xx制模手册.docx
《xx制模手册.docx》由会员分享,可在线阅读,更多相关《xx制模手册.docx(67页珍藏版)》请在冰豆网上搜索。
xx制模手册
xx制模手册
标题:
模具標準
章节编号:
修改次数:
版本:
日期:
页数1/4
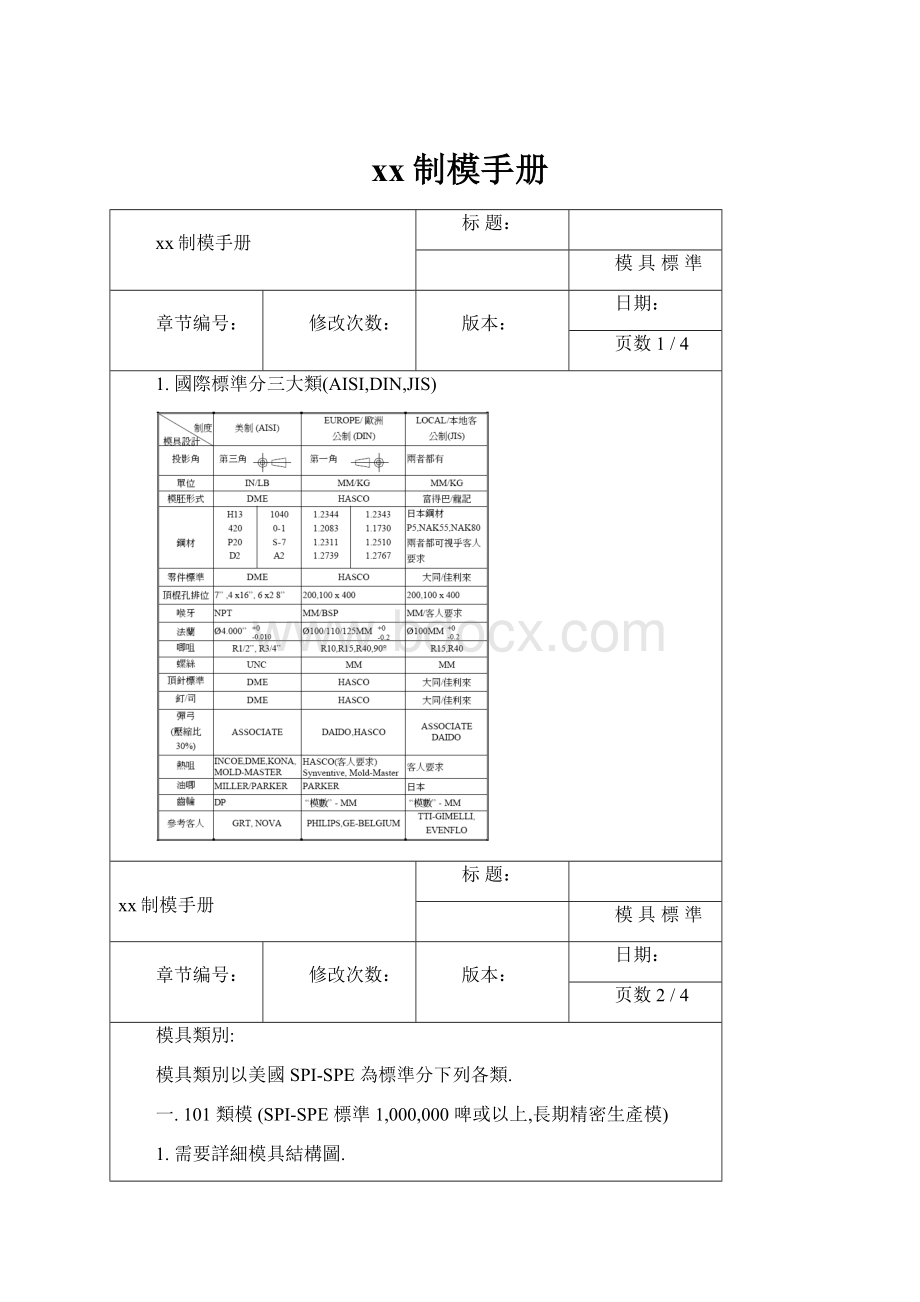
1.國際標準分三大類(AISI,DIN,JIS)
xx制模手册
标题:
模具標準
章节编号:
修改次数:
版本:
日期:
页数2/4
模具類別:
模具類別以美國SPI-SPE為標準分下列各類.
一.101類模(SPI-SPE標準1,000,000啤或以上,長期精密生產模)
1.需要詳細模具結構圖.
2.模胚材料硬度最低為280BN.(DME#2鋼/4140鋼)
3.有膠位的內模件鋼材一定要見硬至48~50HRC.其餘零件如行位,壓鎖,壓條等亦應為
硬件.
4.頂針板要有導柱.
5.行位要有硬片.
6.如有需求的話,上模,下模及行位要有溫度控制.
7.所有運水道,建議採用無電浸鎳或用420不銹鋼做模板.這樣可防止生銹及清理垃圾.
8.需要直身鎖或斜鎖.
二.102類模.(不超過1,000,000啤,大量生產模具.)
1.需要詳細模具結構圖.
2.模胚材料硬度最低為280BHN.(DME#2鋼/4140鋼)
3.有膠位的內模件鋼材要見硬至最低48~52HRC,其餘有用的零件亦應同一處理.
4.建議採用直身鎖或斜鎖.
5.下列項目可能或不需要.視乎最終生產數量而定.建議報價時如採用下列項目要檢查
清楚是否需要:
A.頂針板導柱.
B.行位硬片.
C.電鍍運水孔.
D.電鍍模腔.
三.103類模(少於500,000啤,中量生產模.)
1.需要詳細模具結構圖.
2.模胚材料硬度最小為165BHN.(DME#1鋼/1040鋼)
3.內模鋼材為P20(28~32HRC)或高硬度(36~38HRC).
4.其餘要求視乎需要而定.
四.104類模(少於100,000啤,少量生產模)
1.需要模具結構圖.
2.模胚材料P20(28~32HRC)可用軟鋼或鋁.(1040鋼)
3.內模件可用鋁,軟鋼或其它認可金屬.
4.其餘要求視乎需要而定.
五.105類模.(少於500啤,首辦模或試驗模)
1.可用鋁鑄鐵或環氧樹脂或任何材料只要有足夠強度可生產最少測試數量便可。
xx制模手册
标题:
模具標準
章节编号:
修改次数:
版本:
日期:
页数3/4
一般模具類別:
1.兩板模(2PLATEMOLD)
兩板模又稱單一分型面模,是注塑模中最簡單的一种,它以分型面為界將整個模具分為兩部分:
動模和定模.一部分型腔在動模;一部分型腔在定模.主流道在定模;分流道開設在分型面上.開
模后,制品和流道留在動模,動模部分設有頂出系統.(圖1.1)
其它模具都是兩板模的發展.
2.三板模或細水口模(3PLATEMOLD,PIN-POINTGATEMOLD)
有兩個分型面將模具分成三部分,比兩板模增加了澆口板,适用于制品的四周不準有澆口痕跡
的場合,這种模具采用點澆口,所以叫細水口模.這种模具結构相應复雜些.啟動動力用山打螺絲
或拉板.(圖1.2)
圖1.2
xx制模手册
标题:
模具標準
章节编号:
修改次数:
版本:
日期:
页数4/4
3.熱流道模(HOTRUNNERMANIFOLD)
借助加熱裝置使澆注系統中的塑料不會凝固,也不會隨制品脫模,所以又稱無流道模.
优點:
(圖1.3)
1)無廢料
2)可降低注射壓力,可以采用多腔模
3)可縮短成型周期
4)提高制品的質品
适合熱流道模塑料的特點:
1)塑料的熔融溫度范圍較寬,低溫時,流動性好;高溫時,具有較好的熱穩定性.
2)對壓力敏感,不加壓力不流動,但施加壓力時即可流動.
3)比熱小,易熔融,又易冷卻.
4)導熱性好,以便在模具中很快冷卻.
可用熱流道的塑料有:
PE,PE,ABS,POM,PC,HIPS,PS。
我們現在常用的熱流道有兩种:
1)加熱流道模(圖1.3)2)絕熱流道模(圖1.4)
。
3.硬模(THROUGHLYHARDEN)(44HRC以上)
內模件所采用的鋼材,買回來后需要進行熱處理,如淬火滲碳,才能達到使用要求,這樣的注塑
模叫硬模.如內模件采用H13鋼,420鋼,S7鋼.
4.軟模(PRE-HARDENED)(44HRC以下)
內模件所采用的鋼材,買回來后不需要進行熱處理,就能達到使用要求,這樣的注塑模叫軟模.
如內模件采用P20鋼,王牌,420H鋼,NAK80,鋁,鈹銅。
xx制模手册
标题:
制模一般名稱
章节编号:
修改次数:
版本:
日期:
页数1/3
xx制模手册
标题:
模具標準
章节编号:
修改次数:
版本:
日期:
页数2/3
1.倒扣位(UNDERCUT–‘U’CUT)
成型零件從制品中脫出的方向与開模方向不一致,有一定夾角.
模,如制品側壁的通孔,側凹凸台等,就是倒扣位
對于制品外部的倒扣位可采用行位成型.如圖2.1:
對于制品內部的倒扣位可采用斜頂成型或內行位.如圖2.2,2.3
2.浮模芯(FLOATINGCORE)
浮芯适用于兩種情況:
如圖2.4.
1)制品很深,而脫模角很小,為了便于脫模,不損坏制品,可以采用浮芯結构.
2)制品有很小倒扣位,又不便于采用行位及斜頂結构,且膠料有一定彈性.
制品隨浮芯頂出,倒扣位發生彈性變形,被強行頂出.設計浮芯結构時,要考慮浮芯的限位和复
位.浮芯可為圓形或方形的,如圖2.5:
圓的為一些較深的柱或骨出模有問題.
浮芯可以抵消部分阻力.如成品有內倒扣的,可藉浮芯把外邊分离,然后靠頂針繼續頂時成
品發生彈性變形使倒扣位可出模.
xx制模手册
标题:
模具標準
章节编号:
修改次数:
版本:
日期:
页数3/3
3.彈上模,即前模板可浮動(FLOATING‘A’PLATE)(如圖2.6)
模具上特殊結构,要求動定模先不分開,而定模先分型,模板分開有一定的順次.又如行位和
斜導柱都在前模的,要先分開定模,抽出行位,可采用彈弓彈開上模.可以是整塊或一件鑲件的.
成品很深的而側邊有倒扣位(如圖2.6),要加限位螺絲,要加彈弓保証前模分開,加扣雞把
前后模鎖著直至前模之倒扣抽离才分開.細彈芯可兩邊做凸邊當管位用;大彈芯可做斜導
柱當管位用.
4.山打螺絲,限位螺絲(STRIPPERBOLT)
山打螺絲,其主要作用就是限位,如三板模中使用可以代替拉板,減小所占空間.規格取光身
直徑及長度,螺紋大小与光身尺寸不同,例1/2山打螺絲,牙為3/8.
5.法蘭(定位圈)(LOCATIONRING)
對于模具來說,法蘭,定位圈是同一种零件,只是叫法不同而已.
定位圈,定位作用,它便于將模具安裝在啤机上,保証啤机爐咀与模具唧咀同心.定位圈,外徑
常AISIÆ3.990"或DINÆ99.8MM.
6.行位,滑塊,抽芯(SLIDE,SIDECORE,SIDECAM)
當制品的側壁有通孔,側凹,凸台,阻礙制品從模具中脫出來.必須將這些成型零件制成活動型
芯,將活動型芯從制品中抽出來,就叫抽芯.
根据抽芯動力來源不同,可將抽芯机构分為:
行位抽芯(斜導柱抽芯),滑塊抽芯和液壓抽芯.
7.壓條,線條(GIB)
壓條就是線條.只是稱呼不同.它的作用是用于固定活動芯塊,對活動芯塊起導向作用.
xx制模手册
标题:
圖紙尺寸
章节编号:
修改次数:
版本:
日期:
页数1/2
標準圖紙,紙質為80gmwt,有下列五款標準尺寸:
A0:
45.733”X31.840”
A1:
31.840”X22.86”
A2:
22.860”X15.920”
A3:
15.920”X11.430”
A4:
11.430”X7.96”
注意事項:
1.用圖紙盡量少.每次都要檢查能否節約紙張,因為假如原稿多了一張圖紙,在每次复印時,就
等于花多了一張紙的費用及打印時間並增加寄圖紙的重量.
2.圖紙數量如超過兩張,圖紙之張數盡可能由左至右或由上至下編上.方便找尋.如不可能,可
在圖紙處把第几張用大字標注.如下圖3.1:
xx制模手册
标题:
圖紙尺寸
章节编号:
修改次数:
版本:
日期:
页数2/2
xx制模手册
标题:
電腦圖檔名稱
章节编号:
修改次数:
版本:
日期:
页数1/2
1.為方便把圖檔分類,所以圖檔必須統一取名方法,方法如下:
2.如要傳回香港,無論大小必須要壓縮圖檔:
2.1有兩種壓縮圖檔方法:
2.1.1在WINDOWS環境下用WINZIP壓縮轉為ZIP檔.
例如:
123411A1.DWG→123411A1.ZIP
2.1.2在DOS環境下用ARJ壓縮成后轉為EXE圖檔.舉例如下:
xx制模手册
标题:
電腦圖檔名稱
章节编号:
修改次数:
版本:
日期:
页数2/2
3.每次每個壓縮檔案要獨立處理,不要用一個名稱包含所有圖檔,因為其他人不能直接知道到
底壓縮檔案內有几個圖及什么圖.并且假如壓縮檔案損坏時,內藏的圖不能完全放出,分開獨
立處理就不會全部坏掉.
4.存盤(SAVE)
1.存盤前要在Autocad里用”Purge”指令,把多余的圖素取消,減小圖檔容量.
2.如用PURGE指令后,發覺檔案容量還是很大,則需要用WBLOCK指令,把整張圖變成塊,
3.再重新存盤.假如沒有大改善,就沒有其它方法.
4.一般模圖檔案大小為400K至800K左右為正常.如超過1.4M為不正常,除非成品圖為線框圖或很多复線.
5.存盤時,要把圖形放回螢幕中間及盡量大,即用ZOOMEXTENT指令.并將所有圖層設為ON,UNLOCK,THAW.
xx制模手册
标题:
標題欄
章节编号:
修改次数:
版本:
日期:
页数1/1
1.所有圖紙都必須有標題欄。
2.標題欄的所有資料要清楚及正确,如未清楚或欠資料應填上〝?
〞問號,特別是縮水率.
3.日期及修改次數,每次有改動都要修正更改辦本.要保証FILENAME及時間一致.
4.如超過一張圖紙的,紙張數量及第几張要寫清楚.如果是用COPY指令的,一定要記住改.
5.如超過一款成品,資料要寫清楚.
例:
PARTNAMEPART/REV.CAV.
COVERTOP12345/A2
COVERBOTTEM54321/A4
5.如超過一個人製作一批模圖,所有資料要統一,包括字高.顏色.寫法等.
6.有部分客人要求換回他們的標題欄的公司名稱,必須更改.,需更改用客人公司名稱要留意。
圖紙標題欄:
註解:
*草圖/初圖由工程人員簽署,而完成圖由設計部經理簽署。
**膠料:
代表除了商品名稱之外,必須有原材料名稱.
例:
ABS(CYCOLACT),PPS(RYTON),ABS(TERBURN949T)等
***縮水率:
歐洲使用0.X%;而美制使用1.00X”/IN
圖5.1
模腔數量要分開寫,不能寫成
2+4,因為這樣不清楚.
xx制模手册
标题:
模具資料
章节编号:
修改次数:
版本:
日期:
页数1/1
每套模具都必須在模胚上顯示該模具的資料,而模圖上也必須印有該資料於模胚上的顯示形
式,模圖上顯示模具資料的方式有兩種:
第一種(打字嘜於模胚):
1.依照客人要求決定資料內容、尺寸、位置,一般在模頂,個別要求另加字嘜在向人那邊.
2.字體的尺寸一般有1/4”,1/2”.但還需考慮模胚實際大小.
3.打字內容跟客人要求,如無要求,跟ACE規格如下.
CO.:
PARTNAME:
PARTNO./REV.:
MOLDWEIGHT:
MADEIN__________
5.如成品超過一件時,PARTNAME及PARTNO.打法如下:
PARTNAMEPARTNO./REV.
COVERTOP12345/A
COVERBOTTOM54321/A
第二種:
(釘字牌於模胚)
字牌尺寸及安裝方法可參考(4.2.30)
xx制模手册
标题:
成品圖標準
章节编号:
修改次数:
版本:
日期:
页数1/3
2.為了將成品的結构形狀表達得正確、清晰、完整,便於看圖和設計模具,成品要有以下視
圖.(注:
主視圖為成品面部,后視圖為成品底部.)
2.1)主視圖,X,Y的向切圖,后視圖(簡單成品)
主視圖,左、右、上、俯視圖,后視圖,X,Y方向及其它方向的切圖(复雜成品)
2.2)局部放大圖(視需要,如超聲線,司角柱,倒扣位.)
2.3)至少要有兩個以上立体圖,一個從內看,另一個從外邊看.
3.成品圖盡量以1:
1的比例放置,如要放大成品,同時要在圖框中增加1:
1的視圖;
4.標注尺寸採用的單位
當客戶要求模圖用英制(INCH),則成品圖用英制(INCH);若模圖用公制(MM),則成品圖用公
制(MM);如未知要求,則要問客人.
xx制模手册
标题:
成品圖標準
章节编号:
修改次数:
版本:
日期:
页数2/3
說明:
如工程師要求以工程圖為准,即成品基准与模圖中成品基准重合.
標注尺寸:
基本要求:
正确、完全、清晰、合理。
8.1首先要標注成品整体尺寸.(最長,最寬,最高)(圖8.8)
8.2應將尺寸盡量標注在視圖外面,以免尺寸線,尺寸數字与視圖的輪廓線相交.(圖8.8)
8.3同心圓柱的直徑尺寸最好標注在非圓視圖上.
8.4相互平行的尺寸,應按大小順序排列,小尺寸在內,大尺寸在外,并使它們的尺寸數字錯
開.
8.5尺寸線要布置整齊,盡量布置在几條線上,相關尺寸最好布置在一條線上.對尺寸密集
地方,放大標注,以免產生誤解.(圖8.8)
8.6成品中的重要定位尺寸,如孔,骨,槽等要直接從基準標出.(圖8.5)
8.7所有結构要有定位,定形尺寸,對於孔,骨,槽的定位尺寸要以中心線為準.如圖8.7:
8.8所有圓,及對稱結构,要加注中心線.(圖8.7)
8.9在標注切圖尺寸,為了清晰,明了,整潔,內外尺寸要分別標注在兩側.如圖8.8:
xx制模手册
标题:
成品圖標準
章节编号:
修改次数:
版本:
日期:
页数3/3
9.所有圖紙必須要填寫標題欄.(參考4.1.5)
10.制作電腦成品圖之目的及注意事項:
10.1當客人沒有提供成品電腦圖檔而只提供圖紙時.
10.1.1如要劃電腦模圖,則必須重新抄上此成品圖.
10.1.2客人提供的電腦圖是未按比例或有許多錯誤的.
10.1.3有時某些成品圖希望能用電腦圖存檔.或者交給工廠作模.使用這時我們要求
能完全一樣地將圖紙轉成電腦圖檔.公司現在是用電腦存檔,所有圖必須有電
腦圖檔,包括:
工程部.設計部.工場.
10.2確定此成品圖經發出後有何用途.
10.2.1如果是工廠做模用.或者要求CADFILE存檔,則必須完全照圖紙抄正,包括文
字,尺寸等.
10.2.2如果僅為畫模圖用,則應該根據模圖對成品之要求,確定至少要求兩個平面圖
(要依分模線而定).及兩個方向之切圖.同時可確定有鑲件,司筒,芯針等結構的
位置.
10.3審核客人之成品圖紙:
10.3.1公制/英制(MM/INCH)
10.3.2比例(SCALE)
10.3.3投影方法(PROJECT)
10.3.4成品名稱(PARTNAME)
10.3.5成品號/版本號(PARTNO./REV.)
10.3.6成品形狀,尤為與模結構有關之位置,骨位,膠厚,柱位,倒扣位….
在此,是應該初步考慮單個成品之模具基本結構.譬如分模線,細鑲件,頂針,扁
頂,司筒,斜頂,行位,入水.而不應該僅為劃成品而畫成品圖.
10.3.7一旦發現原圖紙有錯誤或者有疑問,必須向工程師及時提出.同時考慮模具結
構時,有可能需要修改成品形狀的.這種情況也可及早提出.因時間關係,工程
人員也不一定能詳細了解成品結構.
10.3.8至於成品尺寸是否正確或足夠.只有到繪制詳圖時才能發覺.
xx制模手册
标题:
草圖設計要求
章节编号:
修改次数:
版本:
日期:
页数1/2
xx制模手册
标题:
草圖設計要求
章节编号:
修改次数:
版本:
日期:
页数2/2
xx制模手册
标题:
模胚圖標準
章节编号:
修改次数:
版本:
日期:
页数1/10
1.模胚圖內容:
(參考第7~10頁)
1.1模板(上模,下模,凳仔,頂針板,頂針底板,碼模板)
1.2G.P.(GuidePin)及B.S.(Bushing)
1.3G.P.下方之螺絲.
1.4模板間連接螺絲.
1.5管釘.
1.6E.G.(EjectorGuide)及中托司.
1.7R.P.(ReturnPin)(彈弓不用畫).
1.8垃圾釘或垃圾條.
1.9頂針板螺絲.
1.10撬模坑(每塊板之間四個角位,包括針板之間).
1.11G.P.(GuidePin)下方之疏气坑.
1.12吊模孔,碼模坑.
1.13鑲件,行位,鏟雞,直身鎖,長方形啤把鎖以及其它較大的腔.
1.14尺寸(包括平面圖坐標,板厚,零件大小及數量,精腔尺寸公差,吊模孔位置,撬模坑尺寸).
1.15各塊模板之鋼材名稱
2.視圖安排
2.1兩個平面圖,一個切圖.(模胚結构較复雜,可适當加切圖表示其形狀尺寸)平面圖直接從模
圖中COPY出來,切圖使用原短切圖.(即帶凳仔之切圖).補齊R.P,E.G.吊模孔(虛線圖)精
腔等.
2.2整個模胚圖按1:
1,畫出尺寸按1:
1標示.所用圖框名稱為”LABELS”,應放在LABEL圖
層(內含必要之中文字,可以直接調用).
3.注意事項
3.1通常將名為”LABELS”的圖框加進來後,再放大到某一倍數X,以使1:
1之模胚圖能放入此
圖框中,但將會用A4圖紙縮小打印,為使打印出來清晰,要求在此模胚圖中的文字(包括所
用的字,尺寸文字(有LTSCALE控制),坐標尺寸),在正常情況基礎上再放大X倍.打印時
在PLOT指令對話框中輸入縮小比例1:
X即可.
LABELS放大后,其內的字基本上大小差不多,當然對于中文字,筆畫較多,可大些所有文
字采用黃色YELLOW.
例:
畫模圖時,標坐標文字高.100,畫模胚圖時,將LABLES放大4倍,才能將模胚圖放下,那
麼在標坐標前,要設定字高.100x4=.400,這樣縮小打印時,圖紙上坐標文字高才是.100。
xx制模手册
标题:
模胚圖標準
章节编号:
修改次数:
版本:
日期:
页数2/10
3.2平面圖相應位置,用文字說明此腔深度.(一律從P.L.面算起,而不要采用相對腔深)及公差.
3.3平面圖之坐標,對于模腔零件位置,每一組零件需標示其中一個的X.Y位置,(因一般是做
成對稱的)G.P.由于一個是OFFSET的,故需標示兩個位置.
3.4在切圖上,用指引線標示各零件之大小,個數.如有足夠位置,可以直接將原已有之文字放
大也可,如:
E.G,G.P.等.標明每塊板之材料.
3.5在平面上如模胚較大而引致縮小很多才能用A4打印時,要另加文字說明哪是S-1,S-2,S-3
等.
3.6用指引線標示出撬模坑(含針板撬模坑)尺寸(平面圖上).
3.7在平面(上,下模)中,某一合适的角上用指引線指明此角為加工基(DATUM),同時為X,Y
兩方向基.
3.8因時間關系,有些草圖中模胚零件象征性畫出其中4個,而按標應該加多一些螺絲,回針
的,或者有些零件与其他零件相互影響。
對于以上之問題,開模胚圖時,有責任提出并解
決,加多零件,位置取整數。
3.9吊模孔,除中小模12”闊的頂針板,頂針壓板需在凳仔方向加兩個吊模孔外,其余模板盡量
四邊都有,對大模之凳仔要求在外側中心有吊模孔.
小型模具(7x7x7”)或150LBS以下的模具只需在向上及下的方向有吊模孔。
4.模胚材料(參考4.2.2)
#1STL:
全王牌1040STL(13~18HRC)
#2STL:
除凳仔,下模底板、頂針面板、頂針壓板外,其余模板采用P20STL(HRC28~32)
(當K.O.有搭牙而無ADAPTER時,頂針壓板則用P20STL)
#3STL:
同#2STL,但A,B板為P20STLPRE-HARD(高質P20STL)(32~36HRC)
#7STL:
A,B板及所有有運水之模板皆為420HSTL不鏽鋼(32~34HRC).
xx制模手册
标题:
模胚圖標準
章节编号:
修改次数:
版本:
日期:
页数3/10
5.模胚圖需加上模胚制式;美制(AISI).公制(DIN.HASCO).公制(JIS.DAIDO)及其它(混合式)
如果模胚標明是美制,模胚上之配件必須跟隨為全美制,包括螺絲及管釘.(如附圖)
xx制模手册
标题:
模胚圖標準
章节编号:
修改次数:
版本:
日期:
页数4/10
xx制模手册
标题:
模胚圖標準
章节编号:
修改次数:
版本:
日期:
页数5/10
xx制模手册
标题:
模胚圖標準
章节编号:
修改次数:
版本:
日期:
页数6/10
xx制模手册
标题:
模胚圖標準
章节编号:
修改次数:
版本:
日期:
页数7/10
 升级会员
升级会员 