PTA工程母液蒸发大型设备吊装施工方案新版精品资料.docx
《PTA工程母液蒸发大型设备吊装施工方案新版精品资料.docx》由会员分享,可在线阅读,更多相关《PTA工程母液蒸发大型设备吊装施工方案新版精品资料.docx(13页珍藏版)》请在冰豆网上搜索。
PTA工程母液蒸发大型设备吊装施工方案新版精品资料
设备吊装方案
一、概述:
母液蒸发项目属山东滨州魏桥铝业科技有限公司PTA工程项目之一,该工程项目主体为全钢结构框架组成,各主要设备安装于钢框架之上(中),设备之间用卷焊钢管、无缝钢管及各类管件、阀门等连接输送蒸汽、溶液、冷凝水等介质。
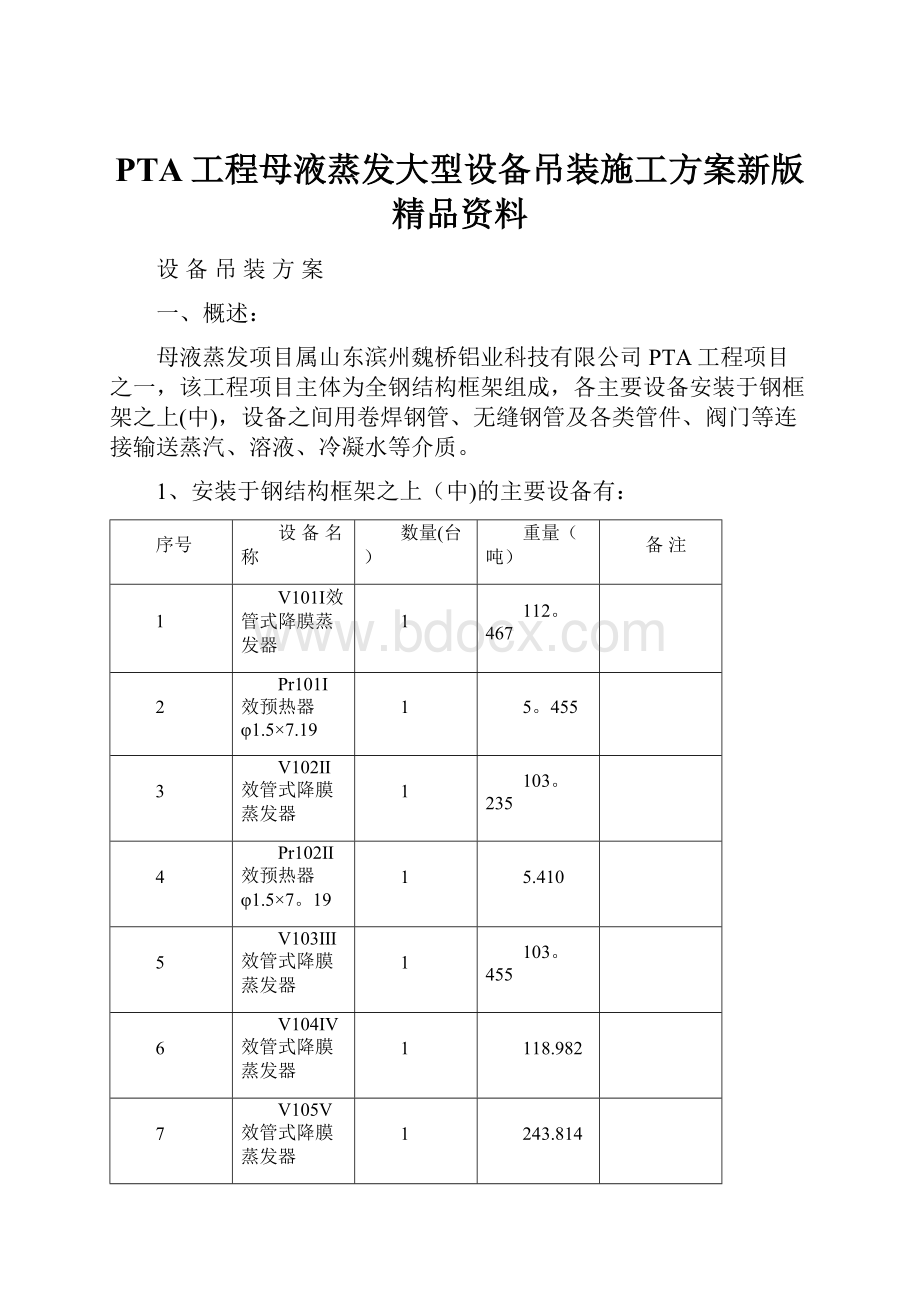
1、安装于钢结构框架之上(中)的主要设备有:
序号
设备名称
数量(台)
重量(吨)
备注
1
V101Ⅰ效管式降膜蒸发器
1
112。
467
2
Pr101Ⅰ效预热器φ1.5×7.19
1
5。
455
3
V102Ⅱ效管式降膜蒸发器
1
103。
235
4
Pr102Ⅱ效预热器φ1.5×7。
19
1
5.410
5
V103Ⅲ效管式降膜蒸发器
1
103。
455
6
V104Ⅳ效管式降膜蒸发器
1
118.982
7
V105Ⅴ效管式降膜蒸发器
1
243.814
8
V106Ⅵ效管式降膜蒸发器
1
262。
344
9
V107强制循环蒸发器
1
76.285
10
NC103水冷器φ4×15.767
1
38。
26
11
NZ101第一自蒸发φ3.3×12.85
1
21。
18
12
NZ102第二自蒸发φ3。
3×12。
85
1
21.18
13
NZ103第三自蒸发φ3.3×12。
85
1
24。
004
14
1-1#冷凝水罐
1
0.265
15
1-2#冷凝水罐
1
0。
265
16
1-3#冷凝水罐
1
0。
308
强制效冷凝水罐
1
0。
265
2#冷凝水罐
1
0。
265
3#冷凝水罐
1
0.308
4#冷凝水罐
1
0。
673
5#冷凝水罐
1
0.797
6#冷凝水罐
1
2.212
热水槽
1
4.343
T125
污水槽
1
3。
818
各类泵
25
手拉葫芦(1.5t、1t)
各1
电葫芦(2t)
1
2、主要钢结构工程量明细:
序号
构件名称
单位
数量(台)
重量(吨)
备注
1
钢柱
根
63
430
2
承重梁
根
34
43
3
框架梁
根
402
206
4
钢支撑
根
10
5
平台钢梯栏杆等
320
最大设备重达262.3t,直径为φ7000mm,长度为26348mm,设备安装后,顶部高度达27m左右。
最长钢柱长34350m,重约15t,安装后柱顶标高34.600m.
二、施工现场吊装运输道路布置:
1、母液蒸发的主要大型设备:
管式降膜蒸发器、强制循环蒸发器、冷凝水罐等全部安装在靠北边的C-D线之间。
而安装运输及吊装线路也必须是选在母液蒸发北边D线与厂区道路之间的通道上,但根据目前安装现场的地势条件来说,不是很理想。
母液蒸发站与厂区道路之间的道路大部份是松软土,且其中有部份在河沟回填土上.由此可见此段道路必须得按大型设备运输、大型吊装机械行走及吊装要求来进行辅设和垫实,否则母液蒸发的大型设备根本就无法进入安装地点安装就位。
(见施工平面布置图)
2、据母液蒸发的结构形式及设备的分布位置来看,主要吊装线路、设备运输线路及吊装时吊车所站的位置,应分布在D线北边和厂区道路之间
的通道上。
因此母液蒸发吊装运输线路的道路,需用大量毛石、碎石以及钢板铺设,才能满足大型设备运输及吊装要求。
(如条件不允许垫毛石、可采用将地面推平,夯实用压路机压死后吊装线路上铺设钢板)根据现场实际情况,铺设道路的宽度应在18-20米,靠D线的北边的道路。
考虑到大型设备运输及吊车在卸车位置的站位,道路的铺设应将母液蒸发D线和厂区马路接通。
三、劳动力安排及施工机械配置:
1、劳动力人员安排:
(1)钢结构构件制作:
铆工:
16人
起重工:
2人
电焊工:
24人
气焊工:
12人
其它工种:
16人
(2)母液蒸发主体框架及设备安装:
铆工:
6人
电焊工:
16人
钳工:
4人
气焊:
2人
起重工:
8人
其它工种:
2人
2、施工机械及吊装工具配置:
制作安装(包括钢结构框架及大型设备安装)
500t汽车吊:
1台
400t汽车吊:
1台
160t汽车吊:
1台
80t汽车吊:
1台
20t汽车吊:
1台
50t履带吊:
1台
滑车轮组:
100t2组8×8(倒装法用)
卡环:
50t2个(倒装法用)
卡环:
100t4个(倒装法用)
交流电焊机:
16台
CO2气保焊机:
18台
半自动切割机:
4台
导向滑车:
20t6个配20t卷扬机用
钢丝绳:
φ13500m
钢丝绳:
φ25100m
钢丝绳:
φ5290m最重设备单件重按100t计
钢丝绳:
φ47.580m
钢丝绳:
φ30750m20t卷扬机用
钢丝绳:
φ5690m最重设备单件重按170t计
四、钢结构主体框架制作:
1、H型钢钢柱钢梁制作,由生活基地加工厂按吊装及设备安装顺序要求,分别制作成成品,并喷砂除锈、刷漆后运至安装现场,同时型钢钢柱及构件等,钢梁制作也可在H型钢制作加工场地按吊装及设备安装顺序要求,分别制作成成品,进行喷砂除锈刷漆后,然后运往现场进行安装。
(H型钢柱、梁制作方法详见母液蒸发项目施工,组织设计中关于H型钢制作方案)
2、一部份型钢支撑、单杆及钢结构件制作,可利用安装现场空地临时搭设一个10×10m简易平台,直接在现场制作.平台用料:
I16:
120米,钢板δ16:
90m2。
五、钢结构主体框架安装:
根据母液蒸发工艺结构流程及主要设备安装分布情况确定安装方案和安装程序。
A、为方便主要设备顺利安装到位,主体框架安装可采取分层安装法:
第一步,首先把主要设备承重框架层安装好,把主体设备吊装到位后,再安装上部结构框架。
下部钢结构框架安装,可选用50t履带吊主杆接28m或50t汽车吊作吊装机具.上部钢结构框架安装,仍选50t履带吊接40m主杆或50t汽车吊作吊装机具。
B、另一部份安装标高不高,重量不重的设备,如冷凝水罐,第一、第三自蒸发器,强制循环排盐蒸发器蒸发室等,也可根据工期进度要求采用50t履带吊安装。
C、下部钢框架(设备承重框架)安装顺序先从
—
列的
线开始安装.形成框架后,依次
-
线顺序把所有承重设备框架安装完。
达到一定强度后.可进行主要大型蒸发器设备的安装.
D、上部钢框架安装待主要大型设备(蒸发器、强制蒸发器、水冷器及自蒸发)安装到位后再进行.安装顺序根据甲方设备到场要求进行安装。
如设备到场顺序是Ⅰ效→Ⅵ效蒸发器,那就从
线到
线的顺序安装上部钢结构框。
如设备到场为Ⅵ效→Ⅰ效蒸发器,那就从
线开始往
线安装上部钢框架。
反正必须要把设备安装就位后才能进行上部钢结构框架的安装。
主体钢结构框架分层,主要是对钢柱分段上的要求,这就是要求钢柱在制作出场时要达到安装高度,支承设备及接长时的操作方便要求。
一般钢柱分段要求在操作层或钢梁顶以上1000—1200mm高便于施工操作的位置。
1、土建基础复侧:
根据土建专业提供的基础测量结果,进一步对每个基础进行复侧,按设计要求用红油漆把轴向和纵向中心线分别标在基础四个方位.
2、钢柱安装:
钢柱在安装前,首先要把钢柱的两个方向的中心线分好,用红油漆标在要吊装的钢柱两头,同时钢柱标高基准点要标识清楚。
(一般要求标在+1。
00M高的位置),钢柱底板下垫板的位置要求放在地脚螺栓两侧,每根钢柱基础上设置16组垫板,每组垫板数量不能超过5块,规格为200×130mm。
钢柱安装要求用垂直法吊装,用δ20的钢板制作一个三角板形的吊具,一头且吊车钩钩起,另两头用于钢柱的两根捆绳固定。
此方法能较好控制钢柱安装垂直度,利于找正,也能提高工作效益。
钢柱安装找正时要控制好日照时的误差,避免影响下一步安装程序.
3、钢梁安装:
钢梁安装待安装好两根柱后进行,吊装钢梁一般用一根捆绳绑在梁中心,以便于梁上下能自由摆动,利于安装就位。
安装钢梁一般用经纬仪配合钢柱垂直度找正后,才能点焊或焊接。
如用吊车配合安装钢梁,可先下后上的安装顺序或同时安装两根或几根的安装形式。
如吊车紧张,可先安装上层钢梁,以下几层分别用卷扬机配合安装。
安装钢梁时,操作者分别站在梁两头钢柱爬梯上或在钢柱挑梁上悬挂吊栏进行操作和焊接。
钢柱、钢梁安装必须要形成框架后才能保证其稳定性和一定的强度。
再进行第五根、第六根钢柱的安装.以免如果把所有钢柱都竖上,保证了形象,再进行梁安装,再来每根每根钢柱找正,既浪费人工,也影响工期效益。
4、钢支撑及其结构件的安装:
为了防止钢梁、钢柱安装后产生变形,而进行二次找正影响钢梁、钢柱之间的支撑或单杆一并安装好。
5、钢平台及钢梯安装:
为了保证操作者的操作安全,减少高空悬挂作业的危险性,也便于上、下操作方便,不影响设备安装和吊装的平台,钢梯可在钢结构框架安装好后进行,以减少交叉作业时难免发生的意外,同时也大大提高了工作效益。
6、平台及梯子栏杆安装:
为了保证操作者的人身安全,凡是不影响设备安装和吊装地方平台钢梯的栏杆都能装上。
不能安装的位置和地方也应该用临时栏杆和白棕绳围起,能起到一定的保护作用。
7、其它钢结构件安装:
各影响设备安装及吊装就位地方的各种钢结构件,待设备安装完毕后,才进行完善和补装。
六、设备安装:
目前,根据张家港市化工机械有限公司提供的有关母液蒸发主要设备分段情况,外径尺寸、分段重量得知,Ⅰ—Ⅵ效管式降膜蒸发器及强制循环排盐蒸发器按分离室及蒸发室分二段出厂外,其它设备均为整体出厂.
1、母液蒸发主要设备出厂情况如下:
(1)Ⅰ效管式降膜蒸发器分离室外径为φ4200mm,长度为9853mm;蒸发室外径为φ2400mm,长度14408mm,重112。
467t。
(2)Ⅱ效管式降膜蒸发器分离室外径为φ4200mm,长度为8050mm;蒸发室外径为φ2200mm,长度14333mm,重103.235t。
(3)Ⅲ效管式降膜蒸发器分离室外径为φ4200mm,长度为8360mm,重19.3t;蒸发室外径为φ2200mm,长度14358mm,重103。
455t。
(4)Ⅳ效管式降膜蒸发器分离室外径为φ5100mm,长度为9704mm;蒸发室外径为φ2200mm,长度14358mm,重118.982t.
(5)Ⅴ效管式降膜蒸发器分离室外径为φ6000mm,长度为9634mm;蒸发室外径为φ3500mm,长度14358mm,重243。
814t。
(6)Ⅵ效管式降膜蒸发器分离室外径为φ2000mm,长度为11940mm;蒸发室外径为φ3500mm,长度14408mm,重262。
344t。
(7)强制循环蒸发器分离室外径φ4200mm,长度12602mm,重34。
9t;蒸发室外径为φ1600mm,长度9990mm,重76。
285t。
(8)水冷器外径φ3600mm,长度14451mm,重38.260t。
(9)第一至第三自蒸发器外径φ3300mm,长度11850mm,重24。
004t。
2、按设备制作厂家分段情况及单件重量,根据设备的安装位置和安装高度,母液蒸发主要大型设备安装,我们将考虑用三种吊装方案:
A、Ⅰ-Ⅵ效管式降膜蒸发器及强制循环蒸发器,因考虑分离室外径都大于支承框架柱间距,除强制循环蒸发器外,蒸发器的分离室全部安装在蒸发器的蒸发室下部.所以,蒸发器的吊装只能按顺装法安装。
先将蒸发器分离室吊装到支承框架上安装就位后,并进行找正完,再将蒸发器蒸发室吊装到分离室上部安装就位,在空中将蒸发器分离室和蒸发室组对连接成整体。
(1)吊装方法:
根据最重件Ⅴ、Ⅵ效管式降膜蒸发器蒸发室重量达170t,直径为φ3500mm,长度14408mm,安装高度达27m来考虑,选一台500t汽车吊或500t履带吊作为吊装主机,设备吊装搬正采用一台160t汽车吊配合吊装尾部,缓慢将设备往主吊车方向运输,待设备垂直吊正后,松开设备尾部吊绳,用500t汽车吊将设备吊装到位。
吊装时,吊车及设备的摆放见蒸发器吊装及摆放位置示意图一、二。
(2)其它效,如Ⅰ-Ⅳ效蒸发器的蒸发室,强制循环排盐蒸发器的分离室,直接接触水冷器及Ⅴ、Ⅵ效蒸发器的分离室,由于最重件在100t左右,可采用400t汽车吊作为主吊机,设备搬正可采用80t汽车吊辅助,吊装法用Ⅴ、Ⅵ效蒸发器蒸发室的吊装方法。
(3)Ⅰ-Ⅳ效蒸发器的分离室的吊装,因最重单件在40吨左右,可考虑用160t汽车吊作为主吊机,设备搬正可采用32t汽车吊辅助,吊装法同
(1)、
(2).
以上吊装方法,虽说工期较短,效益高,但成本较大,500t汽车吊就目前来讲,国内只有四台,而且出场费及台班费相当高,按目前的安装设备机械费取费标准来看,总造价丙类三级取费直接费下浮30%,一般的情况下施工单位根本无法承受,因此,为了确保工期,保质保量,建议在蒸发站Ⅴ、Ⅵ效蒸发器蒸发室的吊装上,建设单位能否考虑和承担一部份费用,以满足工期的要求。
B、因500t汽车吊出场费和台班费较高,从甲、乙双方节约成本来看,Ⅴ、Ⅵ效蒸发器蒸发室可采用在安装现场安装一部份内管(即制作厂家在Ⅴ、Ⅵ效蒸发室出场时,总重量不能超过100吨,留一部份内管在蒸发室吊装到位后再安装),虽说安装内管相对来讲,工期较地面长一些,但从整个工程的形象进度明显提高了。
因此,要求建设单位能和蒸发器制作厂家张家港市化工机械有限公司协商,Ⅴ、Ⅵ效蒸发器蒸发室单件出厂重量不能超过100吨,留一部份内管在蒸发室吊装到位后再安装,我方可协助安装内部管的吊装及脚手架的搭设工作。
这样蒸发站的主要设备都可以用400吨汽车吊来吊装,不管从工期上还是从成本上考虑,都可以满足双方的要求。
C、Ⅴ、Ⅵ效蒸发器蒸发室及分离室采用倒装法安装,其它设备采用400吨汽车吊吊装,所谓倒装法:
就是先将蒸发器上部蒸发室采用两台20吨卷扬机配两套100吨8×8滑轮组,利用在四根钢柱顶部设置吊装大梁,两套100吨8×8滑轮组挂在吊装大梁两端,作为吊装设备的吊点,四根钢柱以下全部要用型钢做成梁和支撑进行加固,在钢柱上要用钢梁连接,设置蒸发室的支点,蒸发室上要设置支座,蒸发室用运输翻转拖排,(需根据实际情况先制作好),从两根钢柱间运送到吊装梁下,吊装到位后,放在临时支点上,固定好。
在蒸发室下部地面搭设组装平台,分离室采用正装法组装后再用两组滑轮组提起套在蒸发室下端安装位置后,再安装支撑蒸发器的承重梁,将整个蒸发器座在安装位置上,但此种安装方法准备工作时间太长,风险也较大,所需要的机具相当复杂繁多,人员也要配置多一些.两台蒸发器如果要达到全部安装到位,连准备工作和将所有的机具及临时支撑、吊装梁等拆除掉,最少也要两个半月到三个月,甚至还要长些。
因建设单位要求工期较短,一般我们都不采用此方法。
3、吊装顺序:
Ⅰ、Ⅱ效蒸发器分离室→Ⅰ、Ⅱ效蒸发器蒸发室→Ⅲ、Ⅳ效蒸发器分离室→Ⅲ、Ⅳ效蒸发器蒸发室→水冷器→强制效排盐蒸发器分离室→Ⅴ、Ⅵ效蒸发器分离室→Ⅴ、Ⅵ效蒸发器蒸发室
七、质量技术要求:
1、钢结构制安:
(1)严格按照《钢结构工程施工质量验收规范》GB50205—2001中有关规定及设计图纸要求进行制作。
(2)柱脚底座中心线对定位轴线的偏移应≤5mm。
(3)柱基准点标高:
有吊车梁的柱+3mm-5mm
无吊车梁的柱+5mm-8mm。
(4)柱弯曲点高≤15mm.
(5)柱轴线垂直度:
单层柱≤25mm
多层柱、单节柱≤10mm
柱全高≤35mm.
(6)上、下柱连接处的错口≤3mm。
(7)同一层柱的各柱顶高度差≤5mm。
(8)同一根梁两端顶面的高差≤10mm。
(9)主梁与次梁表面的高差±2.0mm。
2、设备安装:
(1)设备安装标高±15mm。
(2)设备安装垂直度1/1000H应≤20mm。
(3)设备安装位移5mm。
(4)设备安装水平度1/1000L应≤10mm。
八、安全技术措施:
1、凡参加本工程的所有施工人员应遵守国家有关建筑安全条例,并按本工种安全操作规程进行作业操作.
2、凡参加本工程的有关施工人员均应熟悉起吊方法及本工程内容,并按方案进行施工。
3、在施工过程中,施工人员必需具体分工、明确职责,在整个吊装过程中,要把如此庞大的设备吊装到设计要求的高度安装就位,就要求必须有具备吊装性能的大型吊装机械和完好坚实平坦的道路。
根据母液蒸发及碱液调配主要大型设备分布位置和安装情况来看,设备材料运输、卸车及吊车行走、吊装线路,母液蒸发应选在靠
线南边和
线北边两条通长的线路上。
碱液调配应选在靠5/A线东边位置的线路上.(详见施工平面布置图).
就设备分段的情况来讲,所有管式降膜蒸发器及强制循环蒸发器是按蒸发室和分离室部位进行分段出厂的,分离室直径大,重量略大于蒸发室,安装在下部,蒸发室直径小,重量大,安装在分离室上部。
如采用传统的双人字龙门吊,吊架先上后下倒装法进行蒸发室吊装就位的话,而分离室直径大于支承框架钢柱间距,根本无法将此安装到位,所以,此倒装法仅用于直径小于支承框架钢柱间距的设备的安装。
九、技措材料汇总:
工字钢:
I16120米
钢板:
δ1296m2
槽钢:
[1270米
钢管:
DN20200米
圆钢:
φ14工程余料
角钢:
L40*4300米
 升级会员
升级会员 