物流设计.docx
《物流设计.docx》由会员分享,可在线阅读,更多相关《物流设计.docx(27页珍藏版)》请在冰豆网上搜索。
物流设计
一、准备的原始资料
课程设计题目变速箱厂总平面布置设计
课程设计内容与要求:
原始给定条件:
公司有地16000平方米,厂区南北为200米,东西宽80米,工
厂预计需要工人300人,计划建成年产100000套变速箱的生产厂。
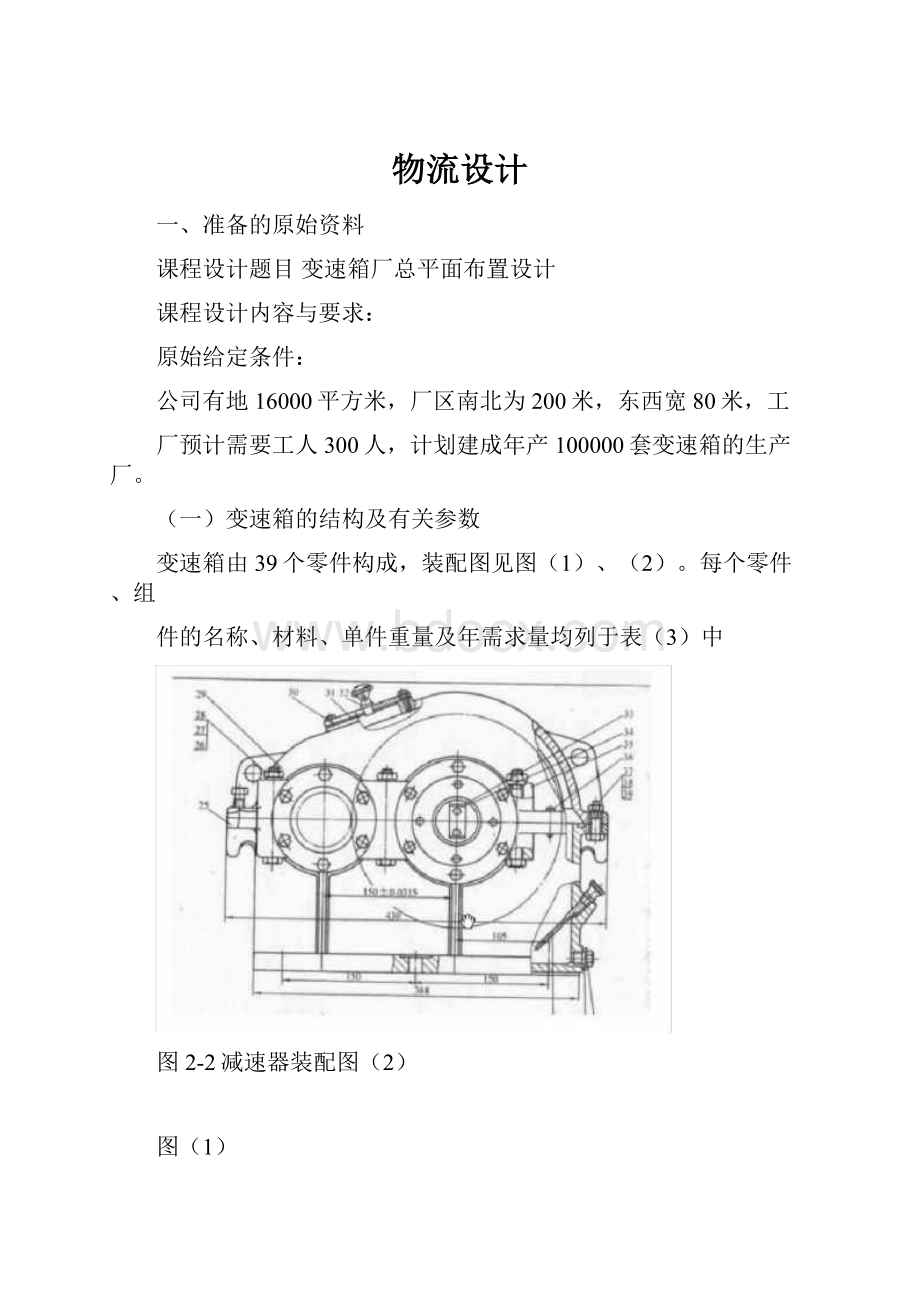
(一)变速箱的结构及有关参数
变速箱由39个零件构成,装配图见图
(1)、
(2)。
每个零件、组
件的名称、材料、单件重量及年需求量均列于表(3)中
图2-2减速器装配图
(2)
图
(1)
HIMM"mm?
-
23Iims4*
H*耶岸
ivr>n虬備Jm«“他和$
内帚冷fl准■事■协金k机輕血业慢魏戯針鼻茂:
tt乐IV上予11小・91阵
3.爭注赳吐號!
Ml博||豪措・2事少尸叽恆曲阳■・加予亦虫・討列用旅料厦用盯硏靠自膏糧■忻*amjic■卓>t能■牺・0oon"矗时冲■m」*0M-•ISw«l
ff-rflUi'lMUJit加尊讯*"杞ItWHlfFWtflH
frnrkMR«心Vktfe电hk価it
图2-3减速器裝配图⑶
图
(2)
表(3)零件明细表
工厂名称:
变速箱厂
产品名称
变速箱
产品编号
110
计划年产量
100000
序号
零件
名称
零件
代号
自制
外购
材料
总计划
需求量
零件
图号
形状
单件重
量/kg
说明
39
垫圈
V
65Mn
200000
0.004
38
螺母
V
Q235
200000
0.011
37
螺栓
V
Q235
300000
0.032
36
销
V
35
200000
0.022
35
防松
垫片
V
Q215
100000
0.010
34
轴端
盖圆
V
Q235
100000
0.050
33
螺栓
V
Q235
200000
0.020
32
通气
器
V
Q235
100000
0.030
31
视孔
盖
V
Q215
100000
0.050
30
垫片
V
橡胶
纸
100000
0.004
29
机盖
V
HT200
100000
2.500
28
垫圈
V
65Mn
600000
0.006
27
螺母
V
Q235
600000
0.016
26
螺栓
V
Q235
600000
0.103
25
机座
V
HT200
100000
3.000
24
轴承
V
200000
0.450
23
挡油
圈
V
Q215
200000
0.004
22
毡圭寸
油圈
V
羊毛
毡
100000
0.004
21
键
V
Q275
100000
0.080
20
定距
环
V
Q235
100000
0.090
19
密封
盖
V
Q235
100000
0.050
18
可穿
透端
盖
V
HT150
100000
0.040
17
调整
垫片
V
08F
200000
0.004
16
螺塞
V
Q235
100000
0.032
15
垫片
V
橡胶
纸
100000
0.004
14
游标
尺
V
100000
0.050
13
大齿
轮
V
40
100000
1.000
12
键
V
Q275
100000
0.080
11
轴
V
Q275
100000
0.800
10
轴承
V
200000
0.450
9
螺栓
V
Q235
2400000
0.025
8
端盖
V
HT200
100000
0.050
7
毡圭寸
油圈
V
羊毛
毡
100000
0.004
6
齿轮
轴
V
Q275
100000
1.400
5
键
V
Q275
100000
0.040
4
螺栓
V
Q235
1200000
0.014
3
密封
盖
V
Q235
100000
0.020
2
可穿
透端
盖
V
HT200
100000
0.040
1
调整
垫片
V
08F
200000
0.010
(二)作业单位的划分
根据变速箱的结构及工艺特点,设立如表
(1)所示11个
单位,分别承担原材料存储、备料、热处理、加工与装配、产品性能
测试、生产管理等各项生产任务。
作业单位建筑汇总表表
(1)
序号
作业单位名
称
用途
建筑面积/
(m*m)
备注
01
原材料库
储存钢材
20*30
露天
02
铸造车间
铸造
12*24
03
热处理车间
热处理
12*12
04
机加工车间
车、铳、钻
13*36
05
精密车间
精镗、磨削
12*36
06
标准件、半成品
库
储存外购件、半
成品
12*24
07
组装车间
组装变速箱
12*36
08
铸造车间
铸造
12*24
09
成品库
产品储存
12*12
10
办公服务楼
办公楼、食堂等
80*60
11
设备维修车间
机床维修
12*24
(三)生产工艺过程
变速箱的零件较多,但是大多数零件为标准件采用外购,总的工艺过程可分为零件的制作与外购、半成品暂存、组装、性能试验、成品储存等阶段。
1•零件的制作与外购
制作的零件如表2、表4~表8,表中的利用率为加工后产品与加工前的比率。
表2机盖加工工艺过程表
产品名
称
件号
材料
单件质量/kg
计划年产量
机盖
29
HT200
2.5
100000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
备料
2
铸造车间
铸造
80
3
机加工车间
粗铣、镗、钻
80
4
精密车间
精铣、镗
98
5
半成品库
暂存
表4机座加工工艺过程表
产品名
称
件号
材料
单件质量/kg
计划年产量
机座
25
HT200
3
100000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
备料
2
铸造车间
铸造
80
3
机加工车间
粗铣、镗、钻
80
4
精密车间
精铣、镗
98
5
半成品库
暂存
表5大齿轮加工工艺过程表
产品名
称
件号
材料
单件质量/kg
计划年产量
大齿轮
13
40
1
100000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
备料
2
铸造车间
锻造
80
3
机加工车间
粗铣、插齿、钻
80
4
热处理车间
渗碳淬火
5
机加工车间
磨
98
6
半成品库
暂存
表6轴加工工艺过程表
产品名
称
件号
材料
单件质量/kg
计划年产量
轴
11
Q275
0.8
100000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
备料
2
机加工车间
粗车、磨、铣
80
3
精密车间
精车
90
4
热处理车间
渗碳淬火
5
机加工车间
磨
98
6
半成品库
暂存
7
表7齿轮轴加工工艺过程表
产品名
称
件号
材料
单件质量/kg
计划年产量
齿轮轴
6
Q275
1.4
100000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
备料
2
机加工车间
粗车、磨、铣
80
3
精密车间
精车
95
4
热处理车间
渗碳淬火
5
精密车间
磨
98
6
半成品库
暂存
表8端盖加工工艺过程表
产品名
称
件号
材料
单件质量/kg
计划年产量/kg
端盖
8
HT200
0.05
100000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
备料
2
铸造车间
铸造
60
3
精密车间
精车
80
2•标准件、外购件与半成品暂存
产出的零件加工完经过各个车间检验合格后,送入半成品库暂存。
外
购件与标准件均放在半成品库。
3.组装
所有零件在组装车间集中组装成变速箱成品。
4性能测试
所有成品都在组装车间进行性能测试,不合格的就在组装车间进行修复,合格后送入成品库房,即不考虑成品组装不了的情况。
5•成品储存
所有合格变速箱均存放在成品库房等待出厂。
二、工艺过程分析
(1)计算物流量
通过对产品的加工、组装、检验等各种加工阶段以及各工艺过程路线的分析,计
算每个工艺过程各工序加工前工件单位质量及产生的废料重量,并根据全年生产
表2-1全年生产量计算全年物流量
产品名称
毛重/kg
废料/kg
铸造废料
锻造废料
机加工废料
精加工废料
全年总质量
1.486*100
机盖
2.5/(0.8*0.8*0.98)
3.9860*0.2=
3.9860*0.8*0.2
3.9860*0.8*0.
000=14860
=3.9860
0.7972
=0.6378
8*0.02=0.0510
0
4.7832*0.8*
1.783*100
机座
3/(0.8*0.8*0.98)=
4.7832*0.2=
4.7832*0.8*0.2
0.8*0.02=0.06
000=17831
4.7832
0.9566
=0.7653
13
0
大齿
1.5944*0.
1.5944*0.8*
1/(0.8*0.8*0.98)=1
2
1.5944*0.8*0.2
0.8*0.02=0.02
0.595*100
轮
.5944
=0.3189
=0.2551
04
000=59440
1.1337*0.8*0.
轴
0.8/(0.8*0.9*0.98)
1.1337*0.2=0.2
1+1.1337*0.8*
0.334*100
=1.1337
267
0.9*0.02=0.10
7
000=27410
1.8797*0.8*0.
齿轮
1.4/(0.8*0.95*0.98
)
=1.8797
1.8797*0.2=0.3
05+1.8797*0.8
0.480*100
轴
759
*0.95*0.02=0.
00=47970
1038
端盖
0.05/(0.6*0.8)
0.10424*0.4
0.10424*0.6*0
0.0542*10
=0.1042
=0.0417
.2=0.0125
0000=5420
(2)绘制各零件的工艺过程图
根据各零件的加工工艺过程与物流量,绘制各零件的工艺过程如图
2-1――图2-6所示。
图中序号分别为:
1—原材料库,2—铸造车间,3—热处理车间,4—机加工车间,5—精密车间,6—半成品库,8—锻造车间
原材料
V
3.000
0.7972
0.6378
0.0510
图2-1机盖物流量
0.9566
废料
废料
废料
0.7653
0.0613
原材料
废料
0.3189
0.2551
废料
废料
0.0204
图2-3大齿轮物流量
原材料
0.2267
废料
0.0907
废料
0.0163
废料
0.3759
废料
10.0752
!
•
0.0286
0.0417
废料
图2-6端盖物流量
图2-5齿轮轴物流量
0.0125
3)绘制产品总工艺过程图
变速箱总的生产过程可分为零件的加工阶段——总装阶段——性能实验阶段,所有零件,组件在组装车间集中组装。
将变速箱所有工艺过程汇总在一张图上,得到变速箱总工艺过程如图2-7所示。
该图清楚的表示出变速器生产的全过程以及各工序单位之间的物流情况,为进一步进行深入的物流分析奠定了基础。
爛件廊m麻惓
300000
2X000
424200
1299200
H4-7环总工艺豳
注;總懈为;庞扫却讳1栩卜基P腊
三、物流分析与作业单位相互关系分析
一)物流分析
1、绘制从至表
根据变速箱较佳工艺过程表3-1,绘制出变速箱工艺过程物流从至表。
如表
3-1所示
从、
1
2
3
4
5
6
7
8
9
合计
原材
料库
铸造
车间
热处
理车
间
机加
工车
间
精密车间
半成品库
组装
车间
锻造
车间
成品
库
1
原材料库
887.3
301.3
159.4
1348.1
2
铸造车间
、
707.7
707.7
3
热处理车间
335.6
224.5
560.1
4
机加工车间
102.0
\
797.5
127.6
1347.1
5
精密车间
224.5
\
550.0
774.5
6
半成品库
\
1299.2
1299.2
7
组装车间
X
1299.2
1299.2
8
锻造车间
127.6
\
127.6
9
成品库
X
合计
887.3
326.5
1472.2
1022
870.0
1299.2
287.1
1299.2
7463.5
编制(日期)审核(日期)
2、绘制物流强度汇总表
根据产品的工艺过程和物流从至表,统计各单位之间的物流强度,
3、划分物流强度等级
将各作业单位对的物流强度按大小排序,自从达填入物流强度分析表中,根据物
流强度分别划分物流强度等级。
作业单位对或称为物流路线的物流强度等级,应按物流路线比例或承担的物流量比例来去确定。
针对变速箱的工艺过程图,利用表3-2中统计的物流量,按由小到大的顺序绘制物流强度分析表3-3,表3-2中未出现的作业单位之间不存在固定的物流,因此,物流强度等级为U级。
表3-2物流强度汇总表
序号
作业单位对(路线)
物流强度/t
序号
作业单位对(路线)
物流强度/t
1
1—2
887.3
7
4—5
797.7
2
1—4
301.3
8
4—6
320.0
3
1—8
159.5
9
4—8
127.6
4
2—4
707.7
10
5—6
550.0
5
3—4
335.6
11
6—7
1299.2
6
3—5
224.5
12
7—9
1299.2
表3-3物流强度分析表
序号
作业单位对(路
线)
物流强度(单位:
t)
115030045060075090010501200
111111111
物流强
度等级
1
6—7
A
2
7—9
A
3
1—2
E
4
4—5
E
5
2—4
E
6
5—6
I
7
3—4
I
8
4—6
I
9
1—4
O
10
3—5
O
11
1—8
O
12
4—8
O
3、绘制作业单位物流相关图
根据以上分析,绘制作业单位物流相关表,如图3-1所示
图3-1作业单位物流相关图
二)作业单位非物流相互关系分析
针对变速箱生产特点,制定各作业单位间相互关系密切程度理由如表6-1
所示。
根据表3-4制定变速箱“基准相互关系”(见表3-4),在此基础上建立非物流作业单位相互关系图,如图3-2所示。
表3-4变速箱各作业单位关系密切程度理由
编号
理由
编号
理由
1
工作流程的连续性
5
安全及污染
2
生产服务
6
振动,噪声,烟尘
3
物料搬运
7
人员联系
4
管理方便
8
信息传递
表3-5作业单位基准相互关系等级表
符号
含义
A
绝对重要
E
特别重要
I
重要
O
一般密切程度
U
不重要
X
不希望接近
图3-2作业单位非物流相关图
四、绘制作业单位位置相关图
(一)综合接近程度
由于变速箱厂作业单位之间相互关系数目较多,为绘图方便,先计算各作业单
位的综合接近程度,如表4-1所示。
综合接近程度分数越高,说明该作业单位越应该靠近布置图的中心;分数越低,说明该作业单位应该远离布置图的中心,最好处于布置图的边缘。
因此,布置设计应该按综合接近程度分数高低顺序进行,即按综合接近程度分数高低顺序来布置作业单位顺序。
表4-1综合接近程度排序表
X
1
2
3
4
5
6
7
8
9
10
11
原材
料库
铸造
车间
热处理车
间
机加工
车间
精密车间
半成品库
组装
车间
锻造
车间
成品
库
办公服务楼
设备
维修
车间
1
原材料库
X
E/3
0/1
I/2
U/0
U/0
U/0
0/1
U/0
0/1
U/0
2
铸造车间
E/3
\
U/0
E/3
U/0
U/0
U/0
U/0
U/0
X/-1
0/1
3
热处理车间
0/1
U/0
、
I/2
U/0
U/0
U/0
U/0
U/0
X/-1
U/0
4
机加工车间
1/2
E/3
I/2
\
E/3
I/2
U/0
U/0
U/0
X/-1
U/0
5
精密车间
U/0
U/0
U/0
E/3
、
I/2
U/0
U/0
U/0
X/-1
U/0
6
半成品库
U/0
U/0
U/0
I/2
I/2
X
A/4
U/0
U/0
U/0
U/0
7
组装车间
U/0
U/0
U/0
U/0
U/0
A/4
\
U/0
A/4
0/1
U/0
8
锻造车间
0/1
U/0
U/0
U/0
U/0
U/0
U/0
U/0
X/-1
U/0
9
成品库
U/0
U/0
U/0
U/0
U/0
U/0
A/4
U/0
X
U/0
U/0
10
办公服务楼
0/1
X/-1
X/-1
X/-1
X/-1
U/0
0/1
X/-1
U/0
\、
U/0
11
设备维修车
间
U/0
0/1
U/0
U/0
U/0
U/0
U/0
U/0
U/0
U/0
\
综合接近程度
8
6
2
11
4
8
9
0
4
-3
1
排序
3
5
8
1
7
4
2
10
6
11
9
物流等级分类:
A=4E=31=20=1U=0X=-1
根据表4-1综合接近程度排序表得各作业单位布置顺序依次为:
1.机加工车
间,2.组装车间,3.原材料库,4.半成品库,5.铸造车间,6.成品库,
7.精密车间,8.热处理车间,9.设备维修车间,10.锻造车间,11.办公服务楼
(二)作业单位位置相互图
在绘制作业单位位置关系图时,作业单位之间的相互关系用表8-2所示的连
线类型来表示,用相应符号来表示作业单位,以便区分作业单位的性质。
变速箱作业单位位置相关关系如图4-2表示。
表4-2关系密切表示法
符号
系数值
线条数
密切程度等级
颜色规范
A
4
////
绝对必要
红
E
3
///
特别重要
桔黄:
I
2
//
重要
绿
O
1
/
一般
蓝
U
0
不重要
不着色
X
-1
不希望
棕
图4-1变速箱厂作业单位位置相关图
五、绘制作业单位面积相关图
选取绘图比例1:
1000,绘制单位为mm,变速箱作业单位面积相关图,女口图5-2所示。
图5-2变速箱厂作业单位面积相关图
六、修正
根据变速箱的特点,考虑相关规定以及各方面的限制条件,得到变速箱厂平面布
置方案见附图
七、方案的评价与选择
运用加权因素法对变速箱厂进行评价,其评价过程和评价结果如表7-1
所示。
表7-1加权因素评价表
方案
1
2
3
相对重要性
评价因素
等级
得分
等级
得分
等级
得分
物流效率与方便性
A
4
E
3
E
3
10
空间利用率
E
3
E
3
E
3
 升级会员
升级会员 