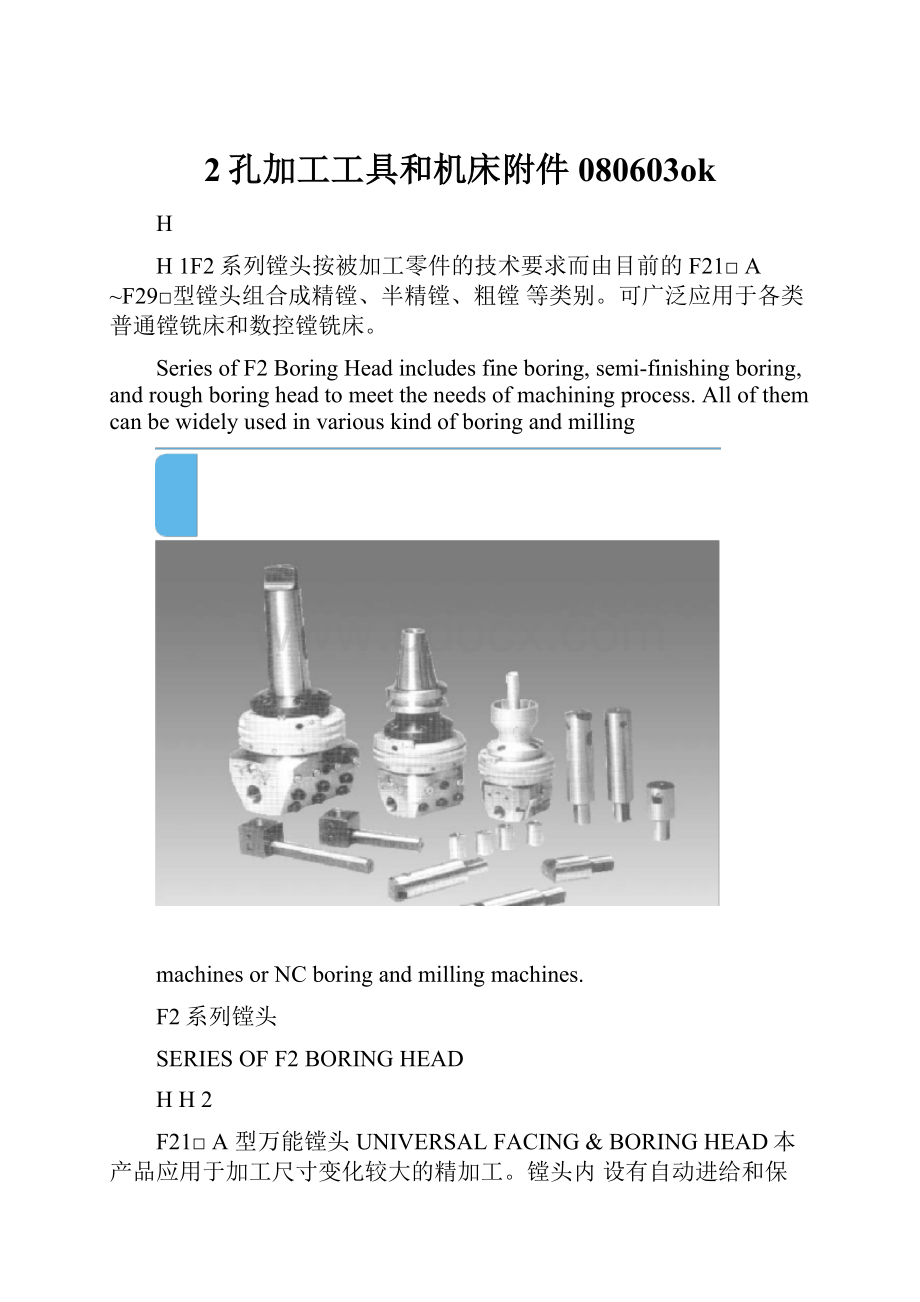
H1F2系列镗头按被加工零件的技术要求而由目前的F21□A~F29□型镗头组合成精镗、半精镗、粗镗等类别。
可广泛应用于各类普通镗铣床和数控镗铣床。
SeriesofF2BoringHeadincludesfineboring,semi-finishingboring,androughboringheadtomeettheneedsofmachiningprocess.Allofthemcanbewidelyusedinvariouskindofboringandmilling
machinesorNCboringandmillingmachines.
F2系列镗头
SERIESOFF2BORINGHEAD
HH2
F21□A型万能镗头UNIVERSALFACING&BORINGHEAD本产品应用于加工尺寸变化较大的精加工。
镗头内设有自动进给和保险机构.故除了加工圆柱孔之外,还可镗削锥孔、阶梯孔、端面、内外径沉割槽等多种加工工艺。
本产品的柄部与主体采用模块组合形式,可根据主机主轴选用不同类型的锥柄。
ThiskindofBoringHeadshavefinemachiningcapacityforlargedimensionrangeandareequipedwithautomaticfeedandsecuritydevice.Besidesboringhole,theprocessesoftapers,steps,endfaces,grooveetc,arealsoavailable.Thedifferentmodelscanbeselectedaccordingtothetypeofthemachinespindle.□-F21□
A型万能镗头UNIVERSALBORINGHEAD
注:
1.本镗头与接柄配套供货(Deliveredwithshank。
接柄按下表选配。
2.
□
□A万能镗头
例:
配XT50接柄的F214A型镗头,其订货号为:
XT50F—F214A。
Example:
TheordernumberofF214AboringheadwithXT50shankis:
XT50F—F214A.
F21□A-□F接柄SHANK
注:
表内有数字者可配套外。
其它类型接柄可按客户需要订货。
Note:
Besidestheseproductsinabovetable,othershankscanbeorderedaccordingtocustomer's
requirements.
F21□A-□F接柄
SHANK
H
H3F21□A型万能镗头功能示意图
FUNCTIONALSCHEMATICDIAGRAMFORF21□
ABORINGHEAD
HH4
F23□F23□A型可调镗头ADJUSTABLEBORINGHEAD本产品结构简单,适用于中、小尺寸孔的半精加工。
联接端为JG□型接口,可装入各类锥柄的-JG□型接柄使用,装卸方便。
TheconstructionofthisBoringHeadissimpleandissuitableforboringmediumandsmallsizeholes.WiththeJG□connection,varioustypesof-JG□adapterscanbe
connectedconvenientyly.
F23□、F23□A型可调镗头
ADJUSTABLEBORINGHEAD
注:
需要接柄与镗头相配时,客户未提工作长度要求,□-JG□接柄按最短工作长度配货。
Note:
□-JG□shankwillbedeliveredwithmin.workinglengthifcustomershavenospecialrequirements.
HH5F27□A型双刃镗头
BORINGHEADWITHTWINCUTTERS
本产品采用双刃切削方式,加工效率高;调节尺寸有标尺显示,
使用方便。
适用于大直径孔的加工。
联接端为各种类型的接柄,配用
于各类机床主轴,联接刚性可靠。
Theboringheadwithtwocuttingedgesisahigh-efficienttool,
whichissuitableforcuttinglargeholes.Itcanbematchedwithall
kindsofspindle.
□-F27□
A型双刃镗头BORINGHEADwithtwincutter
注:
1.本镗头与接柄配套供货(Deliveredwithshank。
接柄按下表选配。
2.
□A双刃镗头
例:
配BT50BT50-F274A。
H
H6
F27A-□接柄
SHANK
F27A-
□接柄SHANK
注:
除有“*”者可配套外,其他类型接柄也可按需订货。
Note:
Productsinthetablewith“*”
areavailable,othersneedtoorderspecially.
F28□型双刃镗头
BORINGHEADWITHTWINCUTTER
本产品采用双刃切削方式,加工效率高。
通过调节螺钉及压紧螺钉来调节双刀的尺寸,使用方便。
适用于Φ38~Φ200范围内的孔的加工。
联接端为-JG□接口,联接刚性好,可直接按装在各种标准型号锥柄的-JG□接口的刀柄上使用。
Togainhighefficiency,thiskindofBoringHeadsisdesignedwithtwincuttingedges.TheconstructionofthisBoringHeadismodularforboringΦ38~Φ200diameterholes.WiththeJG□connection,varioustypeof-JG□adapterscanbeconnectedconveniently.
F28□型双刃镗头BORINGHEADwithtwincutter
注:
*需按特殊订货。
需配接柄与镗头相配时,客户未提工作长度要求,□-JG□接柄按最短工作长度配货。
Note:
“*”isspecialorder.
□-JG□shankwillbedeliveredwithmin.workinglengthifcustomershavenospecialrequiements.
D
H
H7
F29□型倾斜型微调镗头
ANGULARMOUNTINGMICRO-CUTBORINGHEAD
本产品采用组合式结构,组合方便。
适用于Φ20~Φ290范围内孔的精加工,镗大孔(>Φ130时,镗头结构为Ⅱ型形式,头部采用铝合金刀夹,减轻镗头重量。
联接端为-JG□接口,连接刚性好,可直接按装在各种标准型号锥柄的-JG□接口的刀柄上使用。
使用简介:
先松开紧固螺钉,调整微调镗刀头至适当位置,拧紧紧固螺钉。
然后松开微调刀头的尾部螺钉,再旋转调节螺母至欲加工孔径,再拧紧尾部螺钉后再反转180°。
此时用扳手拧动调节螺母到加工尺寸即可。
在使用Ⅱ型时,先松开铝合金刀夹,为取得镗头的平衡,按调刀的反方向移动铝合金刀夹,随后再按步骤调节微调镗刀头到所需的尺寸。
TheconstructionofthisBoringHeadismodularforboringΦ20~Φ290diameterhighaccurateholes.TheBoringHeadforboringlargediameter(>Φ130canadopttheformofⅡ.inthisinstance.theBoringHeadmadeofaluminoalloywhichcandecreaseweightoftool.WiththeJG□connection,varioustypesof-JG□adapterscanbeconnectedconveniently.
F29
□型倾斜型微调镗头ANGULARMOUNTINGMICRO-CUTBORINGHEAD
注:
*需按特殊订货Note:
specialorders.
H
H8
小孔精镗头
SMALLHOLEFINEBORINGHEAD
本产品结构简单,体积小,调节精度高。
适用于Φ10-30小孔的精加工。
联接端为JG22型接口,可装入各类锥柄的JG22型镗刀柄使用,装卸方便,联接牢固。
Simpleconstruction,smallvolume,highadjustableaccuracy.Suitableforfinishingofdiameter10to30mmsmallholes.ConnectingpartistypeJG22connector,availableforvariouskindsoftypeJG22tapershankboringtoolholders.Easytoloadandunload,securelyconnected.
F201型小孔精镗头
FINEBORINGHEADFORSMALLHOLE
F201
JG22
锁紧螺钉镗排件号
可更换刀排
Lockingscrew
removabletoolholder
F
H
H9
莫氏锥柄攻丝夹头
TAPHOLDERWITHMORSETAPERSHANK
凡钻床、车床、镗铣床及加工中心等金属切削机床的攻丝加工均可采用不同规格的攻丝夹头。
攻丝夹头由刀柄和丝锥套两部分组成。
攻丝范围为M3~M80。
刀柄具有前后螺距补偿装置,丝锥套有扭距过载保护装置以防机攻时丝锥折断。
TheTapHoldersinvariousspecificationsareadaptabletotappingonmetalcuttingmachines,suchasdrilling,turning,boringandmillingmachines,andmachiningcenters,etc.
TheTapHolderiscomposedoftwoparts,whichareshankandcolletrespectively,withthetappingrangefromM3toM80.Theshankisequippedwiththescrewpitchcompensationdevicewhilethetapcolletisequippedwiththetorqueoverloadprotectorsoastopreventthe
tapfrombreakingduringthetapping.
GT□-
□
GT□攻丝夹套
TAPCOLLET
H
H10
J41A攻丝夹头
TYPEJ41ATAPHOLDER
J41A型攻丝夹头是参考德国BILZ公司的样本,为适应用户需要而开发。
它适用于多轴头机床和空间位置较小机械零件的攻丝,也同样可用于钻床、车床、铣床及加工中心等机床的攻丝加工。
J41A型攻丝夹头由刀柄和丝锥套两部分组成。
攻丝范围为M2~M20。
刀柄具有螺距补偿装置,丝锥套具有切削扭距过载保护机构,以防机攻丝锥折断,联接长度可调.径向浮动自定心等。
TheJ41ATapHoldersinvariousspecificationsareadaptabletotappingonmetalcuttingmachines,suchasdrilling,turning,multidrilling,multi-spindleturning,boringandmillingmachines,andmachiningcenters,etc.
TheJ41ATapHoldersiscomposedoftwoparts,whichareshankandcolletrespectively,withthetappingrangefromM2toM20.Theshankisequippedwiththescrewpitchcompensationdevicewhilethetapcolletisequippedwiththetorqueoverloadprotectorsoastopreventthetapfrom
breakingduringthetapping.
注:
订货时,需要莫氏锥柄2号的J418A,则写成MT2-J418A
需要螺纹柄Tr20×2的J4112A,则写成Tr20×2-J4112A
攻丝夹套
TAPCOLLET
H
H11高效快换夹头
QUICKCHANGECHUCK
J5424型高效快换夹头,能广泛应用于钻床、铣床和镗床上,其功能特点可在1200~2000r/min高速运转情况下,操作者不需停机即可方便地装拆刃具。
由于采用7:
24锥柄联接方式,提高了产品的寿命和切削精度,可加工Φ1~Φ32.5范围内各直径的孔和攻螺纹。
TheQuickChangeChuckofJ5424systemisanewproductusedfordrilling,
millingandboringmachine.Withoutstoppingthemachinetool,operatorcanloadorunloadthecuttingtoolseasilyatthehighspeedof1200~2000r.p.m.Asusingthelinkingwayof7:
24taper,thetoollifeandcuttingprecisionoftheproductareincreased.Itiseasytodrilltheholefrom1to32.5mmandtapthread.J5424系统图
SYSTEMDIAGRAM
-J5424
HH12ZT□钻推工具ZTBROACHINGTOOLHOLDER
ZT型钻推工具,是新型的孔加工工具。
使用该工具,可根据用户的需要能方便地加工出方型、六角型及梅花型等多边型孔。
钻推工具的刀具对转动轴倾斜一定的角度。
倾斜的刀具头部和精确的偏心距和长度保证了推刀的自动定心。
当该工具的转动轴旋转时,因倾斜角促使刀头作摆动状,刀头每次摆动一周,所有的刀刃都充分作用,沿着轴向进给,作振荡式剪切,使刀具界于推削和插削之间,从而获得加工工艺要求。
当钻推一个六角孔时,所需的推力只有一般推削的一半。
刀头端部刀刃的外型尺寸,是孔的最后加工截面的实际形状和尺寸。
ZTtypeBroachingToolholderscanbeusedformachiningsquarehexagonal,bihexagnoalorpolygonalshapesocketetc.Thebroachheadisinclineddispositioncertainangletotherotatingaxis.Theinclinedheadandverypreciseeccentricity,ensuringtheautomaticcenteringofthebroaches.Ateachturnofthebroach,alledgesaresuccessivelyinaction.Thismethodcalled“Huntbroaching”,canbeconsideredasaninterpositionbetweenbroachingandslotting.Whenbroachinganhexagonalbore,thenecessarypushingforceisreducedbymorethanhalf.Theextremityofthebroachhastheexactformanddimensionsofthefinishedsection.Thereforetherequiredpolygonalshapesocketisobtained.
H
H131.工作示意图:
Workingdiagram
4.配用刀具Providetools:
工件转动(车床
Rotatingpart(forlathe
钻推刃具转动(铣、镗、钻床Rotatingbroach(forboring,milling,drilling2.钻推前孔加工尺寸:
Borediameterbeforebroachinghexagonalsocket.孔直径≥刀刃对边(或内切圆尺寸。
孔□倒角:
90°。
孔深:
推荐>1.5×钻推深度。
钻推深度:
1.5×刀刃对边宽。
加工孔公差:
D12Borediameterequalorlargerthanthoseofthebroachedges.
Entrancechamfer:
90°.Depthminiforrecommendeddrilling:
1.5×broachingdepthDepthmaxiforhexagonalbores:
1.5×hexagon.
Toleranceforhexagonalboresforkey:
D123.推荐工作条件:
Recommendedworkingconditions:
转速(Rotationspeed:
600~1200r.p.m进给量(feed:
0.02~0.10/r工件硬度(Materialhardnees:
≤200HB六角形
(Hexagon
四方形
(Square
注:
其余形式的多边形刀具,需特殊订货。
Note:
Othertypesarespecialorders.
HH14
F23□型镗头用镗刀BORINGCUTTERFORF23□BORINGHEAD本镗刀系列适用我厂生产的F23口A型精镗头。
该刀具采用可转位刀片或焊接刀片,合金牌号YW2,可加工钢、铸铁、铝合金等材料。
ThiskindofBoringCuttersisdesignedforF23□AtypeBoringHeadmanufacturedbyourworks.TheseboringcuttersadoptindexableinsertsorweldedinsertswhichmadeofYW2typecarbide,forcuttingSteel,Cast-iron,Aluminiunalloyofthematerialmachined.
QF□•□-90型矩形镗刀及Y□□一90型圆形镗刀
QF□•□-90Rectangledboringcutter&
Y□□-90Circularboringcutter
1.QF□·□-90型矩形镗刀
(Rectangledboringcutter
2.Y□□-90型圆形镗刀
(Circularboringcutter
HH15扳手钻夹头
DRILLCHUCKWITHKEY
JS
□J21
□JZM□,J01
□
自紧钻夹头
KEYLESSDRILLCHUCK
H
H16
莫氏变径套
MORSETAPERREDUCTIONSLEEVE
MT□-MT□MMT□-MT
□
M80-MT
□
H
H17
固定顶尖FIXEDCENTER
D11□DM11
□
D13□DM13
□
D12
□
半缺顶尖HALFCENTER
固定顶尖(镶硬质合金
FIXEDCENTER(WITHHARDALLOYTIP
半缺顶尖(镶硬质合金
HALFCENTER(WITHHARDALLOYTIP
D14□
H
回转顶尖
LIVECENTER
DH□A
H18
H
H19
多刀复合镗刀杆
MULTICUTTERBORINGARBOR
数控镗铣床及加工中心是目前阶段比较先进的金属切削机床,要发挥金属切削机床的先进性,最终必须要通过与其匹配的工具、刀具,才能体现出机床的精度、效率、及单位时间内所能切削的切削量。
为此各种标准及各种结构的镗铣类工具系统先后应市、为各类数控镗铣床及加工中心配套,完成多种切削加工工艺。
我国机器制造业工作者通过前阶段对先进的数控镗铣床及加工中心的引进、消化、吸收、使用、创新等工作阶段,逐步的积累了丰富的工作经验。
充分的认识到每一工具(或刀具的运行动作,是靠机床内存的数控程序指令来完成的,一个指令使刀杆完成一个动作,一杆一刀就只能完成一个加工面的切削。
如果一杆二刀或一杆多刀就可以完成多个加工面的切削,发挥了“一杆多刀”的切削效果,这样就可以在同样的一个指令的情况下,使刀杆能完成更多的切削量,既保证了质量又提高了效率。
“多刀复合镗刀杆”正是为上述的目的,而由我厂开发的新品种。
一、多刀的组合形式:
目前我厂开发了由“可调刀块”“微调刀头”“机夹刀头”等切削单元,可按不同形式组合,并组
 升级会员
升级会员 