3中压缩机至加气柱管道焊接过程记录.docx
《3中压缩机至加气柱管道焊接过程记录.docx》由会员分享,可在线阅读,更多相关《3中压缩机至加气柱管道焊接过程记录.docx(20页珍藏版)》请在冰豆网上搜索。
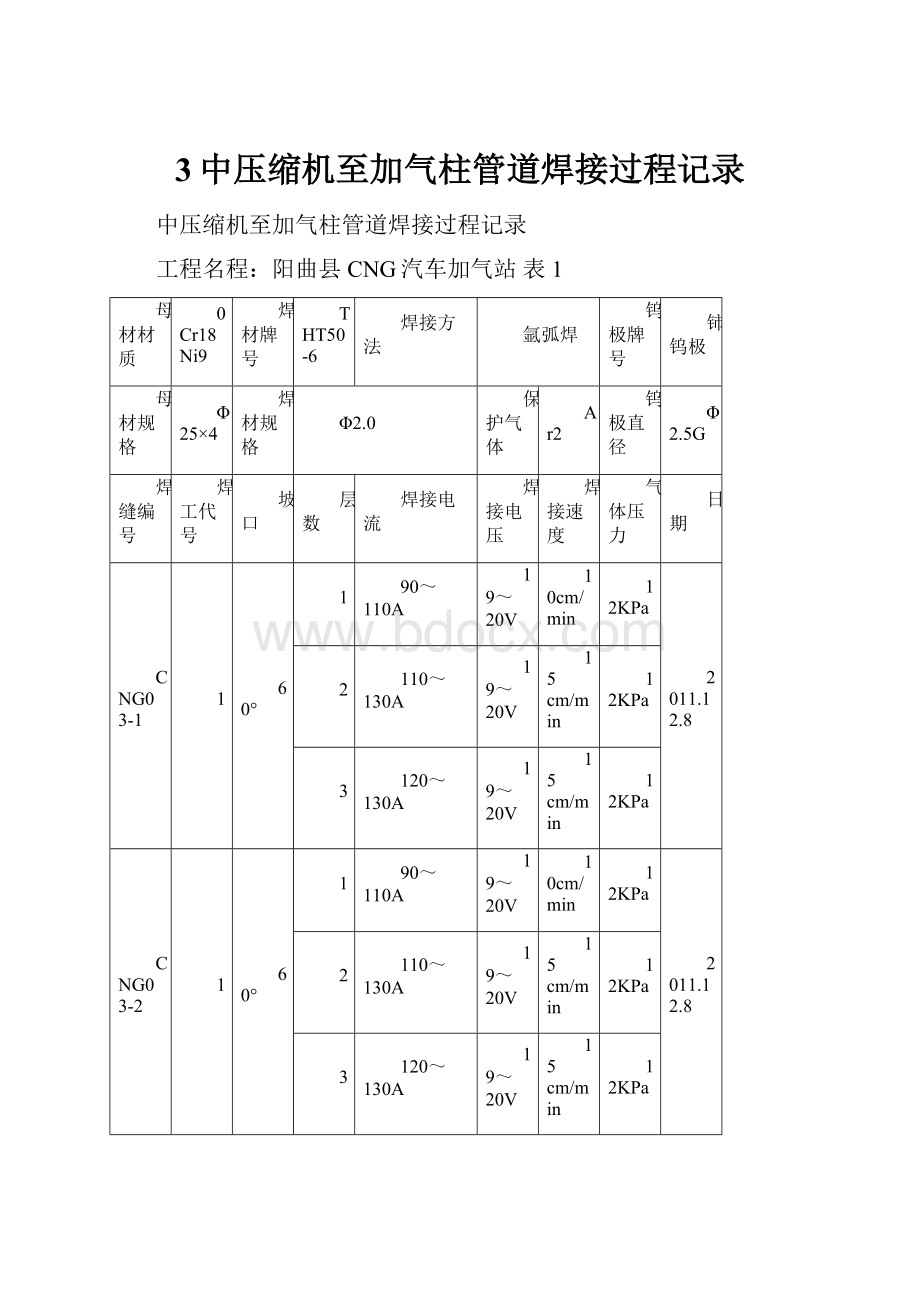
3中压缩机至加气柱管道焊接过程记录
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表1
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧焊
钨极牌号
铈钨极
母材规格
Φ25×4
焊材规格
Φ2.0
保护气体
Ar2
钨极直径
Φ2.5G
焊缝编号
焊工代号
坡口
层数
焊接电流
焊接电压
焊接速度
气体压力
日期
CNG03-1
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-2
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-3
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-4
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-5
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-6
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
项目负责人:
年月日
检查人员:
年月日
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表2
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧焊
钨极牌号
铈钨极
母材规格
Φ25×4
焊材规格
Φ2.0
保护气体
Ar2
钨极直径
Φ2.5G
焊缝编号
焊工代号
坡口
层数
焊接电流
焊接电压
焊接速度
气体压力
日期
CNG03-7
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-8
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-9
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-10
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-11
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-12
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
项目负责人:
年月日
检查人员:
年月日
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表3
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧焊
钨极牌号
铈钨极
母材规格
Φ25×4
焊材规格
Φ2.0
保护气体
Ar2
钨极直径
Φ2.5G
焊缝编号
焊工代号
坡口
层数
焊接电流
焊接电压
焊接速度
气体压力
日期
CNG03-13
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-14
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-15
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-16
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-17
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-18
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
项目负责人:
年月日
检查人员:
年月日
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表4
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧焊
钨极牌号
铈钨极
母材规格
Φ25×4
焊材规格
Φ2.0
保护气体
Ar2
钨极直径
Φ2.5G
焊缝编号
焊工代号
坡口
层数
焊接电流
焊接电压
焊接速度
气体压力
日期
CNG03-19
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-20
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-21
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-22
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-23
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-24
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
项目负责人:
年月日
检查人员:
年月日
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表5
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧焊
钨极牌号
铈钨极
母材规格
Φ25×4
焊材规格
Φ2.0
保护气体
Ar2
钨极直径
Φ2.5G
焊缝编号
焊工代号
坡口
层数
焊接电流
焊接电压
焊接速度
气体压力
日期
CNG03-25
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-26
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-27
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-28
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-29
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-30
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
项目负责人:
年月日
检查人员:
年月日
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表6
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧焊
钨极牌号
铈钨极
母材规格
Φ25×4
焊材规格
Φ2.0
保护气体
Ar2
钨极直径
Φ2.5G
焊缝编号
焊工代号
坡口
层数
焊接电流
焊接电压
焊接速度
气体压力
日期
CNG03-31
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-32
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-33
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-34
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-35
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-36
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
项目负责人:
年月日
检查人员:
年月日
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表7
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧焊
钨极牌号
铈钨极
母材规格
Φ25×4
焊材规格
Φ2.0
保护气体
Ar2
钨极直径
Φ2.5G
焊缝编号
焊工代号
坡口
层数
焊接电流
焊接电压
焊接速度
气体压力
日期
CNG03-37
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-38
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-39
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-40
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-41
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-42
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
项目负责人:
年月日
检查人员:
年月日
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表8
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧焊
钨极牌号
铈钨极
母材规格
Φ25×4
焊材规格
Φ2.0
保护气体
Ar2
钨极直径
Φ2.5G
焊缝编号
焊工代号
坡口
层数
焊接电流
焊接电压
焊接速度
气体压力
日期
CNG03-43
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-44
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-45
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-46
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-47
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-48
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
项目负责人:
年月日
检查人员:
年月日
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表9
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧焊
钨极牌号
铈钨极
母材规格
Φ25×4
焊材规格
Φ2.0
保护气体
Ar2
钨极直径
Φ2.5G
焊缝编号
焊工代号
坡口
层数
焊接电流
焊接电压
焊接速度
气体压力
日期
CNG03-49
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-50
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-51
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-51+1
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-52
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
CNG03-53
1
60°
1
90~110A
19~20V
10cm/min
12KPa
2011.12.8
2
110~130A
19~20V
15cm/min
12KPa
3
120~130A
19~20V
15cm/min
12KPa
项目负责人:
年月日
检查人员:
年月日
中压缩机至加气柱管道焊接过程记录
工程名程:
阳曲县CNG汽车加气站表10
母材材质
0Cr18Ni9
焊材牌号
THT50-6
焊接方法
氩弧
 升级会员
升级会员 