9胡麻油生产加工规程汇总.docx
《9胡麻油生产加工规程汇总.docx》由会员分享,可在线阅读,更多相关《9胡麻油生产加工规程汇总.docx(9页珍藏版)》请在冰豆网上搜索。
9胡麻油生产加工规程汇总
胡麻油生产加工规程
1)加工规程、技术参数:
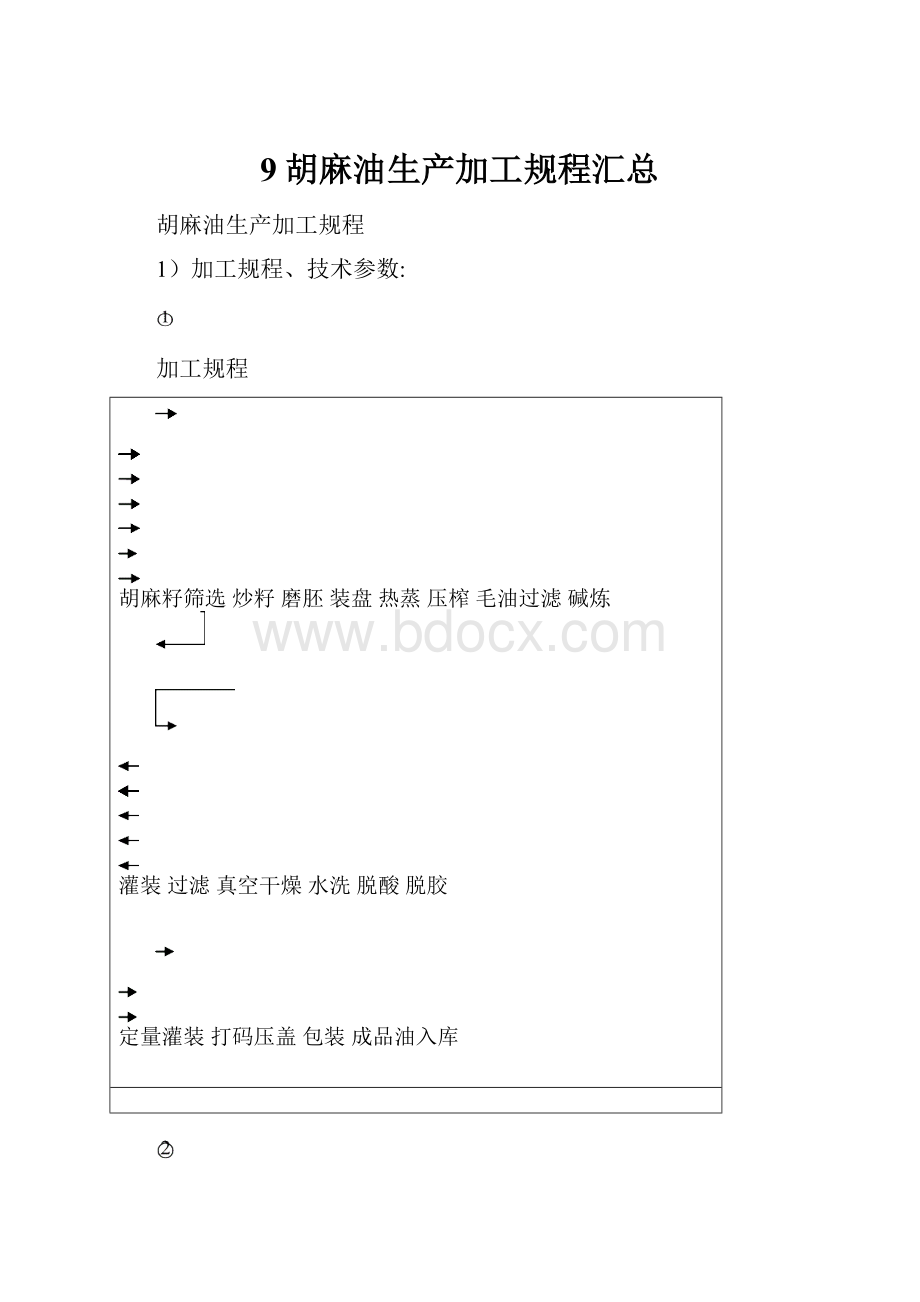
加工规程
胡麻籽筛选炒籽磨胚装盘热蒸压榨毛油过滤碱炼
灌装过滤真空干燥水洗脱酸脱胶
定量灌装打码压盖包装成品油入库
技术参数
1.胡麻籽选料应选取颗粒饱满、色泽圆润的原料。
2.风选由5人配合将胡麻倒入原料坑,再由1人打开闭风器,将胡麻吸入风车进行筛选,筛选后的胡麻导入炒锅上料坑,然后检查炒锅的各个闭风器,将胡麻吸入炒锅料斗,待上料达到240斤时,停止闭风器,拔出插销,将胡麻籽放入炒锅干炒。
3.炒打开炒锅,温度达到180摄氏度,预计干炒1.5小时,油籽由浅褐色变为深褐色,油籽表面油光发亮方可出锅。
倒入磨碎坑中。
(注:
以上流程由3人负责,全天工作分为三班倒,8小时为一班,可干炒胡麻油11520斤,合计:
5.76吨。
)
4.磨碎将胡麻籽倒入磨碎坑以后,由技术员检查磨面机是否能正常运转,然后打开风机,将胡麻吸入料斗,打开运输带,开启磨面机,加紧滚轴,拔出料斗插销、控制胡麻籽的大小量,料斗胡麻籽达到玻璃镜中心停止上料,上料过程需要半个小时,生产的油坯成略带白色的粗面,带有一定的黏性,通过运输带导入装盘区。
(注:
在正常情况下由三滚和二滚磨面机同时运转,可达到每小时生产500斤油坯,由两人负责,分两班制,每班10小时。
全体可生产油坯10000斤,合计5吨。
)
5.装盘油坯每百斤加水9斤将其均匀搅拌,检查油盘内的袋子是否破损,以及及时更换。
每盘数量控制在10斤至12斤之间,装入蒸箱。
6.蒸装箱前先检查蒸箱水源是否接通,油盘要从上到下装入,装好后开启蒸箱电源,在到1.5小时后方可出锅进行压榨。
(注:
装盘蒸箱程序由4人完成,分两班制,平均每40分钟装一箱,每天可装30箱,每箱400斤全天可装12000斤,合计:
6吨油坯。
)
7.出箱出箱时,要求袋子交叉十字摆放,油盘内的油坯要压平,然后包严。
(注:
出箱需3人完成,1人出箱,并给空盘铺好新袋子,两人配合包油坯。
)
8.压榨
(1).在压榨之前应当先检查压榨机是否能够正常运转,液压油是否加够,这是准备工作。
(2).将油包放入桶中时,应放置在油桶的正中心,铁片紧靠桶壁,以防压榨过程中油包受力不均匀,造成油饼一面薄一面厚,压榨不彻底。
(3).一次性填装压榨桶以后,要对其进行压榨压缩。
使其出油后,再次进行填装压缩,使其填装的原料达到300斤左右,填装压缩的过程极其缓慢,我们就对另一台进行填装,做到循环压缩减少时间的浪费。
(4).压榨过程中对于机器的运行时间、暂停时间有严格的要求,每次的运行时间控制在2秒以内,暂停时间控制在15秒到20秒,运行的时间过长则会导致油质浑浊或者油坯外露,时间过短会造成出油不干净达不到1小时上压,2小时压干,6小时滴尽的效果,由于我们采用的是纯物理压榨,所以油的色泽鲜亮,香味俱全。
(由于我厂的压榨机达到20台,由3人操作完成压榨任务。
由3人出箱人员进行配合完成,平均每桶的装箱用20分钟完成,在8小时之内填装所有的压榨桶,每桶300斤油坯,出油率达35%,可产毛油105斤,成2班制,日压榨油坯达到11700斤,毛油4095斤。
)(5).每台压榨机的运行速度各不相同,这对技术员的操作非常严格,要求每位操作员对所有的压榨机都有一定的了解,对运行快的和运行慢的做到微调,已达到6小时滴尽的效果。
9.碱炼先将毛油罐的油打入精炼车间的精炼锅,开始碱炼。
碱炼的比例是根据实物来调整。
婆媒表(比重表)的浓度达到15度的碱水即可,盐的比例是千分之五或千分之三,搅拌均匀即可,毛油罐一次性能精炼5吨的毛油,须用碱75斤,盐50斤过程持续20小时。
10.脱胶当油温升到65摄氏度后停止加热,开始碱炼,注意观察皂角形成变化,由小变大形成片状后碱炼完成。
11.水洗水洗的温度过高时皂角会漂浮上来,4小时后放水放皂角,然后搅拌加热到75摄氏度水洗,水洗完成后沉淀3小时。
12.过滤真空干燥时打开小真空后,把油抽到干燥锅,需打开真空搅拌加热放在0.07度以上,油温90摄氏度,补给器如果是热的就证明有水份,凉了就证明干燥结束。
然后过滤,干燥过程中温度达到70摄氏度时要一直注意观察。
如果有泡沫上溢,打开放气阀门,到没有泡沫位置,然后升温120摄氏度到125摄氏度,脱水完成后,关掉真空。
由于精炼车间生产过程较长,所以由3人轮流进行精炼,持续时间20小时,一次性可完成5吨毛油的精炼。
13.灌装过滤后把油打入灌装车间的油罐中,定量灌装。
例如:
1.8L过程可分为:
调整护栏、控制间距、衡量、手动下潜,调整出油口和油品对称、下潜开始、罐量等6个程序,由5人配合完成操作。
1.8L的定量是1.6561.5L的定量是1.385L的定量是4.61.8L每小时可灌装400瓶,共计:
1440斤1.5L的每小时可灌装400瓶,共计:
1200斤。
5L的每小时可灌装300瓶,共计:
3000斤。
油的标准密度是0.924调试好后,把瓶子吹好后放入轨道,开始操作定量灌,每小时可灌装400瓶,然后设置打码压盖贴标签,包装好后、存入成品油库房。
2)产品的包装材料、方法和储藏、运输环节规程:
包装材料:
塑料、玻璃、铁盒、纸箱;
.包装方法:
装瓶、打盖、擦瓶子、贴标签、装箱、封箱;
.储藏:
专库放置,并提前将仓库在上一次存货时留下的残余物清扫干净。
并在包装箱上挂上每一批次存货的时间,在生产加工等环节上都严格加工存放管理。
;
.运输环节:
集装箱运输、物流运输、快递运输;
3)污水、废弃物的处理规程:
.污水排放到污水厂;
.废弃物的处理:
油渣出售、回收利用;
4)防止绿色食品与非绿色食品交叉污染的规程
权威认证、产品全部用于绿色食品认证。
5)运输工具、机械设备及仓储设施的维护、清洁规程:
1.运输工具要有固定的具有操作资格证书人员操作,按照正常规则定期进行维护,确保机械性能良好,顺利运输;
2.机械设备操作者上岗前必须进行培训,了解设备启动、熟练掌握设备操作规程和安全规范。
机械设备启动、停止要严格按照顺序进行操作。
操作过程中发现异常立刻停机,并及时通知有关人员进行检查。
a.设备的清洁
使用完毕后,操作者必须对设备进行彻底的清理,清洁工具必须用清水清洗。
b.更换品种时设备的清洁
更换品种时,除按照设备的清洁规程执行外,还要用新品种货物对前次货物进行冲顶,用于冲顶的货物不得再按新品种货物处理。
3、仓储设施要定期维修。
清扫、避免出现漏雨、风吹,防产品变质。
对使用后的仓库及时清扫,以备再用。
6)加工厂卫生管理与有害生物控制规程:
6.1加工厂卫生管理
6.1.1厂区卫生间有冲水、洗手设备,平滑不透水,耐腐蚀,保持清洁,不孳生蟑螂及蚊蝇。
6.1.2车间的门窗由耐腐蚀的材料建成,门窗及其他进出料口有防蝇、防虫设施。
6.1.3为保持车间内空气新鲜而设置的通风口需有防蝇、防虫设施。
6.1.4生产车间做好防鼠工作。
排水系统应畅通,排水口应安装网罩,车间内下水口应设有防护网,车间入口处应安装防鼠板,以防老鼠钻入。
6.1.5生产区内所有门窗牢实,在安装设备时,生产区内所有门窗牢实,周围墙壁如有裂缝或空洞应及时修补。
6.2有害生物孳生环境的消除
6.2.1废弃物应集中存放,存放场所应远离车间;同时废弃物应及时清理外运,防止孳生有害昆虫和老鼠。
6.2.2厂区加工车间如发现蜘蛛网吊要及时清除,车间内部废弃品应当日清除出车间,废弃物桶也应每日清洁干净。
6.3有害生物的扑灭
6.3.1依照季节和区域的划分制订一套灭鼠、消灭蟑螂等昆虫的计划和设施。
6.3.2在厂区和生产区设置灭鼠点,在灭鼠点设置粘鼠胶、捕鼠器,定期检查并记录灭鼠的情况。
6.3.3在蚊、虫、蝇大量孳生的季节,工厂应定期采用人工或生物防治维护厂区环境无害虫,特别是废弃物存放区。
6.3.4依据卫生监督的评价结果,对车间按时集中采取灯光诱杀等措施,杀灭虫、蝇、蟑螂等有害生物。
6.3.5应定期对灭鼠和灭虫的效果进行统计及评价记录,并根据结果修订计划或更改方法。
6.4有害生物的防范
6.4.1应安排专人对有害生物出没的周边环境进行定期检查,同时应安排专人在生产前检查车间、设备及防护设施状态,以防范老鼠、害虫的存在。
6.4.2在工作区域内任何人不应随意打开更衣室、卫生间等处门窗,装有纱门、纱窗的除外。
7)生产批号的管理规程
7.1目的
本规定提供了整个生产过程中有关生产批号的管理办法,以确保生产具有可追溯性。
7.2范围
本办法适用于公司进货、过程及最终生产的批号管理。
7.3职责
7.3.1生产车间负责生产批号的归口管理。
7.3.2采购部负责外协件、外购件和外购原材料的批号编制。
7.3.3各相关车间负责过程和最终生产的批号的编制和维护。
7.3.4物控部各仓库负责库存生产批号的编制和维护。
7.4管理办法
7.4.1批号的分类
生产批号分为进货批号、生产批号和最终生产批号三类。
7.4.2批号的编制方法。
7.4.2.1生产批号统一采用日期的年、月、日各两位阿拉伯数字,排列构成的六位数字为生产批号。
7.4.2.2进货批号:
同日同种进厂的生产,以送货凭证或仓库进货登记日期定为进货批号。
7.4.2.3生产批号:
凡在公司内经过加工的生产均应编制生产批号。
同一进货批号的生产,以同一工位(序)连续加工期间的某一日定为生产批号。
7.4.2.4最终生产批号:
以最终装配或加工连续期内某一日定为最终生产批号。
一个批号的批量应不超过一周时间的生产量。
7.4.3批号的使用方法
7.4.3.1进货批号由物控部按
7.4.3.2节所规定进行编号记录在进货送检单上。
不同进货批号的生产要分开存放并标识。
“领料单”、“入库单”、“质量反馈单”以及进货检验报告等记录文件上必须填写进货批号。
7.4.3.3生产批号由车间安排专人负责
7.4.3.4节所规定进行编号。
7.4.3.5最终生产批号由车间专人负责。
7.4.3.6节所规定进行编号。
7.4.4生产批号管理
7.4.4.1记录文件在车间、部门进行传递时应填写批号,否则各部门有权拒收无批号生产。
7.4.4.2批号的记录文件由批号编制部门负责保管、并整理归档。
7.4.4.3生产部负责定期检查生产批号和最终生产批号的执行情况。
7.5.质量记录:
领料单、入库单、送检单、生产零部件标识卡、质量反馈单、自检记录、质检报告。
窗体底端
生产加工记录
2014年4月16日
原材料
单位
数量
购入时间
产品名称
单位
数量
备注
胡麻籽
吨
6
2014.3.10
“红色南梁”纯胡麻油
吨
2.1
胡麻籽
吨
6
2014.4.1
“红色南梁”纯胡麻油
吨
2.2
胡麻籽
吨
6
2014.4.30
“红色南梁”纯胡麻油
吨
2.1
胡麻籽
吨
6.1
2014.5.7
“红色南梁”纯胡麻油
吨
2.2
胡麻籽
吨
5.9
2014.5.29
“红色南梁”纯胡麻油
吨
2.07
胡麻籽
吨
5.8
2014.6.5
“红色南梁”纯胡麻油
吨
2.03
胡麻籽
吨
6.2
2014.7.8
“红色南梁”纯胡麻油
吨
2.11
胡麻籽
吨
6
2014.7.25
“红色南梁”纯胡麻油
吨
2.1
 升级会员
升级会员 