塑料管材用原材料及其加工成型的模具设计和成型技术.docx
《塑料管材用原材料及其加工成型的模具设计和成型技术.docx》由会员分享,可在线阅读,更多相关《塑料管材用原材料及其加工成型的模具设计和成型技术.docx(16页珍藏版)》请在冰豆网上搜索。
塑料管材用原材料及其加工成型的模具设计和成型技术
塑料管材用原料及模具设计和成型技术进展
苑会林
北京化工大学材料科学与工程学院,100029
随着国民经济建设的迅速发展,塑料管道的应用也越来越广泛,使用量也越来越多,特别是在城市供水、排水、建筑给排水、热水供应、供热采暖、城市燃气、化工流体输送以及电线电缆护套管的应用日益剧增。
其中聚烯烃塑料管在最近10年来增长最快,年增长率在10%以上,相当一批新型塑料管,如PP-R管、PE管、PEX管、铝塑复合管、钢塑复合管、粉末喷涂钢管、邮电通信多孔管、大口径缠绕管的增长速度更为明显。
管道的应用广泛性也对管材应用的安全性提出了更高的要求,合理地使用塑料原料和加工成型方法才能保证管道系统工程的安全和长期使用寿命。
以下就用于上述应用的塑料管材用材料及其加工成型的模具设计和成型技术的进展做一介绍。
1.塑料管道的管道级原材料的等级分类
热塑性管材材料虽然有一系列物理性能指标进行评价,这些常规指标不能反映热塑性管材的本质性能。
管材级塑料有自己的科学而系统的分类方法。
使用最广泛的是近年来由ISO/TC138开发的确定管材料等级的ISO体系。
ISO管材料等级体系已成为除北美部分国家外,世界各国广泛采纳和应用的管材料等级划分标准。
欧洲全部著名的树脂生产商都按照ISO方法,提供其生产的塑料管材树脂的等级和相关证明。
我国塑料管材的标准化的基础和方向也是ISO标准。
热塑性管材料的ISO等级划分是利用挤出成型的管材,做塑料管材的长期耐内压蠕变试验(水为介质),按照ISO9080的方法来获取在20℃、50年时间、97.5%置信下限(LCL)的预测下限(LPL)。
根据LPL或LCL确定材料的最小要求的静液压强度(MRS)。
MRS以MPa为单位,将其乘以10则可得到材料的等级数。
表1.LCL与MRS及材料分级数之间的关系(ISO12162)
LCL范围
MPa
MRS
MPa
材料
分级数
1.00~1.24
1.0
10
1.25~1.59
1.25
12.5
1.60~1.99
1.6
16
2.00~2.49
2.0
20
2.50~3.14
2.5
25
3.15~3.99
3.15
31.5
4.00~4.99
4.0
40
5.00~6.29
5.0
50
6.30~7.99
6.3
63
8.00~9.99
8.0
80
10.00~11.19
10.0
100
11.20~12.49
11.2
112
12.50~13.99
12.5
125
14.00~15.99
14.0
140
16.00~17.99
16.0
160
以下略
具体类型的管材料的ISO等级命名体现在相应的管材标准中,如表2。
表2管材料的等级命名
管材料
等级命名
标准
命名
MRS/MPa
PE
PE32
3.2
ISO4427
PE40
4
PE63
6.3
PE80
8
PE100
10
PVC-U
UPVC250
25
ISO4422
CPVC
CPVC125
12.5
DIN8079
PP
PP-H100
10
DIN8077
PP-B80
8
PP-R80
8
表中所列的命名为已经商品化的管材料的等级水平,随着高分子聚合技术的发展,材料的等级水平必然会继续提高。
2.塑料管道用材料
1.聚乙烯管材料的类型与发展
⑴聚乙烯管材的类型
聚乙烯管的应用已有半个世纪,最初使用低密度聚乙烯(LDPE),后来是高密度聚乙烯(HDPE)、线性低密度聚乙烯(LLDPE)和中密度聚乙烯(MDPE)。
低密度聚乙烯管材料在等级分类中分为PE32和PE40,由于强度较低,只能用于低压供水和灌溉管线等。
中、高密度聚乙烯较低密度聚乙烯增强了刚度和承压能力,因此是聚乙烯压力管的主导材料,到目前为止,已商品化的材料有三代产品。
第一代产品是50年代~70年代用齐格勒纳塔催化剂生产的均聚产品。
这类树脂在20℃的脆性破坏发生点约在10万小时,而在80℃的脆性破坏发生点通常在几百小时到几千小时之间,按照ISO的等级分类定为PE63级材料。
第二代产品是目前大量使用的由丁烯-1或己烯-1与乙烯共聚得到的乙烯共聚物,按照ISO的等级分类定为PE80级材料。
通过共聚合,极大地提高了聚乙烯管材级树脂的耐环境应力开裂(ESCR)性能。
第二代树脂包括MDPE和HDPE,虽然获得了良好的耐环境应力开裂性,但是却在一定程度上损失了材料的耐压强度,即韧性提高、强度下降。
第三代产品即为PE100树脂,PE100树脂未采用共聚聚合的方法来提高ESCR性能,而是通过提高聚乙烯的聚合度和双峰聚合来获得优秀的ESCR性能和更高的耐压强度,即韧性提高、强度也提高,聚合度的提高带来的问题是加工性能差,但是通过双峰聚合聚入了一定比例的低分子改善了加工性能。
PE100聚乙烯管材料的出现,可以满足更高压力管材的要求并能制造口径较大的管材。
未来的聚乙烯将会向着PE112和PE140的目标接近。
通过交联可以获得PE125的管材级材料,经过双轴取向也可以获得PE250的管材等级。
⑵聚乙烯管材的原材料的性能要求
针对不同用途的管道,由于使用的压力等级和寿命不同,所以对于聚乙烯原料的要求也有不同。
一般来说,管材原料都应有较好的耐环境应力开裂性能(测试方法为ASTMD1693或GB/T1842)和较好的耐长期静液压强度(测试方法为GB/T6111-85)。
管材用原料还需应有良好的焊接性和卫生性。
用于不同用途的管材材料由管材的具体规定而确定。
表3列出各种标准对聚乙烯材料等级的要求。
表3.标准对聚乙烯材料等级的要求
标准
燃气管
给水管
灌溉管
波纹管
ISO4437-1997
GB15558.1
-1995
ISO4427-1996
GB/T13663-2000
ISO/DIS
8770-1999
PrEN13476.1-1999
材料等级
PE80
PE80
PE32
PE63
PE32
PE63
PE100
PE40
PE80
PE40
PE63
PE100
PE63
PE80
PE80
PE100
表4.我国生产的适用于管材的PE管材料
牌号
等级
主要用途
共聚单体
生产厂家
DGDB2480
PE80
水管、燃气管
丁烯-1
齐鲁石化公司
6100M
PE80
土建、管道
丁烯-1
大庆石化公司
PEYZ-2300E
PE80
管材
丁烯-1
扬子石化公司
6000M
PE80
管材
丁烯-1
燕山石化公司
TR400
PE80
管材、燃气管、内衬
己烯-1
上海金山石化公司
TR480FS
PE80
燃气管、供水管
己烯-1
上海金山石化公司
DGDA2401
PE80
管材
丁烯-1
茂名石化公司
DGDA2483BK
PE80
小口径管材
己烯-1
天津联合化工公司
51-35B
PE80
燃气管、波纹管
丁烯-1
抚顺石化公司
P703
PE80
大口径管材
丁烯-1
抚顺石化公司
P803
PE80
大口径管材
丁烯-1
抚顺石化公司
YGH051T
PE80
压力管,气管,大口径管
双峰
上海石化
YGH041T
PE100
压力管,气管,大口径管
双峰
上海石化
YGM091T
PE80
压力管,气管,大口径管
双峰
上海石化
表5.国外生产的几种特殊的PE管材料
牌号
密度
主要用途
共聚单体
生产厂家
DGDA2480
0.95
水管、燃气管
己烯-1
联碳公司
DOWLEW2344E
9.30
铝塑管、采暖管道
辛烯-1
道化学
LLDPEGD1588
9.25
管材、波纹管
己烯-1
三井化学
2.聚丙烯管材料的类型与发展
丙烯聚合物分为三种类型:
PP-H(均聚聚丙烯),分子序列结构为~PPPPPPPPPPPPPPPPPPPPPPPPPPPPP~
PP-B(嵌段共聚聚丙烯)分子序列结构为~PPPPPPPPPPPEEEEEEPPPPPPPPPP~
PP-R(无规共聚聚丙烯),分子序列结构为~PPPPEPPPEPPPPPPPPPEPPPPEPPPPPPP~
PP-H刚性较好,耐热性好,但耐冲击性能、抗长期蠕变性能较差;
PP-B耐冲击性能较好,但耐长期抗蠕变性能比PP-H略好。
PP-R刚性较低,热变形温度低,但耐冲击性能较好,抗长期蠕变性能优秀。
PP-R有较大的分子量,重均分子量(Mw)大约为60-100万,其分子量分布(MWD)大约为5,相应的流动比FRR(=MFR10/MFR2)大约为13-17。
MFR2值为0.1-0.4g/10min.,材料这么高的分子量和如此窄的分子量分布直接导致的问题是共混和挤出加工困难。
在聚合工业上,采用高产率的催化剂在不同的反应条件下,用两个或几个反应器促进共聚单体的分散,生产出宽分子量分布、高分子量的无规共聚聚丙烯(PP-R)。
共聚单体无规分布聚合在聚丙烯长链中破坏了整个聚丙烯链的规整性,形成乙丙结构,这能很好地提高管材料的抗蠕变性能和韧性。
低分子量部分和高分子量无规共聚物部分一起改善了材料的加工性。
不含或微含乙烯的部分使材料较硬,赋予管材以刚性。
关于聚丙烯管道的德国标准有:
DIN8077聚丙烯管尺寸标准
DIN8078聚丙烯管质量要求和测试
ISO/DIS15874-2.2聚丙烯管质量要求和测试
欧洲标准prEN12204冷热水设施用塑料管道系统—聚丙烯(PP)第二部分:
管材
3.氯化聚氯乙烯(PVC-C)管材料
氯化聚氯乙烯是将普通的聚氯乙烯树脂再经氯化后得到的。
与普通的聚氯乙烯树脂(含氯量为56.8%)相比,经氯化后(含氯量为61~68%),树脂的耐热性和耐化学性明显提高,热变形温度提高20~40℃,随着氯含量的增加,制品的拉伸强度和弯曲强度提高。
例如一种聚合度为565~740、含氯量64.6~67.8%、表观密度0.55~0.61g/cm3,密度为1.54~1.59g/cm3的树脂,制品的洛氏硬度R117~125、热变形温度94~113℃、拉伸强度58.8~73.5MPa,弯曲强度78.4~117.4MPa。
与之相对应的普通聚氯乙烯树脂制品的性能分别为:
洛氏硬度R105~115、热变形温度55~80℃、拉伸强度49~51MPa,弯曲强度68.6~107.8MPa。
氯化聚氯乙烯可单独加工也可掺入PE-C,E/VAc,ABS等共混,以改进氯化聚氯乙烯的加工性和脆性。
氯化聚氯乙烯主要用于制造耐热、耐化学药品的容器和设备,例如电解槽,电镀槽,污水处理净化槽,高温气体洗涤塔,热水、温泉引水管,还可用于制造食品包装膜、管件、电器开关和保险盖等。
关于氯化聚氯乙烯管道的德国标准有
DIN8079氯化聚氯乙烯管尺寸标准
DIN8080氯化聚氯乙烯管质量要求和测试
ISO/DIS15876-2.2氯化聚氯乙烯管质量要求和测试
4.聚丁烯管材料
聚丁烯是以丁烯-1为原料,在齐格勒-纳塔催化剂存在下用低压淤浆法聚合制成的。
它是一种半结晶的聚烯烃热塑性树脂,具有良好的机械性能,突出的耐环境应力开裂性能、耐低温流动性和耐蠕变性能,耐热性、耐化学药品性能良好,具有抗磨性、可挠曲性和高填料填充性。
可以认为是一种聚烯烃类的工程塑料。
聚丁烯的分子结构与聚丙烯相类似,不同之处在于丁烯-1聚合后的侧链为乙基,丙烯聚合后的侧链为甲基。
聚丁烯与聚丙烯一样,只有等规度高的聚合物才具有实用性。
与聚丙烯相比,等规度稍低一些的聚丁烯聚合物也具有实用性。
此外,聚丁烯-1结晶度较低,质地柔软,与其它聚烯烃相比稍带有橡胶的特性。
管材级的聚丁烯树脂熔点为124~130℃,结晶度为48~55%,密度为0.93~0.94g/cm3。
聚丁烯-1最突出的性能是耐热蠕变性能优良,并具有良好的耐环境应力开裂性能。
聚丁烯-1可在-30~100℃范围内长期使用。
由于聚丁烯具有良好的物理化学性能,可用于生产管道、薄膜、板材和各种容器等。
聚丁烯是低温热水地板采暖的优异管道材料,广泛用于住宅热水管路、太阳能热水管、温泉引水管、热泵管、消防水龙头和各种特殊软管。
大口径管可用于采矿、化工和发电等工业部门输送有磨损性和腐蚀性的物料。
由于原料单体生产和聚合技术的难度,聚丁烯管材料的生产厂家较少,产量尚不能满足市场需求。
壳牌公司生产的聚丁烯(PB)管材料是配混料,已加入各种助剂和颜色,牌号为PB4137。
其性能见表6。
表6.PB4137(灰色)管材料的性能指标
特性
单位
数值
标准
密度
g/cm3
0.93
DIN53479
熔点
℃
122~128
DTA
维卡软化温度
℃
113
DIN53735
玻璃化温度
℃
-18
ASTMD-746
熔化热
kJ/kg
~100
DSC
热导率
W/mk
0.22
DIN52612
热膨胀系数
mm/mk
0.13
DIN53752
弹性模量
MPa
350
DIN53457
邵氏硬度
D-Scale
53
ISO8608
冲击强度
kJ/m2
40
DIN53453
断裂伸长率
%
>125
DIN53457
拉伸强度
MPa
33
DIN53455
屈服应力
MPa
17
DIN53455
表7.PB4135(象牙白色)管材料的性能指标
特性
单位
数值
标准
密度
g/cm3
0.937
ASTMD1505
熔点
℃
124~126
DSC
热导率(20℃)
W/mk
19
ASTMC177
热膨胀系数
mm/mk
0.13
ASTMD696
断裂伸长率
%
340
ISO1184-1983E
拉伸强度
MPa
36.5
ISO1184-1983E
屈服应力
MPa
17.7
ISO1184-1983E
关于PB管的德国标准和欧洲标准分别是
DIN16968聚丁烯管质量标准和测试
DIN16969聚丁烯管尺寸标准
prEN12319用于冷热水设施的塑料管道系统____聚丁烯(PB)
ISO12230-聚丁烯管:
时间和温度对预期强度的影响
5.交联聚乙烯管(PE-X)材料
聚乙烯交联的方法有过氧化物交联法,电子辐射法、硅烷交联法,三种方法各有其特点。
硅烷交联聚乙烯料的制造方法主要有三种:
共聚法,在乙烯聚合时将乙烯与可交联硅烷单体共聚,合成出接枝料。
这一方法的产品储存期长,引发剂含量低,加工性能优良,但由于采用聚合法生产的最小经济产量在每次1000吨以上,故生产较少。
两步法,将聚乙烯与引发剂硅烷等助剂在挤出机中通过熔融混合,反应接枝生成可交联聚乙烯。
这种方法容易控制,产品交联度稳定。
一步法,将聚乙烯与引发剂、抗氧剂和硅烷按比例计量加入挤出机中,接枝和管材成型同时进行。
这种方法技术难度大,对挤出设备要求较高,产品交联度易波动,但成本较低。
关于交联聚乙烯(PE-X)管道的德国标准有:
DIN16892交联聚乙烯管的质量要求和测试
DIN16893交联聚乙烯管的尺寸标准
prEN12318用于冷热水设施的塑料管道系统——交联聚乙烯(PE-X)
3.管材加工技术进展
挤出机挤出能力的发展
在塑料管材挤出加工生产中,除UPVC管材生产时采用双螺杆挤出机由粉料直接挤出管材以外,大多数管材均采用单螺杆挤出机由粒料挤出成型。
根据不同的原料设计不同的挤出机和挤出工艺。
近来,管材挤出的特点在于生产线速度高速化和高效率。
由于机械加工技术的进步,单螺杆的长径比由以前的25发展到现在的30,33,34,36。
通过在机筒进料段开设纵向沟槽,增加强制喂料系统,使挤出机的产量大大地增加,沟槽的形状有矩形、半圆形、月牙形、三角形。
沟槽的走向由原来的轴向开槽改为螺旋形沟槽和非对称性开槽,使输送效率提高,并降低磨耗20%以上。
例如,φ65挤出机的挤出生产量由原来的25~50公斤/小时现在发展到100~300公斤/小时。
KRAUSSMAFFEI公司强制喂料型聚烯烃单螺杆挤出机的产量
原料
φ45-30B
φ60-30B
φ75-30B
φ90-30B
φ125-30B
HDPE/MDPE
190
300
430
570
950
LDPE
180
285
400
540
PP
140
220
320
420
700
PB
70
100
150
215
挤出机产量的增加,设计制造高耐磨和高强度的机筒和螺杆,高扭矩的传动系统和更大的电机功率。
在螺杆设计中加强了螺杆的混合作用,经常采用销钉型混合头螺杆和屏障型(BM)螺杆。
管材挤出成型模具的最新进展
随着近年来许多新型原料的出现,为适应这些原料的挤出机挤出模具也在不断地改进。
这些模具适应生产直径为9mm到1.6m,生产线速度0.3~22m/min.的管材。
目前应用于管材挤出的模头可归结为三种,支架形机头、篮式机头和螺旋机头。
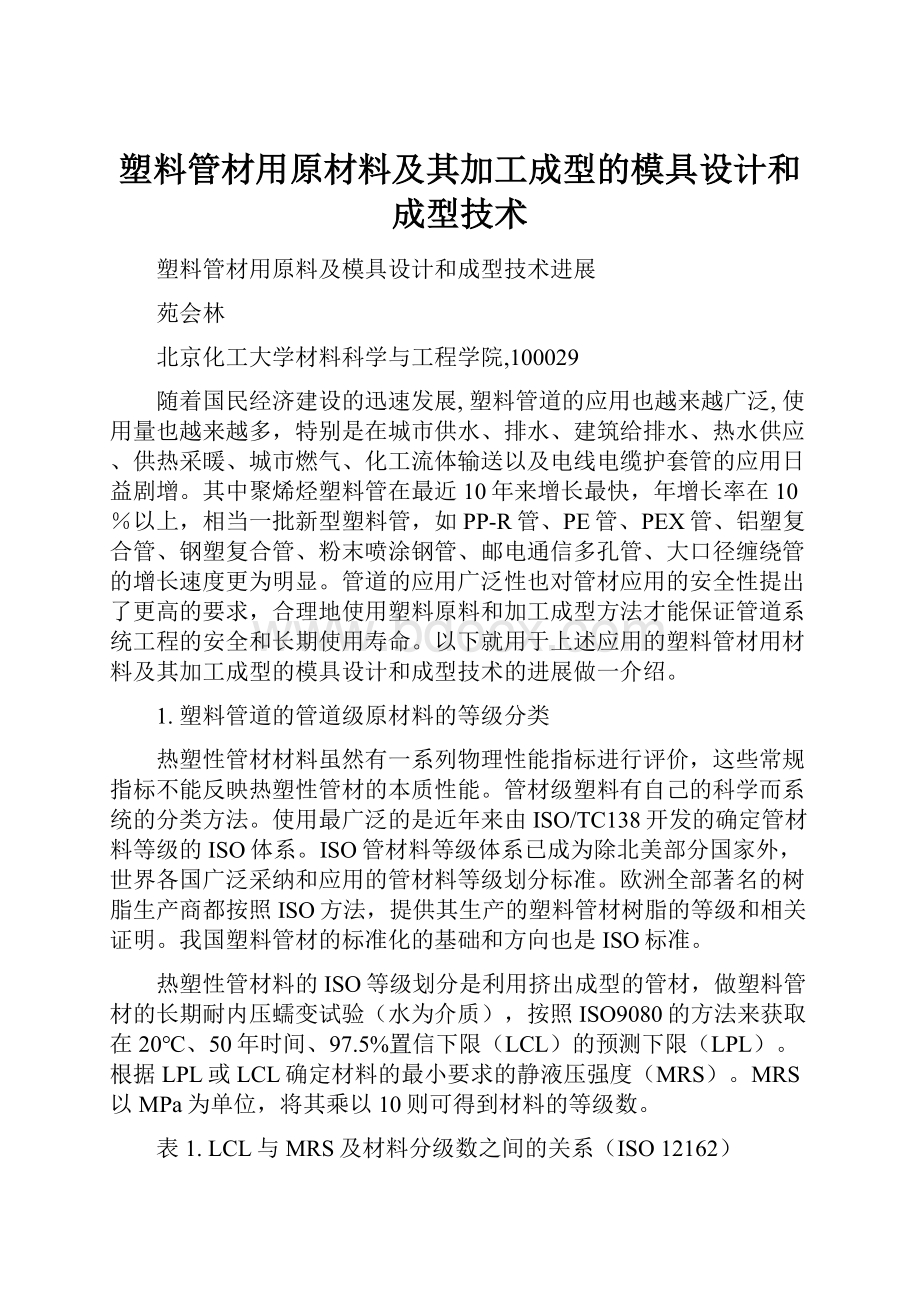
支架形机头的熔体流动是由中间进入机头,通过一个支架分流成多股流体,通过支架后再汇合在一起,通过平行口模成型区挤出管坯。
为了使通过支架的流体熔合在一起,需要在支架处和管坯出口处横截面的比值(机头压缩比)要加大。
尽管如此,在有些原料的管材挤出中,仍然发现有支架的痕迹,有时尽管不太明
图4.支架形机头
显,但是在结构上总是存在密度和力学上的薄弱部分,在管材的爆破压力试验和低温冲击试验中大多是首先破坏的地方。
为减轻流痕的影响,在这种机头的结构上采取了一些特殊的设计,如在芯棒上附装限流珠缘和采用多孔板(筛板)式分流板。
这两种方式都有在聚烯烃管材加工中的应用。
但是,对于粘度较高的物料,这些方法仍然存在问题。
图5是多孔板(筛板)式分流板的实物图和挤出物流痕的照片。
图5.筛板式机头图6.由筛板式机头挤出的熔体流纹
为了改进挤出管材的质量,在熔体强度较高的管材料挤出中,现在大多使用篮式机头和螺旋机头,如图7和图8。
在PP-R管材挤出中,这两种管材机头都有应用。
图7.篮式机头组装图
图8.螺旋机头结构示意图
管材定径的最新发展
管材定径方法有两种,内径定径法和外径定径法。
内径定径法的定径套直接与机头模芯连接,定径套内通入循环冷却水,熔体出口模后直接在定径套上冷却,管材内径尺寸与定径棒尺寸一致,但是,管材外径由于是自由冷却,所以,外径尺寸难以控制。
因此,这种方法适用于对内径有特殊要求的管材。
由于我国的国家标准、欧洲标准和ISO标准对管材的系列依据均以外径为准,因此,一般情况下,管材生产均采用外径定径。
图9.内径定径机头结构示意图
外径定径有两种方法,内压定径和真空定径。
外径内压定径如图10所示,它是由压缩空气经由机头的芯棒导入到管内,挤出可盘的软管时,靠管材端部的封闭,使管材贴在定型套上,当挤出大管材时,靠圆形橡胶密封圈封闭。
一般用于生产大口径塑料管材。
图10.外径压力定径
真空定径如图11所示,定径套靠真空将管坯吸附到管材定径套上,在冷却的作用下成型。
真空定径的管材外径可以根据管材原料的尺寸收缩率来得到精确控制,聚乙烯的直径收缩率是2~4%,双峰聚乙烯的直径收缩率是4~4.6%,PP-R的直径收缩率是3~6%。
所以近年来,聚烯烃管材已基本上采用真空定径方法。
以前仅适用于直径160mm以下的管材,目前,已开发出直径2000mm的真空定径成型工艺。
真空定径引管简单快速,废料少,便于操作。
一般的真空定径结构是由三部分组成,即冷却、真空吸附、冷却。
真空定型套的长度一般在200~600mm,为了适应高速挤出,定型套的长度越来越短。
而在管坯进入定型套前加以水膜冷却,水膜在管坯环向上完全包覆管材,并与管材一起进入定性套。
即使在高速挤出的条件下也能获得高质量的管材。
最常见的方法是在定径入口处设置冷却水入口,通过特殊的喷嘴或在定径套上开缝,让水直接包覆在管坯外圆。
如图12和图13。
图12.带水环的定径套
图13.带冷却装置的定径套
对于管径较小和挤出速度较快的时侯,为了加强冷却效果,也有采用定径环组方式和带预冷装置的定径套定径方式。
图14为定径环组外定径组装图,定径环厚2.0~3.5mm,定径环排布为前紧后松,不等距。
定型环之间有足够的空间让喷淋水和管材接触,使冷却效果更好。
有的生产线设计也采用定径套和定径环组合使用,使生产线速度更高。
图15为带预冷装置的定径套组装图,预冷却装置是可调整的,根据位置的变化可以符合不同膨胀比和不同挤出速度的生产,特别适用于高速挤出PP-R小口径管材。
4.结束语
随着新材料的不断出现,塑料管材的加工技术也在不断地改进和发展,伴随着计算机控制和高精度的检测设备的应用管材挤出的技术将朝着高速、高效、和高质量的方向发展。
参考文献
1.中国石化总公司生产部编写,合成树脂服务指南,中国石化出版社,1997,6
2.孙逊,聚烯烃管道,化学工业出版社,2002,7
3.曾家华,塑料建材技术手册,化学工业出版社,1999,9
 升级会员
升级会员 