CA6140车床刀架中部工序卡片.docx
《CA6140车床刀架中部工序卡片.docx》由会员分享,可在线阅读,更多相关《CA6140车床刀架中部工序卡片.docx(11页珍藏版)》请在冰豆网上搜索。
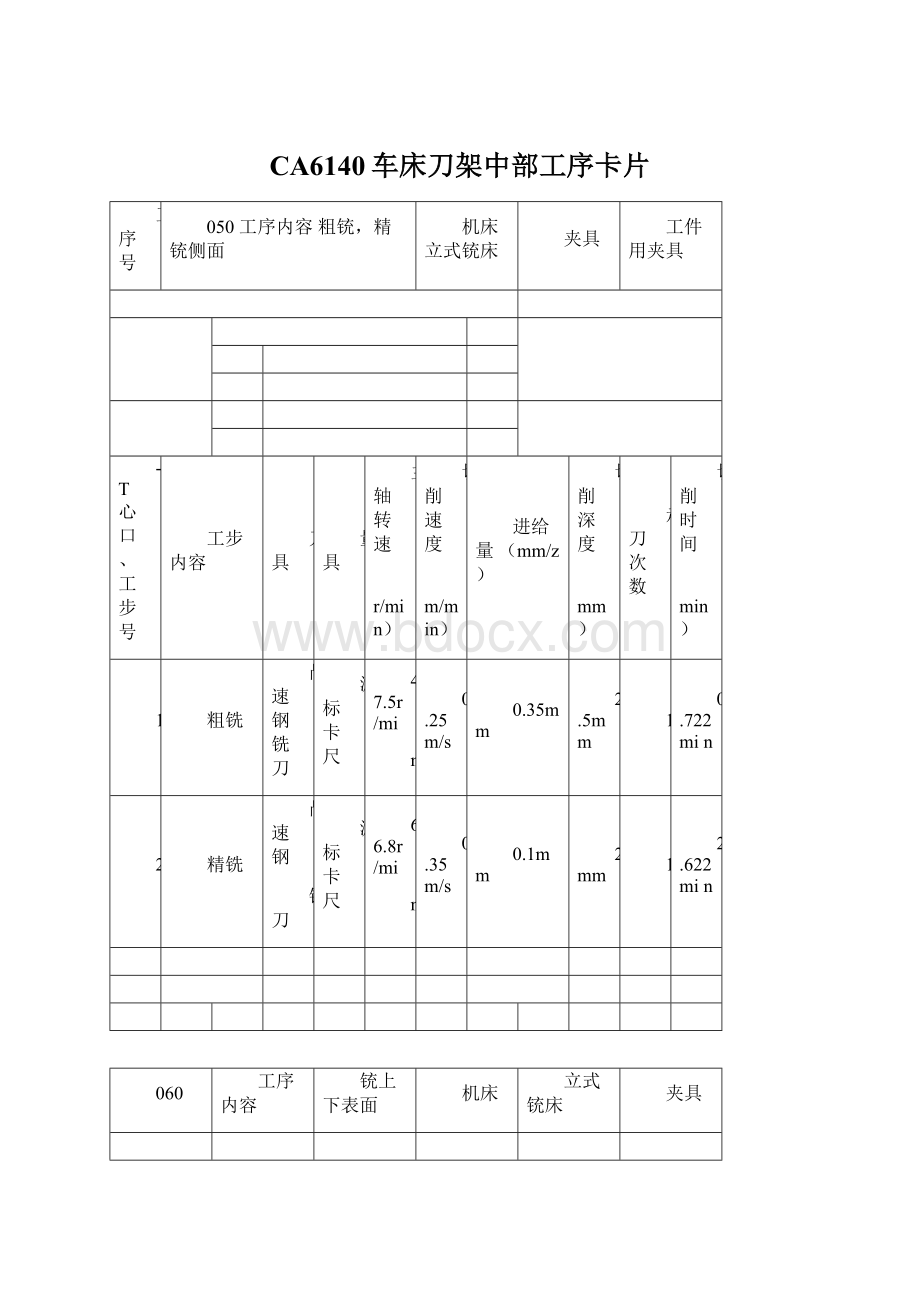
CA6140车床刀架中部工序卡片
工序号
050工序内容粗铳,精铳侧面
机床立式铳床
夹具
工件用夹具
-T心口、工步号
工步内容
刀具
量具
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/z)
切削深度
(mm)
走刀次数
切削时间
(min)
1
粗铣
咼速钢铣刀
游标卡尺
47.5r/mi
n
0.25m/s
0.35mm
2.5mm
1
0.722min
2
精铣
咼速钢
铣刀
游标卡尺
66.8r/mi
n
0.35m/s
0.1mm
2mm
1
2.622min
060
工序内容
铳上下表面
机床
立式铳床
夹具
机床专用夹具
工序号
-T心口、工步号
工步内容
刀具
量具
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/z)
切削深度
(mm)
走刀次数
切削时间
(min)
1
粗铣D面至2100.13mm
端铣刀
卡尺
47.7r/mi
n
0.249m/s
0.35mm
2mm
1
1.14min
2
精铣D面至2000.033mm
端铣刀
卡尺
61.8r/mi
n
23.562m/min
0.1mm
1mm
1
3.694min
3
精铣空刀面F至
端铣刀
卡尺
47.5r/mi
0.249m/
0.35mm
1.74mm
1
1.195mi
18.2600.13mm
n
s
n
4
精铣空刀面F至180o.7mm
端铣刀
卡尺
75r/min
0.3927m
/s
0.1mm
1.2mm
1
3.694min
5
粗铣燕尾面AB
16.24o0.1mm部31.20.1mm
30.2mm
立式铣刀
79.6r/mi
n
0.25m/s
0.35mm
1.74mm
1
1.02min
6
精铣燕尾面AB至
17.000.5mm
立式铣刀
111.6r/min
0.35m/s
0.1mm
1.2mm
1
3.13min
7
精铣退刀槽
锯片铣刀
29.8r/mi
n
0.25m/s
0.1mm
2mm
1
1.736min
工序号
070
工序内容
车70h6外圆面,端面,倒角186外圆,
机床
CA6140
夹具
特殊专用夹具
端面D
05154
曽一一也I—
3
精车188端面到32.5
外圆车刀
160r/mi
n
1.63m/s
0.6mm
0.8mm
1
0.6875min
4
车70h6端面
端面车刀
500r/min
1.99m/s
0.6mm
3.3mm
1
0.234min
5
精车70h6外圆端面
60.027
端面车刀
500r/min
1.99m/s
0.8mm
0.7mm
1
0.3min
6
粗车外圆70h6外圆到
720.019
外圆车刀
251.3r/min
0.995m/s
0.6mm
2mm
1
0.1333min
7
半精车外圆70h6外圆到
710.046
外圆车刀
400r/min
1.5m/s
0.6mm
0.5mm
1
0.075min
8
精车70h6外圆到
70°
/U0.019
外圆车刀
539.7r/min
2m/s
0.6mm
0.5mm
1
0.06min
9
倒角1*450
500r/min
10
车186外圆
外圆车刀
98.45r/min
1.016m/s
0.7mm
4mm
1
0.2min
11
粗车空刀面
端面车刀
160r/mi
n
1.5m/s
1.0mm
0.5mm
1
0.1875min
12
精车刀面
端面车刀
500r/min
2m/s
0.6mm
0.5mm
1
0.25min
-T心口、工步号
工步内容
刀具
量具
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/z)
切削深度
(mm)
走刀次数
切削时间
(min)
1
粗铣1880.1mm及
128。
0.1两侧面
端铣刀
1470r/min
1.11m/s
0.18mm
1.7mm
1
0.235min
2
精铣1880.1mm及
端铣刀
2525r/m
1.11m/s
0.07mm
1mm
1
0.605mi
128oo.1两侧面
in
n
-T心口、工步号
工步内容
刀具
量具
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/z)
切削深度
(mm)
走刀次数
切削时间
(min)
1
钻孔33
麻花钻
202r/min
0.356m/s
0.66mm
10mm
1
0.3447min
2
扩孔至34.75
扩孔钻
181r/mi
n
0.33m/s
0.9mm
10mm
1
0.208,mi
n
3
粗铰孔至34.93
铰刀
63r/min
0.121m/s
3.2mm
14
mm
1
0.2455min
4
精铰35h7
铰刀
63r/min
0.173m/s
1.6mm
13mm
1
0.4812min
100
工序内容
钻213孔
机床
立式钻床
夹具
专用夹具
工序号
di
-T心口、工步号
工步内容
刀具
量具
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/z)
切削深度
(mm)
走刀次数
切削时间
(min)
1
钻孔
麻花钻
514r/min
0.35m/s
0.39mm
13mm
1
0.3403min
110
工序内容
铳斜面E
机床
立式铳床
夹具
专用夹具
工序号
-T心口、工步号
工步内容
刀具
量具
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/z)
切削深度
(mm)
走刀次数
切削时间
(min)
1
粗铣斜面E
端铣刀
47.7r/mi
n
0.25m/s
0.35mm
3mm
1
0.110min
精铣斜面留0.33mm抛光
66.8r/mi
0.35n/s
0.1mm
1mm
1
0.244mi
工序号120工序内容磨燕尾面AB
机床磨床夹具
〒止工步号
工步内容
磨燕尾端AB
磨燕尾另一端AB
磨一端空刀面F至16°。
7
砂轮转速
(r/min)1500r/min1500r/m
切削速度
(m/min)
0.167m/s0.167m/
进给量
(mm/z)
0.25mm
0.25mm
in
磨削深度
(mm)
0.03mm
0.03mm
磨削时间
(min)
14.112mi
n
4.112mi
7.946mi
4
磨另一端空刀面至16°0.7
10.361min
 升级会员
升级会员 