机械制造工程学课后作业答案教学教材.docx
《机械制造工程学课后作业答案教学教材.docx》由会员分享,可在线阅读,更多相关《机械制造工程学课后作业答案教学教材.docx(17页珍藏版)》请在冰豆网上搜索。
机械制造工程学课后作业答案教学教材
第六次作业答案
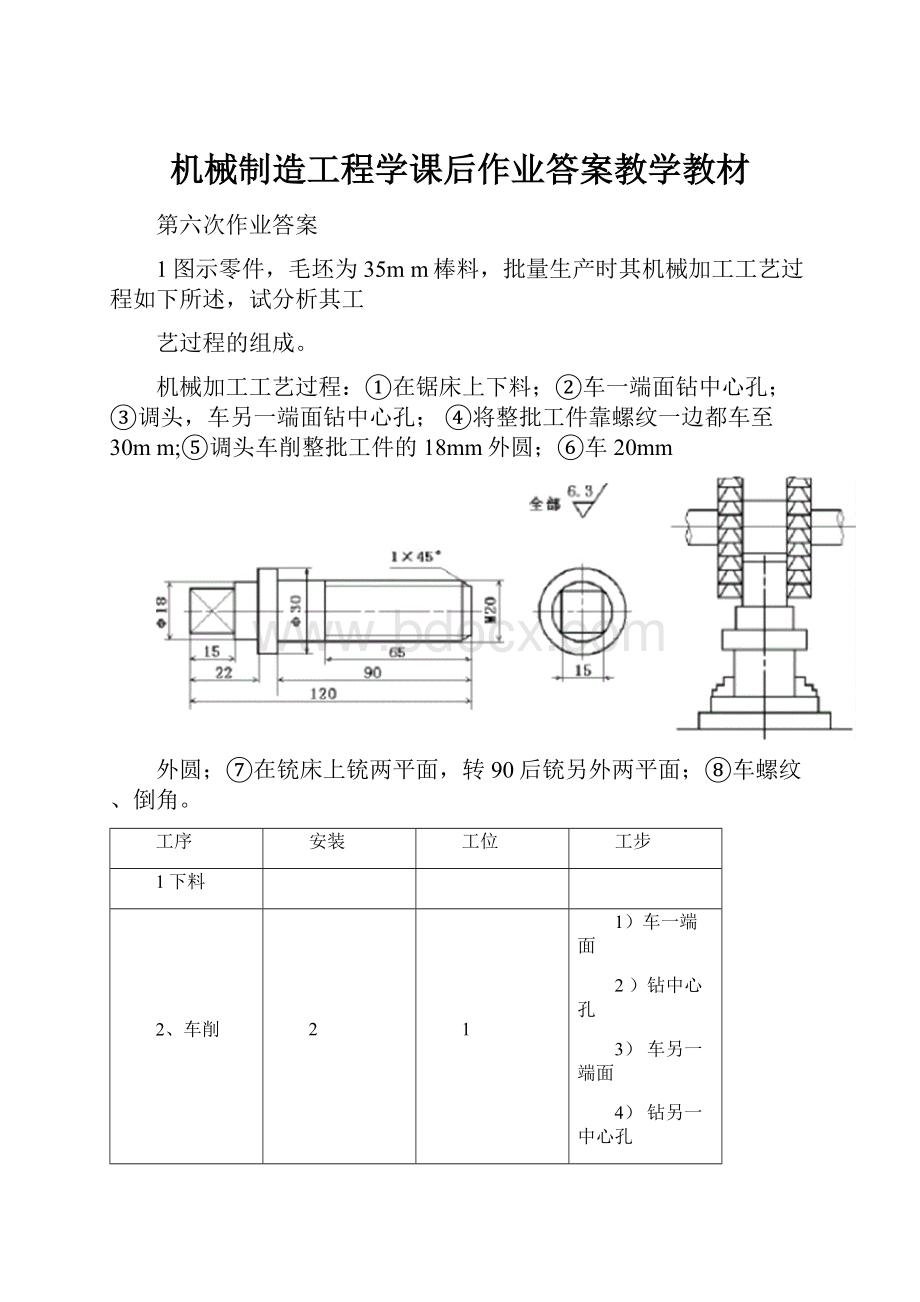
1图示零件,毛坯为35mm棒料,批量生产时其机械加工工艺过程如下所述,试分析其工
艺过程的组成。
机械加工工艺过程:
①在锯床上下料;②车一端面钻中心孔;③调头,车另一端面钻中心孔;④将整批工件靠螺纹一边都车至30mm;⑤调头车削整批工件的18mm外圆;⑥车20mm
外圆;⑦在铳床上铳两平面,转90后铳另外两平面;⑧车螺纹、倒角。
工序
安装
工位
工步
1下料
2、车削
2
1
1)车一端面
2)钻中心孔
3)车另一端面
4)钻另一中心孔
3、车螺纹端外圆至30mm
1
1
1)车外圆
4、车削18mm外圆
1
1
1)车外圆
5、车螺纹端外圆至20mm
1
1
1)车外圆
6、铳削平面
1
2
1)铳两平面
2)铳另两平面
7、车螺纹
1
1
1)车螺纹
2)倒角
3•试分析说明图中各零件加工主要表面时定位基准(粗、精)应如何选择?
1)以①180外圆为粗基准,加工①60外圆及左侧两端面;
2)以①60外圆为精基准,加工①180外圆、右侧大端面以及①40内孔,保证大端面与内孔的垂直度要求;
3)以内孔为精基准(心轴定位),加工①180外圆、①60外圆以及齿轮轮齿。
第七次作业答案:
1.某铸件箱体的主轴孔设计要求为180J6(0.017),在成批生产中加工顺序为:
粗镗
半精镗一一精镗一一浮动镗,其各工序的加工余量和相应所达到的公差等级下表所示。
试查阅有关手册计算出各工序的基本尺寸和各工序尺寸及偏差,填入表内。
工序名称
工序余量
mm
工序所能达到公差等级
工序基本尺寸
工序尺寸及偏差
浮动镗孔
0.2
IT6
①180
1800.007
精镗孔
0.6
IT7
①179.8
179.8籍6
半精镗孔
3.2
IT9
①179.2
179.200.1
粗镗孔
6
IT11
①176
17600.25
总余量
10
IT16
①170
1701.25
2、在成批生产的条件下,加工下图所示零件,其工艺路线如下:
①粗、精刨底面;②粗、
精刨顶面;③在卧式镗床上镗孔。
i粗镗、半精镗、精镗孔;ii将工作台准确地移动
(800.03)mm后粗镗、半精镗、精镗60H7孔。
试分析上述工艺路线有何不合理之处,并提出改进方案。
解答:
不合理之处:
不符合粗精分开的原则。
改进后的方案:
①粗刨底面;
2粗刨顶面;
3粗镗①80孔;
4粗镗①60孔;
5精刨底面;
6精刨顶面;
7半精镗①80孔、①60孔;
8精镗①80孔、①60孔;
9
3、如下图所示为被加工零件,要求保证尺寸6±0.1mm由于该尺寸不便测量,只好通过
测量尺寸L来间接保证。
试求测量尺寸L及其上、下偏差,并分析有无假废品现象存在?
LL0L2Li16
ESLESL0ESL1EIL2
EILEIL0EIL1ESL2
检验中如果L尺寸超差,可能出现假废品现象。
此时应同时检验L1、L2尺寸,如果有
超差,则为废品。
4、下图所示为轴套零件,在车床上已加工好外圆、内孔及各面,现许在铳床上铳出右端槽,
并保证尺寸500.06mm及260.2mm,求试切调刀时的度量尺寸H、A及其上下偏差。
解答:
5000.i
02
0
U
O
2
120
<=*■
解答:
(1)以M为基准镗孔,工序尺寸Li、L2如右图所示,尺寸链如右中图所示。
第九次作业答案
A3
'r
1•应用夹紧力的确定原则,分析下图所示夹紧方案,指出不妥之处并加以改正。
2•根据六点定位原理,分析下图所示各定位方案中各定位元件所消除的自由度。
解答:
(b)部分定位,消除5个自由度,即:
(c)部分定位,消除4个自由度,即:
(d)长销小平面组合,部分定位,消除
(e)完全定位,消除6个自由度,即:
(f)部分定位,消除5个自由度,即:
X、Y、Z、Y、Z
J丄wb
Y、Z、Y、Z
11ii1■1
5个自由度,即:
X、Y、Z、丫、Z
X、Y、Z、X、Y、Z
X、Y、Z、X、Y
X
Y、Z、Y、Z
3•根据六点定位原理,分析下图所示各定位方案中各定位元件所消除的自由度。
如果属于
过定位或欠定位,请指出可能出现什么不良后果,并提出改进方案。
U)
解答:
(a)丫、Z两个自由度过定位,改进:
(1)改为双顶尖定位,或
(2)三爪卡盘夹持部分缩短。
(b)短圆销大平面限制X、Y、Z、X、丫5个自由度,V型块限制Z、Z两
个自由度过定位,但弹性支撑的V型块,释放了Z方向自由度。
所以,属完全定位。
(c)部分定位,消除5个自由度。
4.如下图所示,工件以
A、B面定位加工孔10H7,试计算尺寸(120.1)mm和
(300.1)mm的定位误差。
I2h9
*+-
式铳床上用顶尖顶住芯轴铳槽。
其中外圆40h6(00.016)mm、20H7内孔及两端面均已加
工合格,外圆对内孔的径向跳动在0.02mm之内。
要保证铳槽的主要技术要求为:
⑴槽宽b为12h9(00.043);
⑵槽距端面尺寸为20h12(00.21);
解答:
(1)槽宽b:
由刀具决定槽宽的尺寸精度,定位误差对此项精度没有影响
(2)槽距端面尺寸:
基准重合。
d0
1(0.0210.0130.02)-0.016
2
(3)槽底位置尺寸:
2
10.0350.16
3
11
(4)槽两侧对外圆轴线的对称度公差:
D-0.020.01-0.1
23
第十次作业答案
1、有一批工件,如下图(a)所示。
采用钻模夹具钻削工件上5mm(O)
和8mm(Q)两孔,除保证图纸要求外,还要求保证两孔连心线通过60
的轴线,其对称度公差为0.08mm。
现采用图(b)、(c)、(d)所示三种定位方案,若定位误差不得大于工序公差的1/2。
试问这三种定位方案是否都可行?
(90)
解答:
(b)
图:
对于Q孔,
Td
Td
D2
2sin—
2
2
对于O孔,
Td
Td
D1
2sin—
2
2
(c)
图:
对于Q孔,
Td
Td
D2
2sin—
2
2
对于O孔,
Td
Td
D1
2sin—
2
2
0.1
0.1
0.121
1
0.25
2sin45
2
2
0.1
0.1
0.021
1
0.1
2sin45
2
2
0.1
0.1
0.021
1
0.25
2sin45
2
2
0.1
0.1
0.121
1
0.1
2sin45
2
2
十
尊速樓动
综上:
只有b方案可行。
2•如下图所示,在工件上铣一键槽,其要求见图示,试计算各方案在尺寸
45(0.2mm及槽宽对称度方面的定位误差,并分析哪种定位方案正确?
对称度:
d对称
1
0.025—0.1
2
10.2
3
0.0625丄T对称,T对称0.05
3
对称度:
D对称
-0.1
2
0.05
3T对称,T对称
0.05
(f)图,对尺寸
45:
D45
YB
1
0-0.025
0.0125
2
对称度:
D对称
10.1
0.05
T对称,T对称
0.05
(e)图,对尺寸45:
各定位方案均不能满足要求。
10.2
3
D450
3•在轴上铣一平面,工件定位方案如下图所示,试求尺寸A的定位误差
解答:
DA
0.5
2sin45
0.3tan45
0.654
4•下图所示为某铣键槽工序的加工要求:
键宽80.1mm键槽深度尺寸760.1mm及
键槽对©80轴线对称度为0.2mm已知轴径尺寸800.1mm试分别计算如图b、图c所示两种定位方案的定位误差,并判断哪个方案更好。
解:
①对于方案b:
定位误差:
由于定位基准重合,故Db0mm
对称误差:
对称b
Td
0.1
0.05mm
②对于方案C:
定位误差:
TD10.11
dc今
(1)
(1)0.021mm
2。
2°90
Sin—Sin
22
对称误差:
对称c0mm
③方案b中,
对称b0.050.25,方案c中,Dc0.0210.21
T对称0.2T0.1
比较方案b及方案c中定位误差及对称误差的比值,方案c更好
 升级会员
升级会员 