米勒焊机操作说明书文书特制.docx
《米勒焊机操作说明书文书特制.docx》由会员分享,可在线阅读,更多相关《米勒焊机操作说明书文书特制.docx(7页珍藏版)》请在冰豆网上搜索。
米勒焊机操作说明书文书特制
米勒焊机操作说明书
1-1控制按钮
注:
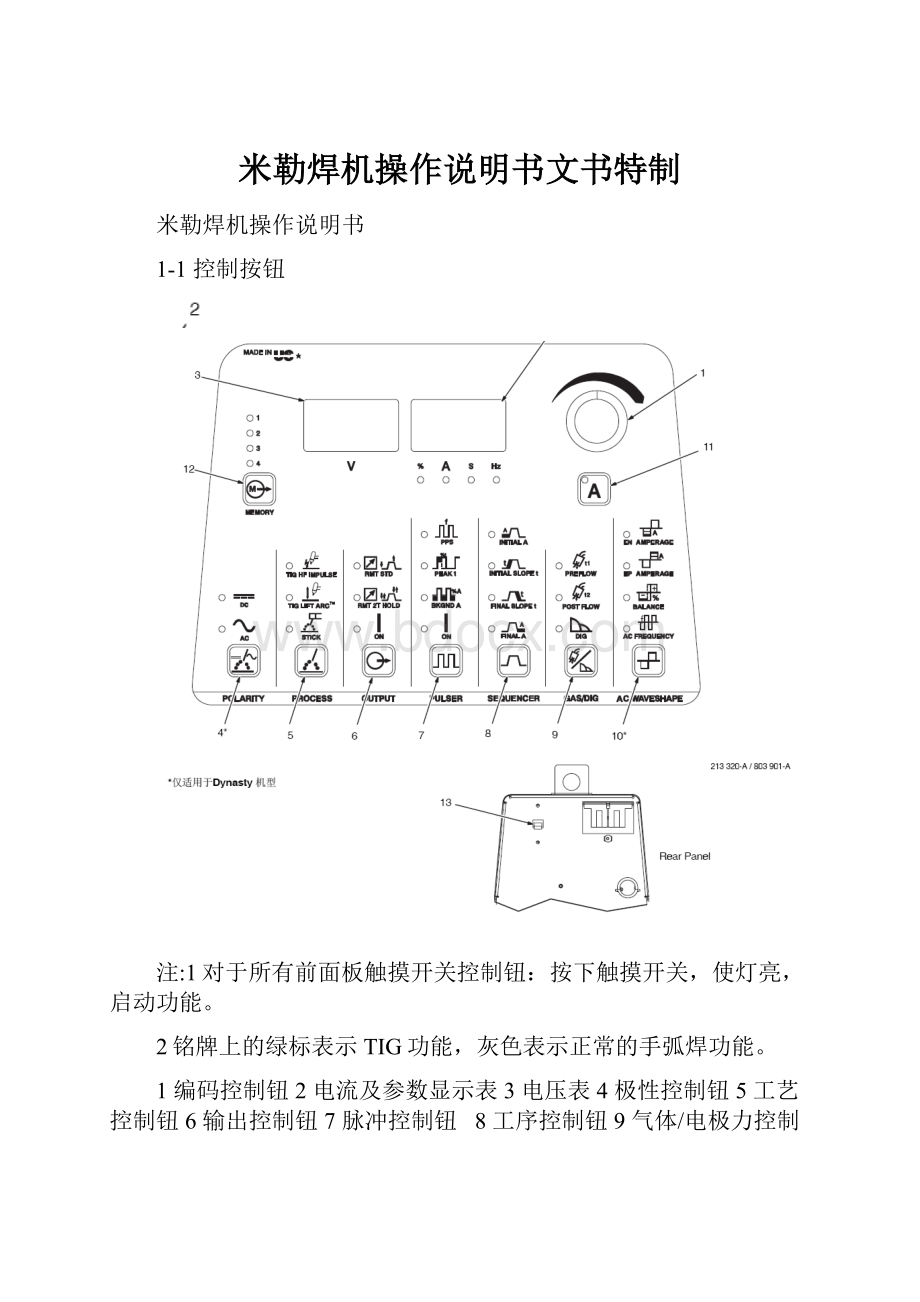
1对于所有前面板触摸开关控制钮:
按下触摸开关,使灯亮,启动功能。
2铭牌上的绿标表示TIG功能,灰色表示正常的手弧焊功能。
1编码控制钮2电流及参数显示表3电压表4极性控制钮5工艺控制钮6输出控制钮7脉冲控制钮8工序控制钮9气体/电极力控制钮10交流波型控制钮11电流和点焊时间控制钮12存储按钮13电源开关
1-2编码控制钮
1-3电流控制钮
1A电流控制按钮2编码控制钮3电流表
注:
当脉冲功能起作用时,按下电流控制按钮,转动编码器,以设定焊接电流或峰值电流。
1-4电流及参数显示表
1-5电压表
1-6极性控制钮
1-7工艺控制钮
1-8高频启弧和高频TIG启动程序
提升启弧:
当提升启弧按钮灯亮,按下列步骤启弧,
在焊接开始处把钨极触及工件,用焊枪触发开关、脚控器或手控器接通输出和保护气。
把钨极在工件上保持1-2秒,然后慢慢提升。
焊极提起后,电弧生成。
在钨极触及工件前不存在正常的开路电压,仅在钨极和工件间存在较低的感应电压,直到钨极触及工件后才激发固态输出接触器,因此钨极不会出现过热、粘条或被污染。
应用:
当不允许使用高频启弧或要取代划擦启弧时。
提升启弧用于DCEN或ACTIG工艺。
高频启弧
当高频启弧按钮灯亮,按下列步骤启弧,
输出接通后,打开高频帮助启弧,启弧完成后关闭高频,断弧再次帮助重新启弧。
应用:
当需要非接触启弧时,高频启弧用于DCENGTAG工艺。
1-9输出控制钮
1输出控制按钮
 升级会员
升级会员 