推动架工艺卡和工序卡片.docx
《推动架工艺卡和工序卡片.docx》由会员分享,可在线阅读,更多相关《推动架工艺卡和工序卡片.docx(16页珍藏版)》请在冰豆网上搜索。
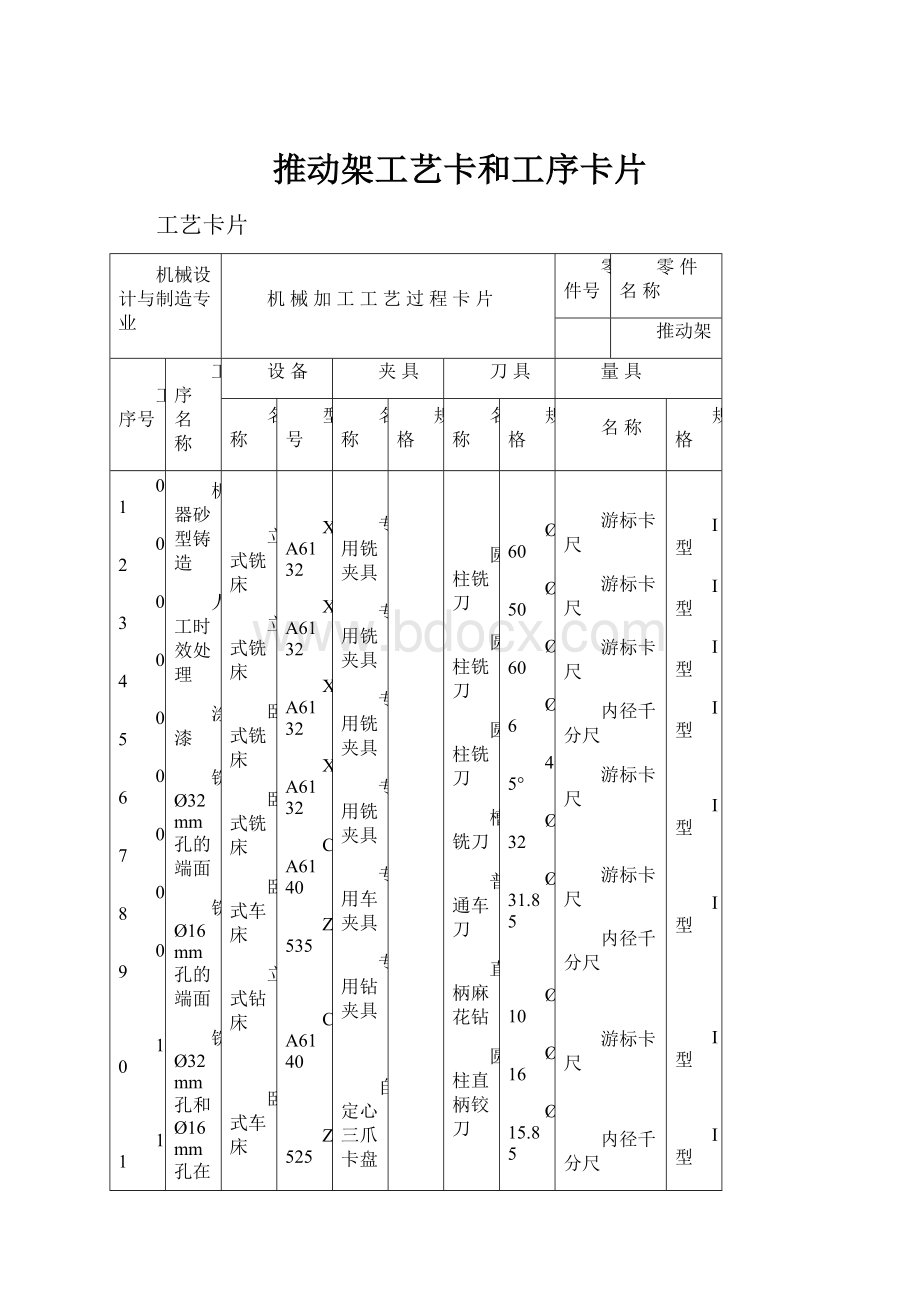
推动架工艺卡和工序卡片
工艺卡片
机械设计与制造专业
机械加工工艺过程卡片
零件号
零件名称
推动架
工序号
工序名称
设备
夹具
刀具
量具
名称
型号
名称
规格
名称
规格
名称
规格
01
02
03
04
05
06
07
08
09
10
11
12
13
14
15
16
机器砂型铸造
人工时效处理
涂漆
铣Ø32mm孔的端面
铣Ø16mm孔的端面
铣Ø32mm孔和Ø16mm孔在同一基准的两个端面
铣深9.5mm,宽6mm的槽
车Ø10mm和Ø16mm的基准面
钻,扩,粗铰,精铰Ø32mm,倒角45°
钻Ø10mm孔和钻、半精铰、精铰Ø16mm的孔
钻,半精铰Ø16mm,倒角45°
钻螺纹孔Ø6mm,攻丝M8-6H
钻Ø6mm孔,锪120°倒角
拉沟槽
检验
入库
立式铣床
立式铣床
卧式铣床
卧式铣床
卧式车床
立式钻床
卧式车床
立式钻床
立式钻床
立式钻床
卧式拉床
XA6132
XA6132
XA6132
XA6132
CA6140
Z535
CA6140
Z525
Z525
Z525
专用铣夹具
专用铣夹具
专用铣夹具
专用铣夹具
专用车夹具
专用钻夹具
自定心三爪卡盘
专用钻夹具
专用钻夹具
专用钻夹具
专用夹具
圆柱铣刀
圆柱铣刀
圆柱铣刀
槽铣刀
普通车刀
直柄麻花钻
圆柱直柄铰刀
直柄麻花钻
圆柱直柄铰刀
直柄麻花钻圆柱直柄铰刀
直柄麻花钻
机用丝锥
直柄麻花钻
R3拉刀
Ø60
Ø50
Ø60
Ø6
45°
Ø32
Ø31.85
Ø10
Ø16
Ø15.85
Ø16
Ø15.85
Ø10
Ø6
Ø5.4
M6
Ø5.4
Ø6
游标卡尺
游标卡尺
游标卡尺
内径千分尺
游标卡尺
游标卡尺
内径千分尺
游标卡尺
内径千分尺
游标卡尺
内径千分尺
游标卡尺
内径千分尺
游标卡尺
内径千分尺
游标卡尺
Ⅰ型
Ⅰ型
Ⅰ型
Ⅰ型
Ⅰ型
Ⅰ型
Ⅰ型
Ⅰ型
工序卡片
机械设计与制造专业
机械加工工序卡片
工序名称
铣端面
工序号
04
04
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
铣φ32孔的端面
圆柱铣刀
游标卡尺
60mm
1
2.5mm
0.16mm/z
300r/min
56.52m
/min
4.6min
设计者
指导教师
共11页
第1页
机械设计与制造专业
机械加工工序卡片
工序名称
铣端面
工序号
05
05
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
铣φ16孔的端面
圆柱铣刀
游标卡尺
30mm
1
2.5mm
0.23mm/z
150r/min
23.55m/min
4.3min
设计者
指导教师
共11页
第2页
机械设计与制造专业
机械加工工序卡片
工序名称
铣端面
工序号
06
06
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
铣φ32mm孔和φ16mm孔在同一基准上的两个端面
圆柱铣刀
游标卡尺
90mm
1
2.5mm
0.2mm/z
250r/min
47.1m/min
5.8min
设计者
指导教师
共11页
第3页
机械设计与制造专业
机械加工工序卡片
工序名称
铣槽
工序号
07
07
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁体
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
保持槽的中心线与φ32mm孔的轴线的垂直度要求
槽铣刀
游标卡尺
内径千分尺
28mm
3
3mm
0.16mm/z
300r/min
8.49m/min
2.75min
设计者
指导教师
共11页
第4页
机械设计与制造专业
机械加工工序卡片
工序名称
铣端面
工序号
08
08
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
卧式车床
CA6140
专用车夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
车φ10mm和φ16mm的基准面
车刀
游标卡尺
30mm
1
2.5mm
0.48mm/r
530r/min
12.77m/min
84s
设计者
指导教师
共11页
第5页
机械设计与制造专业
机械加工工序卡片
工序名称
铣端面
工序号
09
09
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
立式钻床
Z535
专用钻夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
3
钻Φ32mm孔,倒角45
粗铰Φ32mm孔
精铰Φ32mm孔
高速刚复合钻头
游标卡尺
55mm
1
50
50
50
0.4mm/z
02mm/z
01mm/z
400r/min
630r/min
630r/min
29.7m/min
15m/min
29.7m/min
25s
25s
25s
设计者
指导教师
共11页
第6页
机械设计与制造专业
机械加工工序卡片
工序名称
钻孔
工序号
10
10
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
立式钻床
Z535
专用钻夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
2
钻φ16mm孔
钻φ10mm孔
直柄麻花钻
直柄麻花钻
内径千分尺
内径千分尺
46mm
30mm
1
1
43mm
2.5mm
0.5mm/r
0.3mm/r
480r/min
520r/min
58.34m/min
37.25m/min
61s
25s
设计者
指导教师
共11页
第7页
机械设计与制造专业
机械加工工序卡片
工序名称
钻、半精铰
工序号
11
11
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
立式钻床
Z525
专用钻夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
2
钻φ16mm的孔保证孔的位置精度
半精铰φ16mm孔,保证孔的尺寸精度
直柄麻花钻
圆柱直柄铰刀
内径千分尺
内径千分尺
22mm
22mm
1
1
8mm
0.5mm
0.5mm/r
0.37m/r
420r/min
470r/min
10.44m/min
9.5m/min
73s
58s
设计者
指导教师
共11页
第8页
机械设计与制造专业
机械加工工序卡片
工序名称
钻孔、攻丝
工序号
12
12
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
立式钻床
Z525
专用钻夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
2
钻螺纹孔φ6mm
攻丝8M-6H
直柄麻花钻
机用丝锥
内径千分尺
螺纹塞规
1
1
1
1
3mm
0.5mm
0.3mm/r
0.1mm/r
420r/min
460r/min
4.7m/min
3.2m/min
26s
14s
设计者
指导教师
共11页
第9页
机械设计与制造专业
机械加工工序卡片
工序名称
钻孔、锪倒角
工序号
13
13
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
立式钻床
Z525
专用钻夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
2
钻φ6mm孔
锪120°倒角
直柄麻花钻
高速钢莫氏锥锪钻
内径千分尺
深度百分尺
20.4mm
3mm
1
1
3mm
1.0mm
0.3mm/r
0.2mm/r
480r/min
460r/min
11.5m/min
14.45m/min
27s
9s
设计者
共11页
第10页
机械设计与制造专业
机械加工工序卡片
工序名称
拉沟槽
工序号
14
14
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
卧式拉床
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
保证沟槽在φ32mm孔内的相对位置的位置度
拉刀
游标卡尺
52mm
1
3mm
0.3mm/r
475r/min
14.36m/min
53s
设计者
指导教师
共11页
第11页
 升级会员
升级会员 