压力容器的材料设计.docx
《压力容器的材料设计.docx》由会员分享,可在线阅读,更多相关《压力容器的材料设计.docx(15页珍藏版)》请在冰豆网上搜索。
压力容器的材料设计
压力容器的材料设计
(一)选材的基本原则
选择压力容器用材,须根据容器的使用条件(如温度、压力、介质腐蚀性、介质对材料的脆化作用及其是否易燃、易爆、有毒等)、制造工艺、材料的焊接性能及经济合理性选择具有适宜的机械性能、耐腐蚀性能、物理性能等的材料。
注意在同一工程中应尽量注意用材统一,具体的选材过程中必须仔细考虑如下因素:
(二)材料的基本性能
1.机械性能
金属的机械性能是指金属材料在外力作用下表现出来的特性,如强度、弹性、硬度、韧性及塑性等。
也可称为“力学性能”。
金属材料就是用其在为同受力条件下所表现出来的不同特性指标,来衡量金属材料的机械性能。
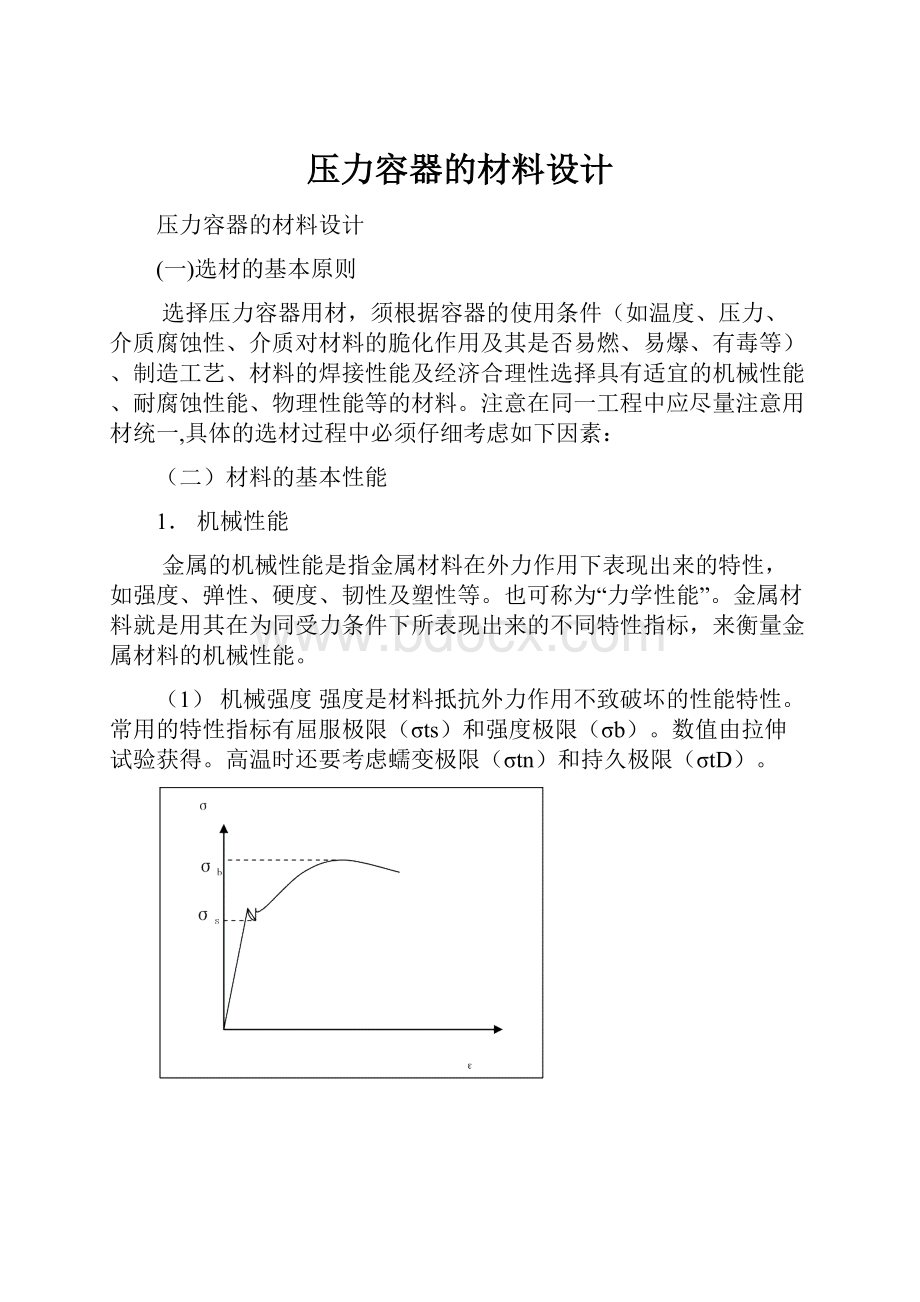
(1)机械强度强度是材料抵抗外力作用不致破坏的性能特性。
常用的特性指标有屈服极限(σts)和强度极限(σb)。
数值由拉伸试验获得。
高温时还要考虑蠕变极限(σtn)和持久极限(σtD)。
压力容器用材要求材料不仅具有高的屈服极限,而且具有一定的屈强比(σs/σb)。
屈强比反映了材料承受外载能力的能力,屈强比愈小,结构零件的可靠性愈高,万一超载,由于塑性变形的产生而使金属材料的强度提高而不致立刻破坏。
压力容器用材的屈强比一般为0.6~0.7。
碳素钢的屈强比一般为0.6左右,低合金高强度钢为0.65~0.75,合金结构钢为0.85
(2)塑性材料的塑性是指金属材料在外力作用下产生塑性变形而不破坏的能力。
材料的塑性是用延伸率(δ)及断面收缩率(ψ)来表示。
它们的数值由拉伸试验获得。
一般情况下,塑性材料的延伸率和断面收缩率较大,而脆性材料则较小。
金属材料的塑性指标在压力容器设计具有重要的意义。
首先,塑性良好的材料可以顺利地进行某些成型工艺,如冷冲压、冷弯曲等。
其次,良好的塑性使零件在使用时万一超载,也能由于塑性变形使用权材料强度提高而避免突然袭击断裂。
压力容器的主要零部件都是承压的,无论从制造工艺的要求不是从使用安全的要求,都希望金属材料具有良好的塑性。
一般碳钢、碳锰钢δ≥16%,其它合金钢δ≥14%。
(3)硬度所谓硬度是指金属材料抵抗压入物压陷能力的大小,也可以说是材料对局部塑性的抗力。
硬度可采用不同的方法在不同的仪器上测定,其所得的硬度指标也各不相同。
最常用的硬度指标为布氏硬度(HB)、洛氏硬度(HRC)、和维氏硬度(HV),其数值可以互相换算。
硬度是金属材料的重要性能之一。
一般情况下,材料的硬度高,其耐磨性也较好。
材料的硬度与强度之间也有一定的关系(因为硬度是反映材料局部塑性变形的抗力),根据经验,硬度与抗拉强度有如下近似关系:
轧制、正火或退火的低碳钢σb=0.36HB;
轧制、正火或退火的中碳钢σb=0.35HB;
硬度HB≤250经热处理的合金钢σb=0.34HB;
硬度HB250~400,经热处理的合金钢σb=0.33HB;
由于测定硬度方便,在生产中常用测定硬度的方法来估算钢材的强度。
对焊接接头,也常用测定热影响区硬度的方法来确定其淬硬程度。
换热管与管板的连接采用胀接时,换热管材料的硬度值一般须低于管板材料的硬度值。
螺栓和螺母匹配使用,一般螺栓材料的硬度值须高于螺母30HB。
(4)韧性韧性是指材料抵抗冲击载荷的性能指标,材料韧性用冲击功AKV来衡量,冲击功AKV是指材料受到冲击负荷的作用下,产生断裂时所消耗能量大小的特性,即冲击试样所消耗的功,其单位为J。
由于冲击功AKV是金属材料各项机械性能标中对材料的化学成分、冶金质量、组织状态及内部缺陷等比较敏感的一个质量指标,而且也是衡量材料脆性转变和断裂特性的重要指标,所以对压力容器用钢来说,尤其是低温压力容器冲击功是一项重要的性能指标。
(5)温度对材料机械性能的影响
材料的屈服极限、强度极限和弹性模量随温度的升高而降低。
如果设备的操作温度较高,则必须选用在相应温度下能保持其强度指标的材料。
如果材料在高温下承受高的应力,则材料的抗蠕变性能是关键性的。
材料蠕变极限指在某一温度下受恒定载荷作用时,在规定的持续时间内(10万小时)产生1%的变形时的应力;持久极限是材料在某一温度下受恒定载荷作用时,在规定的持续时间内(10万小时)引起断裂时的应力.在实际试验中,常常用较短时间的试验结果来外推长时间的性能,但一般限制外推时间不得大于试验时间的10倍。
持久强度是高温元件设计选材的重要依据,是GB150中确定许用应力的强度指标之一.
低温情况下,通常塑性金属材料往往以脆性方式破坏。
引起钢制焊接压力容器脆性破坏的因素非常复杂。
它取决于材料的晶格结构,板材的厚度,加工后的残余应力、结构缺陷以及材料的使用温度。
目前各国标准规范均以夏比v型缺口冲击试验来检验材料对脆性破坏的敏感性。
2.耐腐蚀性能
耐腐蚀性能是金属材料抵抗介质腐蚀的能力。
压力容器中处理的介质大多数具有腐蚀性的,在设计中必须根据操作介质来选择耐腐蚀材料。
引起材料腐蚀的因素多种多样,工程中常将常见的腐蚀情况分为:
均匀腐蚀、点蚀、应力腐蚀、晶间腐蚀、氢脆、磨蚀等。
(1)均匀腐蚀
均匀腐蚀是在整个金属表面均匀地发生腐蚀,这种腐蚀相对其它形式
的腐蚀其危害最小。
GB150中C2只考虑均匀腐蚀C2=KB
其中B—设计寿命(年)K—腐蚀速率(mm/年)一般分为
不腐蚀轻微腐蚀腐蚀重腐蚀
Bmm/年<0.050.05~0.130.13~0.25≥0.25
C2mm0≥1≥2≥3
(2)应力腐蚀
应力腐蚀是指金属在持久拉应力和腐蚀性环境联合作用下产生腐蚀
裂纹,并使裂纹迅速扩展,从而可能出现的早期性破坏的腐蚀形式.
几种常见的应力腐蚀环境:
a.碳钢及低合金钢焊制化工容器对介质NaOH的应力腐蚀与介质浓度、温度有关。
当NaOH溶液在其与烃类的混合物中体积大于等于5%时,也应根据NaOH溶液的浓度符合该要求。
NaOH溶液浓度小于等于1%或NaOH溶液在其与烃类的混合物中体积小于5%时,不受此限制。
NaOH溶液
NaOH溶液
重量%
2
3
5
10
15
20
30
40
50
60
70
温度上限
(℃)
90
88
85
76
70
65
54
48
43
40
38
当超过以上范围的碳钢、低合金钢材料需焊后进行消除应力热处理。
b.湿H2S应力腐蚀
介质同时符合下列条件时,即为湿H2S应力腐蚀环境:
①温度小于等于(60+2P)℃;
P为压力,MPa
②H2S分压大于等于0.00035MPa即相当于常温在水中H2S溶解度大于等于10p.p.m;
③介质中含有液相水或处于水的露点温度以下;
④PH<9或有氰化物(HCN)存在。
C.液氨应力腐蚀环境
当容器接触的液氨介质同时符合下列各项条件时,即为液氨应力腐蚀环境:
①介质为液态氨,含水量不高(≤0.2%),且有可能受空气(O2或CO2)污染的场合;
②使用温度高于-5℃。
对于应力腐蚀环境的容器除进行焊后消除应力热处理,在焊接要求、
焊接接头硬度等方面都要提出具体要求。
奥氏体不锈钢材料在氯化物溶液、高温水、高浓度NaOH等介质往往产生应力腐蚀。
(3)氢腐蚀环境
氢在常温常压下不会对铁碳合金引起氢蚀,当温度在200℃~300℃发生“氢脆”,金属在高温下与氢反应生成甲烷,甲烷气在晶界空隙内引起裂纹,使材料的塑性降低,引起这种腐蚀有合成氨、合成甲醇、石油加氢等工业生产,
设计温度大于等于200℃与氢气氛相接触的压力容器用钢应按纳尔逊曲线选材,并应留有20℃以上的温度安全裕度。
满足于曲线的碳素钢和珠光体耐热钢在氢气氛中使用须经过焊后消除应力热处理。
奥氏体不锈钢在氢分压范围的氢气中使用都是满意的,焊后也无必要进行消除应力热处理。
(4)晶间腐蚀
可能引起晶间腐蚀环境必须是存在电解质的电化学腐蚀环境,奥氏体不锈钢晶间腐蚀的电解质主要是酸性介质。
如:
工业醋酸、甲酸、硝酸、草酸、盐酸、硫酸、磷酸等。
防晶间腐蚀的措施:
1)固熔化处理2)降低钢中碳含量3)添加稳定碳化物的元素(Nb.Ti.Ni)
3.材料的物理性能
材料的主要物理性能包括:
密度ρ、导热系数λ、比热c、熔点tm、线膨胀系数α等。
在不同的使用场合,对材料的物理性能有不同的要求,如用于传热表面的材料要求有较高的导热系数。
4.制造工艺性能
材料的工艺性能,选择不合适,会造成加工困难。
压力容器应考虑的制造工艺性能有焊接性、锻造性、切削加工性、热处理性及冲压性等。
对压力容器来说重要的是材料的焊接性,一般控制材料的含碳量小于0.25%。
材料的含碳量越高,热影响区的硬化与脆化倾向越大,在焊接应力作用下容易产生裂纹。
奥氏体不锈钢的使用温度高于525℃时,钢中含碳量应不小于0.04%。
因为奥氏体不锈钢的使用温度500~550℃时,钢中含碳量太低,强度和抗氧化性会显著下降。
(三)压力容器用钢
1.钢板
(1)碳钢
压力容器常用的是碳素结构钢,包括普通碳素结构钢和优质碳素结构钢。
a.普通碳素结构钢
普通碳素结构钢的技术要求,按《碳素结构钢》规定。
质量分A、B、C、D四级,以脱氧方法不同又分沸腾钢、半镇静钢、镇静钢。
镇静钢,是钢液在浇注前经过完全脱氧,凝固时不沸腾,故称镇静钢。
这种钢锭内无气泡,钢材质量较高。
钢牌号由代表屈服强度的字母,屈服强度值,质量等级符号等部分组成,如:
Q215-AQ215-BQ235-AQ235-BQ235-CQ235-DQ255-A255-B
钢板使用范围
GB700-88
P
(MPa)
T
(℃)
δ
(mm)
介质限制
Q235-B(做常温冲击试验)
≤1.6
0~350
≤20
不得用于毒性为高度、极度危害介质
Q235-C(做0℃冲击试验)
≤2.5
0~350
≤30
Q235-D(做-10℃冲击试验)
沸腾钢,是在钢的冶炼过程中加入弱脱氧剂(锰铁)脱氧,因此在钢液中还保留相当数量的FeO,在浇注与凝固时,由于碳和FeO反应,钢液中不断析出CO,产生沸腾,故称为沸腾钢,如牌号Q235-A·F
这种钢锭成材率高,但在钢锭内有许多小气泡(该气泡在锻轧时能排除),且偏析较严重,因此,不能确保容器安全运行,避免和减少事故的发生,在各国压力容器设计规范中都对其使用加以限制。
半镇静钢介于沸腾钢与镇静钢之间,用“b”来代替“F”。
b.优质碳素结构钢
优质碳素结构钢与普通碳素结构钢相比:
硫、磷含量较少,机械强度较高。
按GB699-88《优质碳素结构技术条件》规定。
压力容器用钢与锅炉用钢类同,首先要求保证足够的强度,还要有足够的塑性,质地均匀等。
因此,必须用杂质和有害气体容量较低的碳镇静钢。
对于专业用钢符号,只需在优质碳素钢后面加字母“R”、“g”,如:
20R、20g。
(2)低合金钢
低合金钢是指钢中合金元素总含量在2~5%以下的钢种,与一般碳素钢相比,它的机械性能提高了,耐热性、耐腐蚀性、耐磨性都有所提高。
因此,它在压力容器制造业中得到广泛的应用。
压力容器用低合金高强度的钢的屈服强度范围为294~696MPa。
a.低合金钢中最常用的有:
16MnR,它不仅硫、磷含量控制较严,更重要的是要求保证足够的冲击韧性,在钢材验收方面也比较严格。
因此其使用压力不受限制。
使用温度下限可达-20℃,是目前应用极广的好材料。
b.中温抗氢钢
氢在常温压下不会对铁碳合金引起显著的腐蚀,但当温度为200~300℃,压力高于30MPa则将产生极强的腐蚀作用,发生所谓“氢脆”现象。
这种腐蚀常常是合成氢、合成甲醇、石油加氢等工业中设备破坏的主要原因。
它们都在高温高压氢的环境中工作,会发生氢腐蚀破坏,氢渗入钢中与钢中渗碳体发生反应生成甲烷,使渗碳体脱碳变为铁素体。
甲烷气集积于晶界的微空隙内,形成局部高度应力集中而引起裂纹甚至鼓泡,渗碳体还原为铁素体时体积缩小约7%,由此产生组织间的应力,更促进裂纹发展,这时裂纹的扩展又给氢与碳的结合提供了条件,使钢完全脱碳而产生裂纹,这就是氢腐蚀的实质。
它既可能发生在金属表面也可发生在金属内部。
因此,它是一种十分危险的晶间型破坏。
防止氢腐蚀的途径有:
一是降低钢中碳的含量,例如采用微碳纯铁,可以完全消除氢腐蚀产生的根源;二是采用抗氢钢,在钢中加入钼、铬、钨、铌、钛等元素,形成稳定的铬、钼等碳化物,使氢与碳不能结合。
我国生产的中温抗氢钢有:
15CrMoR、14Cr1MoR等。
c.低温用钢
压力容器的破坏通常都是由于内压产生的机械应力达到容器材料的强度极限而发生的。
但是,当温度降低到某一范围后,容器壁内的应力在没有达到屈服限,甚至低于许用应力的情况下也会发生破坏。
相同的材料,相同规格的容器温度愈低,容器的爆破压力也愈低。
这种现象称为低应力脆性破坏。
产生容器低应力破坏的主要原因之一是由于钢材在低温下的冲击功值明显下降,因此,低温用钢的质量在很大程度上取决于在使用温度下冲击功的大小。
低温容器受压元件用钢必须是镇静钢,碳素钢和低合金钢板使用温度低于或等于-20℃时,其使用状态及最低冲击试验温度应符合GB150中4.2.8节表4-2的要求。
在低温容器中的受压元件均必须进行低温夏比(V型缺口)冲击试验,钢材应按批进行冲击试验复验。
(3)高合金钢
高合金钢的合金元素总含量大于10%,其中奥氏体不锈钢在常温和低温下有很高的塑性和韧性,不具磁性。
由于这种钢是单相的奥氏体组织,在许多介质中有很高的耐蚀性。
其中铬是不锈耐酸钢抗氧化性耐蚀性的基本元素,合金中含碳量的增加将降低耐蚀性能,所以该含碳量0.08~`0.12%左右为高碳级不锈钢,钢号前以“1”表示。
含碳量0.03含碳量≤0.03%为超低碳级不锈钢,钢号前以“00”表示。
奥氏体铬镍不锈钢压力容器在加工和使用过程中,在400~450℃下重复加热,并且持续时间较长时,就会产生晶间腐蚀而破坏。
通常把上述温度称为危险温度。
因此,在不锈钢焊接过程中,其焊缝热影响区产生晶间腐蚀危险特别大,这是由于在焊接后的冷却过程中,要通过危险温度的缘故。
为此在不锈钢件焊接时,要求各连接件同时达到熔点。
这对等厚板容易保证,而当两连接件相差较多时,就要注意将厚板削薄;容器壳体上的纵焊缝不允许与环焊缝十字交叉,必须将两条焊缝拉开一段距离该距离应大于名义厚度的三倍,且不小于100mm。
不锈钢的导热系数λ是碳钢的1/3~1/4,而它的线膨胀系数α却是碳钢的1.5倍。
因此,在焊接时必须注意,否则会引起很大的残余应力。
压力容器常用的此类板材的钢号有:
OCr18Ni9、OCr18Ni10Ti、OCr17Ni12Mo2;
2.钢管
选用钢管应根据容器的具体设计条件,尽量选用和容器相匹配的材料,和容器一样注意碳素钢、碳锰钢在高于425℃温度下长期使用,钢中碳化物相的石墨化倾向,奥氏体不锈钢在特定条件下的晶间腐蚀倾向
对于较高压力的接管或以增加壁厚作为开孔补强时,根据需要选用标准中壁厚较大的无缝钢管。
换热管用钢管使用还应符合GB151的规定。
3.锻件
锻件按使用要求分为Ⅰ、Ⅱ、Ⅲ、Ⅳ四个级别,每个级别的检验要求及指标要求按JB4726~4728-94规定。
用作圆筒和封头的筒形和碗形锻件及公称厚度大于300mm的低合金钢锻件应选用Ⅲ级或Ⅳ级。
a)筒形锻件(L>D),t为公称厚度
b)环形锻件(L≤D),L和t中的小者为公称厚度
c)饼形锻件(t≤D),t为公称厚度
d)碗形锻件(H≤D),t1和t2中的小者为公称厚度
e)长颈法兰锻件(H≤D)t1和t2中的小者为公称厚度
f)条形锻件(L>D),D为公称厚度
锻件的级别由设计单位确定,并应在图样上注明,如16MnRⅡ。
4.紧固件
紧固件的使用温度范围应符合GB150表4-10,螺栓的硬度应比螺母稍高(HB30),可通过选用不同钢材或不同热处理而获得。
表紧固件的使用温度范围
螺柱
钢号
螺母用钢
钢号
钢材
标准
使用温度范围(℃)
其它限制
Q235-A
35
Q215-A
Q235-A
GB700
(使用状态,热轧)
-19~300
适用于P<10.0Mpa容器.密封要求高时,使用温度宜小于等于200℃
40MnB、
40MnVB
40Cr
35
40Mn
35
GB699
(正火)
-19~400
适用于P≥2.5Mpa容器及密封要求高时,使用温度宜小于等于400℃
30CrMoA
35CrMoA
40Mn
45
GB699
GB3077
-19~400
适用于P≥2.5Mpa容器及密封要求高时,使用温度宜小于等于400℃
25Cr2MoVA
30CrMoA
35CrMoA
GB3077
(调质)
-19~500
适用于P≥2.5Mpa容器及密封要求高时,使用温度宜小于等于500℃
1Cr5Mo
1Cr5Mo
GB1221
-19~600
适用于高温密封
0Cr18Ni9
0Cr18Ni9
GB1220
(固溶)
-253~700
0Cr17Ni12Mo2
0Cr17Ni12Mo2
GB1220
(固溶)
-253~700
5.焊接材料
钢制压力容器的溶化焊接方法有手工电弧焊、埋弧自动焊、等离子弧焊、气体保护焊和电渣焊。
焊接方法在条件允许的条件下首先选用自动焊。
手工焊焊条是由焊条芯和药皮两部分组成。
焊条芯起导电和填充焊缝金属的作用,它的化学成分和非金属夹杂物的多少将直接影响焊缝质量。
药皮则用于保证焊接顺利进行并使焊缝。
一定的化学成分和机械性能,是决定焊缝金属质量的主要因素之一。
焊条药皮类型较多,但大致可分为酸性焊条和碱性焊条两大类。
药皮中不采用强碱性氧化物而熔渣中含有较多强酸性氧化物的钛型、钛钙型、钛铁矿型、氧化铁型以及锰型等类焊条称为酸性焊条。
而不含铁或锰等氧化物的低氢型焊条称为碱性焊条。
采用碱性焊条焊接时,大理石分解成CaO和大量的二氧化碳作为保护气体,与酸性焊条相比较,保护气体中氢很少,因此又称为低氢焊条。
酸性焊条由于氧化性强,对合金元素损量大,脱氢、脱硫、脱磷能力弱,故其焊缝的综合机械性能较差,尤其塑性、韧性低,抗裂性差;但对铁锈、油污的敏感性小,不易产生气孔。
碱性焊条则与此正相反,故对焊接二类、三类容器不宜用酸性焊条,应选用低氢碱性焊条。
对焊后需热处理的容器还要求焊条含钒量不得大于0.05%。
焊材选用
相同钢号相焊,碳素钢、碳锰低合金钢的焊缝金属应保证力学性能,且不应超过母材标准规定的抗拉强度的上限。
高合金钢的焊缝金属应保证力学和耐腐蚀性能。
不同钢号相焊,碳素钢、低合金钢的焊缝金属应保证力学,一般采用与强度级别较低的母材相匹配的焊接材料。
碳素钢、低合金钢与奥氏体高合金钢的焊缝金属应保证抗裂性能和力学性能,一般采用铬镍含量较奥氏体高合金钢母材高的焊接材料。
 升级会员
升级会员 