有刷发电机和无刷发电机的区别.docx
《有刷发电机和无刷发电机的区别.docx》由会员分享,可在线阅读,更多相关《有刷发电机和无刷发电机的区别.docx(9页珍藏版)》请在冰豆网上搜索。
有刷发电机和无刷发电机的区别
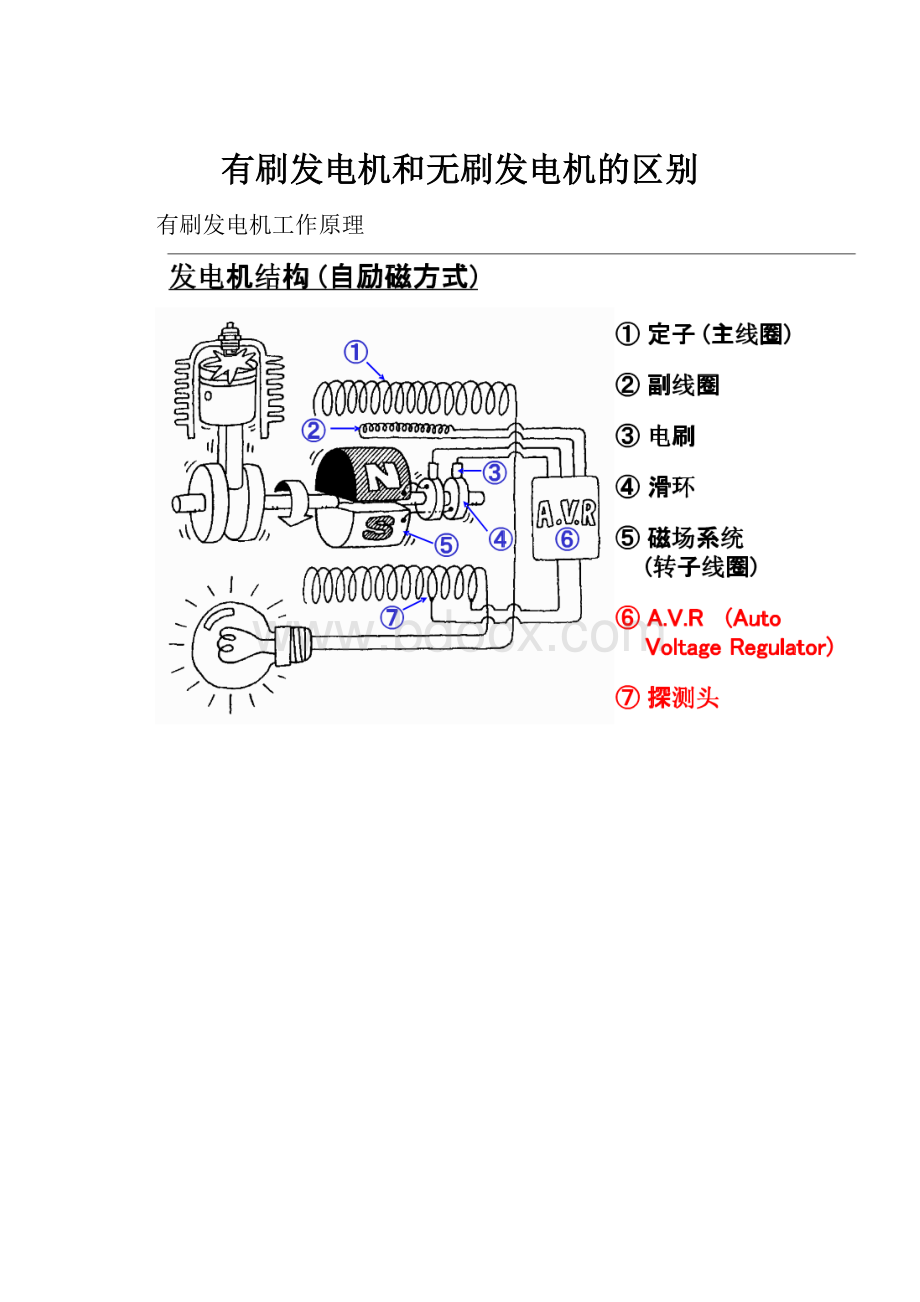
有刷发电机工作原理
无刷发电机工作原理
稀土发电机
发电机的励磁结构有两种:
一种是电流励磁,即依靠铜线圈绕组通过电流来励磁,磁场的大小取决于绕组的匝数和励磁电流的大小。
另一种就是永磁励磁,即通过永磁体提供磁场,磁场的大小取决于永磁体本身磁性能的高低和所用磁体的体积。
电流励磁的局限性就是线圈发热量大,电机温度高,需要较大的绕组空间,同时还存在较大的铜损等使得电机的效率和功率低。
永磁励磁无上述局限,而且结构简单、维护方便;特别对一些特殊要求如:
超高速、超高灵敏度和特殊环境如:
防爆等情况使用比电流励磁更优.
稀土永磁电机的优点:
1、体积小,重量轻,耗材少。
2、效率高(免去了产生转子磁场所需的励磁功率和碳刷、滑环之间磨擦的机械损耗,使得永磁式发电机效率大为提高。
)。
3、中、低速发电性能好,功率等级相同的情况下,怠速时,永磁式发电机要比励磁式发电机的输出功率高一倍。
缺点:
1、输出电压稳定性差:
输出电压不可调是其不足之处。
2、电磁干扰:
永磁发电机制成后不需要外界能量即可维持其磁场,但也造成从外部调节、控制其磁场极为困难。
使永磁发电机的使用围受到了限制。
3、维修不方便:
由于永磁发电机的转子大多采用贴磁工艺制造,一旦出现故障,只能返厂维修或更换发电机。
4、不可逆退磁问题:
设计或使用不当,永磁发电机在温度过高(钕铁硼永磁)或过低(铁氧体永磁)时在冲击电流产生的电枢反应作用下,在剧烈的机械振动时有可能产生不可逆退磁或失磁使电机性能降低甚至无法使用。
5、成本:
同功率的发电机以10KW为列,比励磁发电机高出300元左右。
变频发电机
变频数码发电机采用逆变器技术的极超静音发电机,它的许多优点是传统发电机无法比拟的。
关键部件是其部的逆变器。
逆变器将发电机产生的原始交流电进行“净化”,电流经过“交-直-交”二级转换,使电压输出与发动机转速无关,同时将电压波形畸变降至最低限度,最终再次转化成洁净、平稳的交流电输出。
其波形是光滑的正弦波形。
因此,足以运行一些对电压波动非常敏感的电气设备、仪器,如:
电脑等。
此外,机组还装备了独特的智能节气门,它可根据负载实际变化状况来自动调节转速的高低,使得其燃油耗比普通机组要低20%-40%,运行时间更长。
逆变器的工作原理:
1、AC-DC二极管有单向导电性,可以用二极管的这一特性连成一个电桥,让一端始终是流入的另一端始终是流出的这就得到了电压正弦变化的直流电,如果需要平滑的直流电还需要进行整流简单的方法就是连接一个电容,
2、直流电可以通过震荡电路变为交流电。
3、得到的交流电再通过线圈升压(这时得到的是方形波的交流电)4、对得到的交流电进行整流得到正弦波。
与传统发电机区别:
特色
1.方便轻巧:
尺寸和重量都减少了50%左右,是发电机中最小的一款!
2.安静:
双层降噪系统比传统发电器低3-9db!
3.优质稳定:
关键部件是置式微处理器,对原始电力进行处理,优化!
净化电力!
(电力波形是完美的正弦波)
4.经济实用:
拥有多种安全自动保护装置:
如过载,机油油压过低!
机组还装备了独特的职能节气门!
(根据实际情况调节转速的高低)
5.适用围:
野营,郊游,汽车电源,精密仪器,医疗设备,电信设备,抢修工具电源,中小企业办公,生产电源!
电焊发电机
工作原理:
电焊机是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。
电焊机介绍:
电焊机实际上就是具有下降外特性的变压器,将220V和380V的交流电变成低压的直流电。
注:
下降外特性是指在电源外电流与电压的关系。
一般电源的阻很小,所以电压越高,电流越大,基本为线性比列。
有些电器的外特性除外,如电焊机,电焊机铁芯采用一段空气隙或其他易磁饱和的材料,当电压上升到一定值后,在这段磁场出现饱和现象,电压再上升,电流也不会增加,从而保证电焊机电流的稳定。
一般按输出电源种类可分为两种,一种是交流弧电焊机的;一种是直流弧电焊机的。
直流弧电焊机按变流的方式分为:
弧焊整流器和逆变弧焊机。
电弧是由焊接电源供给的,在两极间产生强烈而持久的气体放电现象。
电弧是由于电场过强,气体发生电崩溃而持续形成等离子体,使得电流通过了通常状态下的绝缘介质(例如空气)所产生的瞬间火花现象。
电焊机的外特性:
空载时电压比较高,引弧后电压随着电流的增加迅速下降,这是为了适应电焊工作的要求而设计的特性。
空载电压高,有利于引弧,引弧后电压迅速下降以维持稳定的焊接电流,在焊条发生粘连等近似短路的状况时不至于短时间烧毁电焊机。
所以在电焊机制造时可以采用留有适当的磁路气隙和适当的磁路漏磁的方法。
电焊原理其实就是:
用发电机发出的220V/380V电通过电焊机里面的减压器降低了电压,增强了电流,利用电能产生的巨大热量融化钢铁,焊条的融入使钢铁之间的融合性更高,还有电焊条的外层的药皮起了非常大的作用。
电焊条由药皮和焊芯组成。
焊接时,电焊条作为一个电极,一方面起传导电流和引燃电弧的作用,使电焊条与基本金属间产生持续的稳定的电弧,以提供熔化焊所必须的热量。
另一方面,电焊条又作为填充金属加到焊缝中去,成为焊缝金属的主要部分,因此焊条的质量直接影响焊缝金属的化学成分、机械性能、物理性质。
焊芯中各金属元素的含量有严格控制,特别是对有害物质如硫、磷,焊芯金属的质量应优于母材。
没有药皮的光杆焊条是不能进行电弧焊接的,这是因为电弧稳定性很差,飞溅很大,焊缝成形不好。
(1)药皮类型:
钛型‖药皮主要成分:
氧化钛≥35%‖焊接电源:
直流或交流
(2)药皮类型:
钛钙型‖药皮主要成分:
氧化钛30%以上,碳酸盐20%以下‖焊接电源:
直流或交流 (3)药皮类型:
钛铁矿型‖药皮主要成分:
钛铁矿≥30%‖焊接电源:
直流或交流 (4)药皮类型:
氧化铁型‖药皮主要成分:
多量氧化铁及较多的锰铁脱氧剂‖焊接电源:
直流或交流 (5)药皮类型:
高纤维素钠型‖药皮主要成分:
有机物15%以上,氧化钛30%左右‖焊接电源:
直流 (6)药皮类型:
高纤维素钾型‖药皮主要成分:
有机物15%以上,氧化钛30%左右‖焊接电源:
直流或交流 (7)药皮类型:
低氢钠型‖药皮主要成分:
钙、镁的碳酸盐和萤石‖焊接电源:
直流 (8)药皮类型:
低氢钾型‖药皮主要成分:
钙、镁的碳酸盐和萤石‖焊接电源:
直流或交流 (9)药皮类型:
铁粉低氢型‖药皮主要成分:
钙、镁的碳酸盐、萤石和铁粉‖焊接电源:
直流或交流 (10)药皮类型:
石墨型‖药皮主要成分:
多量石墨‖焊接电源:
直流或交流 (11)药皮类型:
盐基型‖药皮主要成分:
氯化物和氟化物‖焊接电源:
直流
 升级会员
升级会员 