轴承检查系列作业指导书1.docx
《轴承检查系列作业指导书1.docx》由会员分享,可在线阅读,更多相关《轴承检查系列作业指导书1.docx(39页珍藏版)》请在冰豆网上搜索。
轴承检查系列作业指导书1
轴承检查检测工作作业指导书
汇编一
B002型深沟球轴承成品跳动测量仪作业指导书
测量项目:
向心球轴承(或圆柱滚子轴承)成品内圈径向圆跳动Kia、外圈径向圆跳动Kea、内圈基准端面对滚道的跳动Sia、外圈基准端面对滚道的跳动Sea、内圈基准端面对内径的跳动Sd
适用仪器:
B002
一、仪器调整
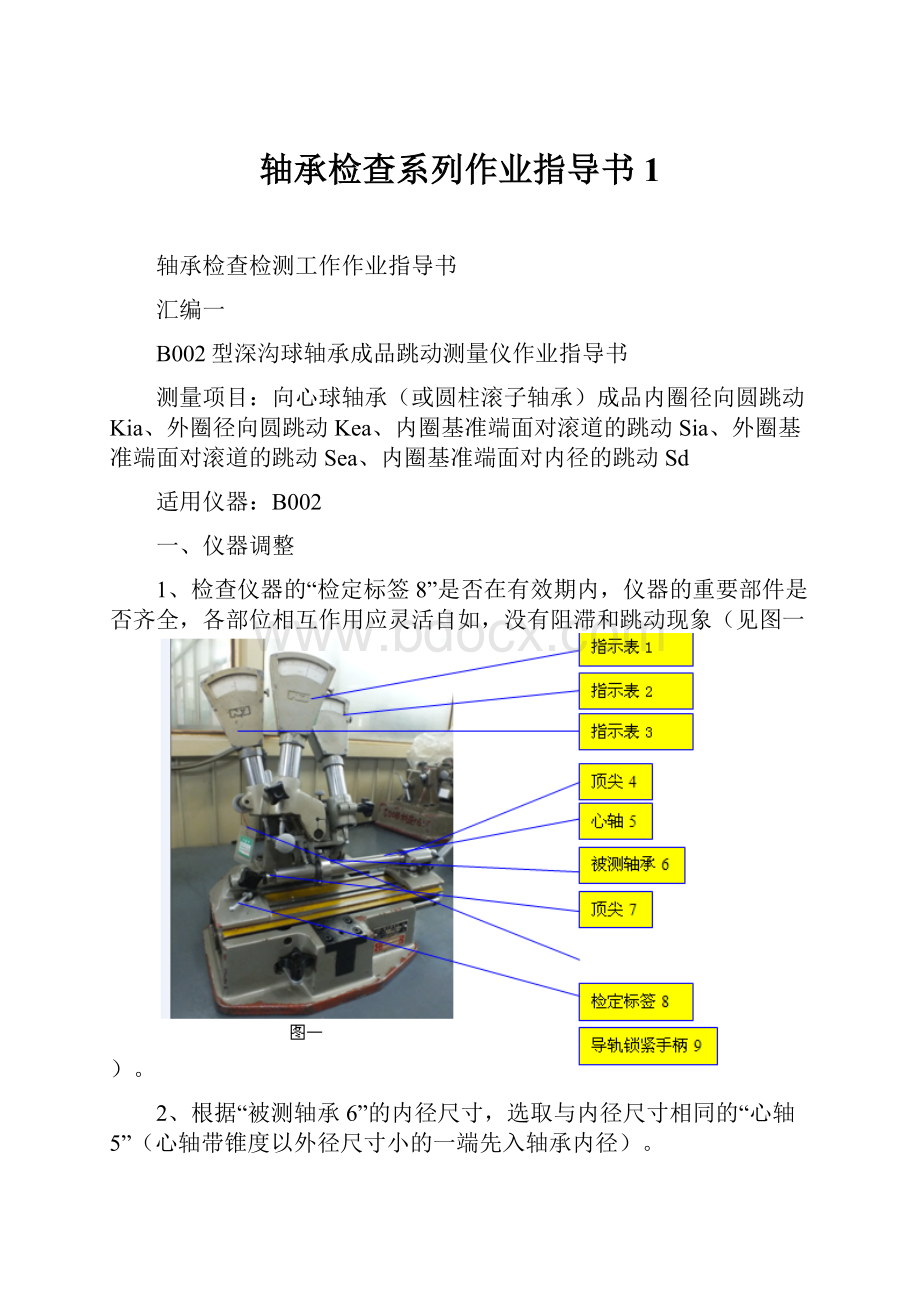
1、检查仪器的“检定标签8”是否在有效期内,仪器的重要部件是否齐全,各部位相互作用应灵活自如,没有阻滞和跳动现象(见图一)。
2、根据“被测轴承6”的内径尺寸,选取与内径尺寸相同的“心轴5”(心轴带锥度以外径尺寸小的一端先入轴承内径)。
3、将“被测轴承6”装入心轴,以手推不动为止。
将心轴装卡在仪器的两“顶尖4、7”之间,松紧程度以用手拨动心轴在两顶尖间能旋转自由无卡死现象为准,若有间隙可调整仪器左边的微调螺丝,调整到无间隙为最佳。
4、将被测轴承移动到“测点10、11、12”附近后(见图二),左手按下仪器左边“导轨锁紧手柄9”,使“心轴5”可在导轨上自由移动,右手推动仪器右边手柄,将心轴推到使轴承端面接触到“测点10、11”,然后锁住导轨。
(见图二)
二、产品的测定
测定方法:
1、调整完毕后,转动心轴一周以上,“指示表1、2、3”的最大值与最小示值之差分别为内圈基准端面对内径的跳动量Sd,被测轴承的内圈的径向圆跳动量Kia和内圈端对滚道的跳动量Sia。
(见图三)
2、转动轴承外圈一周以上“指示表2、3”的最大值与最小示值之差分别为被测轴承外圈的径向跳动量Kea和外圈端面对滚道的跳动量Sea。
(见图三)
三、仪器维护保养及注意事项
(一)、维护保养
1、仪器在清洁、干燥、无腐蚀物质的条件下存放。
2、在调整和使用仪器时不得敲打、撞击。
3、仪器使用完,应擦拭干净,滑动部分应涂油防锈。
(二)、注意事项
·测量时仪器、产品均要求放置平稳。
·认真查阅工艺确定产品各项规定值。
·根据规定判定测定值是否合格
·重复测量2遍以上,以确保测量值的稳定性
·仪器使用范围参照下表:
型号
测量范围mm
内径
外径
B002
Φ3~Φ25
≤Φ52
编制:
审核:
批准:
B023型轴承跳动测量仪作业指导书
测量项目:
深沟球轴承(圆锥滚子轴承)成品内圈径向圆跳动Kia和内圈端面对滚道的跳动Sia
适用仪器:
B023B024B025
一、仪器调整
1、检查仪器的标签是否在有效期内,仪器的主要部件是否齐全,各部位相互作用应灵活自如,没有阻滞和跳动现象(见图一)。
2、按被“测轴承6”的外径大小调整“工作台1”上三个支承定位“卡爪2”,使轴承便于装卸即可,“卡爪2”和轴承外径之间的间隙不宜过大或过小,调整时要尽量使三个卡爪成等边三角形。
(见图一)
3、调整“测点5”与轴承内圈端面宽度的中间位置接触。
4、调整“测点3”与轴承内径宽度的中间位置相接触。
5、松开表架的“紧固螺钉7”,移动“指示表4、7”使指针处于表头刻度的中间位置。
二、测量负荷的确认
测量前对照工艺文件上规定的负荷块的质量与实物质量进行确认(被测轴承不同,所施加的负荷也不同)。
三、产品的测定
测定方法:
内圈径向圆跳动(Kia)、内圈端面对滚道的跳动(Sia.)
仪器调整好后(见图二),施加“负荷块2”并旋转一周以上,使轴承内圈随其转动,“指示表1”在直径方向测得的最大值与最小值之差即为“被测轴承3”内圈径向圆跳动Kia。
“指示表4”在轴线方向测得的最大与最小值之差为内圈端面对滚道的跳动Sia。
四、仪器维护保养及注意事项
(一)、维护保养
1、不得随意移动正在工作中的仪器,工作时要放在平衡的工作台上。
2、在调整和使用时,严禁敲打磕碰和不正常的拆卸。
3、仪器在使用过程中,应经常给可调的活动部位加润滑油。
4、仪器在不用时,应给各金属表面涂上防锈剂。
5、对易磨损部件应及时检查、更换。
(二)、注意事项
·测量时仪器、产品均要求放置平稳。
·认真查阅工艺确定产品Kia、Sia规定值。
·根据被测轴承型号认真查阅工艺规定的施加负荷质量。
·根据规定判定测定值是否合格
·重复测量2遍以上,以确保测量值的稳定性
·仪器使用范围参照下表:
型号
测量范围mm
测量外径
B023
Φ30~Φ62
B024
Φ62~Φ100
B025
Φ110~Φ215
D901
>Φ215
编制:
审核:
批准:
钢球振动测量仪作业指导书
测量项目:
钢球的振动值
适用仪器:
S955-S
一、仪器调整
1、开启电源,预热15分钟。
2、开启“电箱电源按钮4”10分钟后,根据电箱计量校准电压值对电箱进行校准。
3、根据“被测钢球13”的尺寸,选择合适的“钢球胎具7”,并双手将“钢球胎具7”牢固的插入主轴锥孔中(见图一)。
4、选择量程,根据“被测钢球11”可能达到的振动分贝值,选择适当的“量程转换开关14”档位。
(见图二)。
5、“被测钢球13”必须用180#汽油清洗干净后,带油进行检测。
二、仪器的校对
1、检查仪器的标识应在有效期内(见图三)。
三、产品的测定
测定方法
钢球振动测量(dB)
1、左手将“被测钢球13”放入“钢球胎具7”锥孔里的同时,右手旋转“手轮11”,将“被测钢球13”夹在“顶器12”与“钢球胎具7”之间,对“被测钢球13”施加微小的正压力,以免损伤“顶器12”端面。
2、旋转“传感器触点14”前后移动“手轮6”,使“传感器触点14”位于“被测钢球3”表面最高点,并锁紧“传感器触点14”前后移动锁紧手钮。
4、旋转“传感器触点14”,升降“手轮15”,使“传感器触点14”与“被测钢球13”最大直径(最高点)接触,再下压“传感器触点14”升降“手轮15”上刻度的0.5-1格左右即可,然后锁紧“传感器触点14”、“升降锁紧手钮5”。
5、观察“示值指示表17”指针摆动情况,待指针稳定后,读取数值,退回“顶器12”换另一粒待测钢球进行测量。
四、仪器维护保养及注意事项
(一)、维护保养
1、仪器常保持清洁,有污物随时擦拭干净,每班至少一次擦洗保养,保持清洁。
2、仪器球胎具应保持干净,并保证配合的要求。
3、仪器手轮使用时,应用力至适宜为止,防止用力过大损坏零件。
4、仪器长时间不用或贮藏时应涂上防锈油(无油漆的裸露金属),套上机罩放在干燥的地方。
(二)、注意事项
1、传感器触点表面磨损或振伤时,应及时更换传感器触点,以免测值失准。
2、测量时被测钢球时,产品均要求擦拭干净。
3、对好距离对照表后方可测量产品。
4、参照产品工艺指导卡确定产品的规格值。
5、根据规格判定测定值是否合格。
6、重复测量3遍以上,以确保测量值稳定。
7、检测过的钢球应进行报废处理。
·仪器使用范围参照下表:
型号
测量范围mm
S955-S
1.583~15.000
S955-S
15.000~30.000
编制:
审核:
批准:
钢球直径检查仪作业指导书
适用仪器:
D051D052D053L052L053
测量项目:
钢球尺寸
一、仪器调整
1、首先查看仪器标签检查仪器是否在有效期内,仪器主要部件是否齐全,各部分相互作用是否灵活自如,没有阻滞和跳动现象(见图一)。
2、把产品放在工作台上,分别松开“手柄5”、“手柄8”、“手柄13”和镶头螺钉15上的螺钉调整四个测头与产品表面接触后固定紧。
3、放上标准件,当测头与产品表面接触后,依次调整“测头2”、“测头4”、“测头11”、“测头12”位置,当指示表指针分别处在最大点时,把“手柄5、8、13”“锁紧螺母6、9、14和镶头螺钉15”紧固。
检查测头2、4、11、12与产品表面的点是否等距离。
如不等距时可对三个点进行微调,需保证指示表指针处在最大点处,保证“锁紧螺母6、9、14和镶头螺钉15”紧固。
二、标准件的校对
1、检查标准件上标注的使用点及是否在有效期内见图二,指示表精度是否符合相关工艺文件要求(见图三)。
2、将标准件放置在仪器工作台上其使用点定位置对准“测头2、4、11、12”的中心位置,见(图一)。
3、松开“锁紧螺母9”,调整“手柄8”,使标准件的标注的尺寸偏差与指示表指针一致后固定“锁紧螺母9”。
4、重复测量2~3次,确认仪表示值与标准件示值一致。
三、产品的测定
测定方法
1、钢球尺寸(Dw)
对好标准件后,将产品放在工作台上,与指示表测头接触,均匀沿顺时针旋转一周以上,指示表显示最大值与最小值的平均值即为外径尺寸偏差。
2、球直径变动量(VDws)
采用钢球尺寸测量方法,均匀沿顺时针旋转一周以上,指示表显示最大值与最小值之差即为球直径变动量。
3、批直径变动量(VDwl)
采用钢球尺寸测量方法,沿顺时针旋转一周以上,指示表显示最大值与最小值之差即为批直径变动量。
四、仪器维护保养及注意事项
(一)、维护保养
1、仪器常保持清洁,有污物随时擦拭干净,每班至少一次擦洗保养,保持清洁无锈。
2、每次使用后应检查机件支点有无失灵、损坏及磨损,若有应及时维修和更换。
3、仪器滑块与底座配合,测头与手柄的配合均应保持润滑,并保证配合的要求。
4、锁紧或松开螺钉及螺栓时,应用力至适宜松开或锁紧为止,防止用力过大损坏零件。
5、仪器长时间不用或贮藏时应涂上防锈油(无油漆的裸露金属),套上机罩放在干燥的地方。
(二)、注意事项
·测量时标准件、产品均要求放置平稳。
·对好标准件后方可测量产品。
·参照产品工艺指导卡确定产品外径的规格值。
·根据规格判定测定值是否合格。
·重复测量2遍以上,以确保测量值稳定。
·仪器使用范围参照下表:
型号
测量范围mm
直径
D051
≤50
D052
≤35
D053
>30≤100
编制:
审核:
批准:
基准端面圆跳动测量仪作业指导书
测量项目:
基准端面圆跳动
适用仪器:
C742、C442
一、仪器调整
1、首先检查“仪器检定标签8”是否在有效期内,仪器主要部件是否齐全,各部分相互作用是否灵活自如,没有阻滞和跳动现象。
2、选适当V型工作台,其规格应与被测滚子的尺寸相匹配,不得过大或过小;支点的位置要调整得当。
3、对于C742型测量仪,摩擦轮与滚子的接触点应偏离滚子最高点一定距离,距离的大小以滚子不被摩擦轮带出为宜。
摩擦轮中心线和滚子中心线交角的大小应使滚子四个球支点均有良好的接触为宜。
仪器调至工作状态后,应对其示值变动性进行校验,满足规定的要求,仪器才能使用。
二、产品的测定
测定方法
1、直径法:
支点和测点同在滚子一端,两点连线通过滚子的轴线,接触点靠近端面边缘,但不得顶在滚子倒角上。
旋转滚子一周,所得的最大值与最小值之差即为被测滚子的端面跳动量。
2、半径法:
支点接触于滚子一端正中间,测点接触于滚子另一端边缘。
三、仪器维护保养及注意事项
(一)、维护保养
1、仪器常保持清洁,有污物随时擦拭干净,每班至少一次擦洗保养,保持清洁无锈。
2、使用后应检查工作台面磨损情况,及时修整或更换。
3、锁紧或松开螺钉及螺栓时,应用力至适宜松开或锁紧为止,防止用力过大损坏零件。
在任何情况下,对仪器严禁敲打、撞击,要轻拿轻放。
4、仪器长时间不用或贮藏时应涂上防锈油(无油漆的裸露金属),套上机罩放在干燥的地方。
(二)、注意事项
·测量时标准件、产品均要求放置平稳。
·参照产品工艺指导卡确定产品端面圆跳动规格值。
·根据规格判定测定值是否合格。
·重复测量2遍以上,以确保测量值的稳定性。
编制:
审核:
批准:
宽度测量仪作业指导书
测量项目:
宽度尺寸、宽度尺寸变动量、平均宽度变动量
适用仪器:
G902G903G904G905G906
工作内容:
一、仪器调整
1、首先检查“仪器检定标签8”是否在有效期内,仪器主要部件是否齐全,各部分相互作用是否灵活自如,没有阻滞和跳动现象。
2、将被测件放置在“工作台4”中央位置,转动“升降螺母6”并调整“指示表架5”和“指示表1”的位置,使测头接触被测件端面后固紧。
3、调整“定位支架7”,使其接触被测件后紧固。
二、高度标准件的校对
1、检查标准件上标注的使用点是否清晰,标准件是否在有效期内(见图二);指示表测量范围是否符合相关工艺文件要求,是否在有效期内(见图三)。
2、将标准件放置在仪器“工作台2”上,标准件“使用点”(见图二)对准“指示表测头3”(见图一)。
3、转动“微调螺母2”,使标准件的标注的尺寸偏差与指示表指针一致后固紧。
4、轻推标准件重复测量两次以上,确认仪表示值与标准件示值一致。
三、产品的测定
测定方法
1、宽度尺寸(ΔCs、ΔBs)
对好量块后,将产品加工基准面平放在测量工作台上,产品外径面靠紧“定位支架”,按顺时针方向均匀转动一周以上,指示表显示最大值与最小值的平均值即为宽度尺寸偏差,
2、宽度尺寸变动量(VCs、VBs)
采用宽度尺寸测量方法,按顺时针方向均匀转动一周以上,指示表显示最大值与最小值之差即为宽度尺寸变动量。
四、仪器维护保养及注意事项
(一)、维护保养
1、仪器常保持清洁,有污物随时擦拭干净,每班至少一次擦洗保养,保持清洁无锈。
2、使用后应检查工作台面磨损情况,及时修整或更换。
3、锁紧或松开螺钉及螺栓时,应用力至适宜松开或锁紧为止,防止用力过大损坏零件。
在任何情况下,对仪器严禁敲打、撞击,要轻拿轻放。
4、仪器长时间不用或贮藏时应涂上防锈油(无油漆的裸露金属),套上机罩放在干燥的地方。
(二)、注意事项
·测量时标准件、产品均要求放置平稳。
·仪器工作台有明显磨损时应及时进行修理。
·对好标准件后方可测量产品。
·参照产品工艺指导卡确定产品宽度的规格值。
·根据规格判定测定值是否合格。
·重复测量2遍以上,以确保测量值的稳定性。
·仪器使用范围参照下表:
型号
测量范围mm
外径
宽度
G902
D<30
H<100
G903
D<60
H<100
G904
D=50-150
H<200
G905
D=50-200
H<200
G906
D=100-400
H<400
编制:
审核:
批准:
内沟径测量仪作业指导书
测量项目:
内沟径尺寸、沟径尺寸变动量、沟摆、沟位置
适用仪器:
D022D023
一、仪器调整
1、首先检查仪器的检定标签是否在有效期内,仪器主要部件是否齐全,各部分相互作用是否灵活自如,没有阻滞和跳动现象(见图一)。
2、根据被测轴承内圈的沟曲率半径的大小,选择适当“球面定位支点4、5”和“圆柱定位支点3”。
3、调整“球面定位支点4、5”的位置,使所支承的被测轴承内圈沟道与“圆柱支点3”接触,并使“指示表2”的测头与“球面定位支点5”的连线通过套圈沟道的最大直径后,将“球面定位支点4”固紧。
3、将“指示表1”的测头与被测轴承端面中间位置接触。
二、标准件的校对
1、检查标准件上标注的使用点是否清晰,标准件是否在有效期内(见图二),指示表精度及测量范围是否符合相关工艺文件要求(见图三)。
2、将标准件放置在仪器三支点上,基面与“指示表1”接触,其使用点对准指示表测头(见图四)。
3、轻轻转动标准件,使标准件上使用点位置与“指示表2”测量点完全重合,并用标准件重复测量两次以上,确认仪表值与标准件示值一致。
三、产品的测定
测定方法
1、内沟径尺寸(∆dip)
对好沟径尺寸标准件后,将产品放在三个支点上,与“指示表2”测头接触,均匀旋转一周以上(图五),“指示表2”显示最大值与最小值的平均值即为内沟径尺寸偏差。
2、内沟径尺寸变动量(Vdip)
采用内沟径尺寸测量方法,均匀旋转一周以上,“指示表2”显示最大值与最小值之差即为内沟径尺寸变动量。
3、沟摆(Si)
将产品放在三支点上,端面互为基准的产品,任一面端面与“指示表1”测头接触(有基准面产品,基准面与“指示表1”测头接触),旋转一周以上,“指示表1”显示最大值和最小值的差值即为沟摆。
4、沟位置(ai)
a.无基准端面时,产品同一点的两端面分别与“指示表1”测点接触,其在“指示表1”上显示的差值,即为沟位置。
b.有基准端面时,需用位置标准件对好位置,产品基准端面与“指示表1”测头接触,“指示表1”上显示的值与标准件对表显示的差值,即为沟位置。
四、仪器维护保养及注意事项
(一)、维护保养
1、仪器常保持清洁,有污物随时擦拭干净,每班至少一次擦洗保养,保持清洁无锈。
2、每次使用后应检查机件支点有无失灵、损坏及磨损,若有应及时维修和更换。
3、仪器滑块与底座配合,支柱与平台的配合均应保持润滑,并保证配合的要求。
4、锁紧或松开螺钉及螺栓时,应用力至适宜松开或锁紧为止,防止用力过大损坏零件。
5、仪器长时间不用或贮藏时应涂上防锈油(无油漆的裸露金属),套上机罩放在干燥的地方。
(二)、注意事项
·测量时标准件、产品均要求放置平稳。
·对好标准件后方可测量产品。
·参照产品工艺指导卡确定产品沟径的规格值。
·根据规格判定测定值是否合格。
·重复测量2遍以上,以确保测量值的稳定性。
·仪器使用范围参照下表:
型号
测量范围mm
沟径di
宽度H
D022
Φ16~Φ120
≤60
D023
Φ90~Φ190
≤75
编制:
审核:
批准:
内滚道直径、角度测量仪作业指导书
测量项目:
内滚道尺寸、内滚道角度、内滚道尺寸变动量、平均内滚道变动量、内滚道角度变动量
适用仪器:
D723、D724、D725
一、仪器调整
1、首先检查“仪器标签8”是否在有效期内,仪器主要部件是否齐全,各部分相互作用是否灵活自如,没有阻滞和跳动现象(见图一)。
2、调整“支点2”和“支点4”,目测其位置与“角度测量支点7”在同一条直线后固定。
3、将产品放在工作台上目测“支点2”和“支点4”通过产品直径并与“支点4”接触。
调整三个“端面支点6”使其支在产品端面中间位置。
调整“支点4”与“支点3”和产品接触后固紧。
4、用涂色法调整“支点2、3、4”高度,使其在同一高度(在产品滚道表面涂上一层颜色,,产品旋转一周后观察三支点划痕应在同一高度)。
支点痕迹距产品基面距离为1.2倍倒角处且不低于1.1mm。
5、放上标准件,松开“支点3”,使标准件横向移动,当“尺寸指示表1”指针在最在最大刻度时,把“支点3”调至与标准件接触后固紧。
6、用涂色法调整三个“端面支点6”,使“端面支点6”在产品中间位置并在同一圆周上,紧固“端面支点6”。
7、用涂色法调整“角度测量支点7”高度,支点痕迹距产品非基准端面距离为1~2mm,确保让开倒角。
固紧角度测量支点。
角度测量力不能大于滚道尺寸测量压力。
二、标准件的校对
1、检查标准件上标注的使用点是否在有效期内(见图二),指示表精度是否符合文件、工艺要求(见图三)
2、将标准件放置在仪器工作台上,使用点对准角度测量支点(见图四)
3、紧固指示表套筒螺丝,调整微调旋钮至标准件标注的公差。
三、产品的测定
测定方法:
1、内滚道尺寸(△dimp):
将内圈大端面放置于测量仪器的支点上,右手握小端面顺时针旋转一周以上;尺寸指示表读数的最大值与最小值的平均值为内圈滚道尺寸偏差。
2、内滚道尺寸变动量(∨dimP):
将内圈大端面放置于测量仪器的支点上,右手握小端面顺时针旋转一周以上;尺寸指示表读数的最大值与最小值之差为内圈滚道尺寸变动量。
3、内滚道角度(△2β):
将内圈大端面放置于测量仪器的支点上,右手握小端面顺时针旋转一周以上;角度指示表读数的最大值与最小值的代数和为内圈滚道角度偏差。
4、内滚道垂直差(Sdi):
将内圈大端面放置于测量仪器的支点上,右手握小端面顺时针旋转一周以上;角度指示表读数的最大值与最小值之差为内圈滚道垂直差。
四、仪器维护保养及注意事项
(一)、维护保养
1、仪器常保持清洁,有污物随时擦试干净,每班至少一次擦洗保养,保持清洁无锈。
2、每次使用后应检查支点有无失灵、损坏及磨损,若有应及时维修和更换。
3、仪器滑块与底座配合,支柱与平台的配合均应保持润滑,并保证配合的要求。
4、锁紧或松开螺钉及螺栓时,应用力至适宜松开或锁紧为止,防止用力过大损坏零件。
5、仪器长时间不用或贮藏时应涂上防锈油(无油漆的裸露金属),套上机罩放在干燥的地方。
(二)、注意事项
● 测量时标准件,产品均要求放置平稳。
●仪器工作台无明显划痕。
●一定要对好标准件后方可测量产品。
●参照产品工艺指导卡确定产品规格。
●根据规格判定测定值是否合格。
●重复测量2遍以上,确保测量值的稳定。
仪器使用范围参照下表:
编制:
审核:
批准:
内径测量仪作业指导书
测量项目:
内径尺寸、内径尺寸变动量、平均内径变动量
适用仪器:
D923D924D925
一、仪器调整
1、首先检查“仪器检定标签9”是否在有效期内,仪器主要部件是否齐全,各部分相互作用是否灵活自如,没有阻滞和跳动现象(见图一)。
2、按产品尺寸挑选与内径相匹配的底座,把底座中心槽向上平行放在平板中心,将螺钉紧固。
3、把产品放置在“底座1”中心位置,调整“测点3、6、10”,与产品内径表面接触后,采用涂色法调整“测点3、6、10”高度(测点调整至距产品端面距离为1.2倍倒角处,并不低于1.1mm),使其在同一径向平面内(在产品内径表面涂上一层薄薄的颜色,产品旋转一周后,以上三个测点与产品附着的颜色相摩擦的运动轨迹完全重叠)。
4、调整“活动测点3”保持与“固定测点10”平行;“上端测点6”调至与“测点3、10”等距位置紧固,轻轻移动“活动测点3”感觉接触产品有测力时紧固(测力范围在1.5—3N内)。
5、放上标准件,松开“上端测点6”,上下移动标准件同时查看“指示表2”数值,当“指示表2”读数为最大值时,将“上端测点6”调至与标准件表面接触后紧固,目测“上端测点6”与“测点3、10”是否等距(距离相差不大于0.5mm),如果不等距时,可对三个测点微调,保证“上端测点6”与“测点3、10”之间的距离相等。
二、标准件的校对
1、检查标准件上标注的使用点及是否在有效期内(见图二),检查指示表量程及分辨率是否符合相关工艺文件要求、是否在有效期内(见图三)。
2、将标准件基面放置在仪器底座上,“活动测头3”对准标准件使用点(见图二)。
3、慢慢转动“微调螺检8”使标准件的标注的尺寸偏差与指示表指针一致后固紧“紧固螺检7”。
4、重复测量2~3次,确认仪表示值与标准件示值一致。
三、产品的测定
测定方法
1、内径尺寸(∆dmp)
将产品加工基准面平放在测量台上,均匀沿顺时针旋转一周以上,指示表显示最大值与最小值的平均值即为内径尺寸偏差。
2、内径尺寸变动量(vdp)
将产品加工基准面平放在测量台上,均匀沿顺时针旋转一周以上,指示表显示最大值与最小值之差即为内径尺寸变动量。
3、平均内径变动量(vdmp)
采用内径尺寸变动量测量方法,分别测出以套圈两端面定位时,指示表显示的两端平均直径的差值即为平均内径变动量。
四、仪器维护保养及注意事项
(一)、维护保养
1、仪器常保持清洁,有污物随时擦拭干净,每班至少一次擦洗保养,保持清洁无锈。
2、每次使用后应检查机件支点有无失灵
 升级会员
升级会员 