广数980T.docx
《广数980T.docx》由会员分享,可在线阅读,更多相关《广数980T.docx(48页珍藏版)》请在冰豆网上搜索。
广数980T
本书适用于GSK980T车床数控系统
操作
3.1操作面板说明
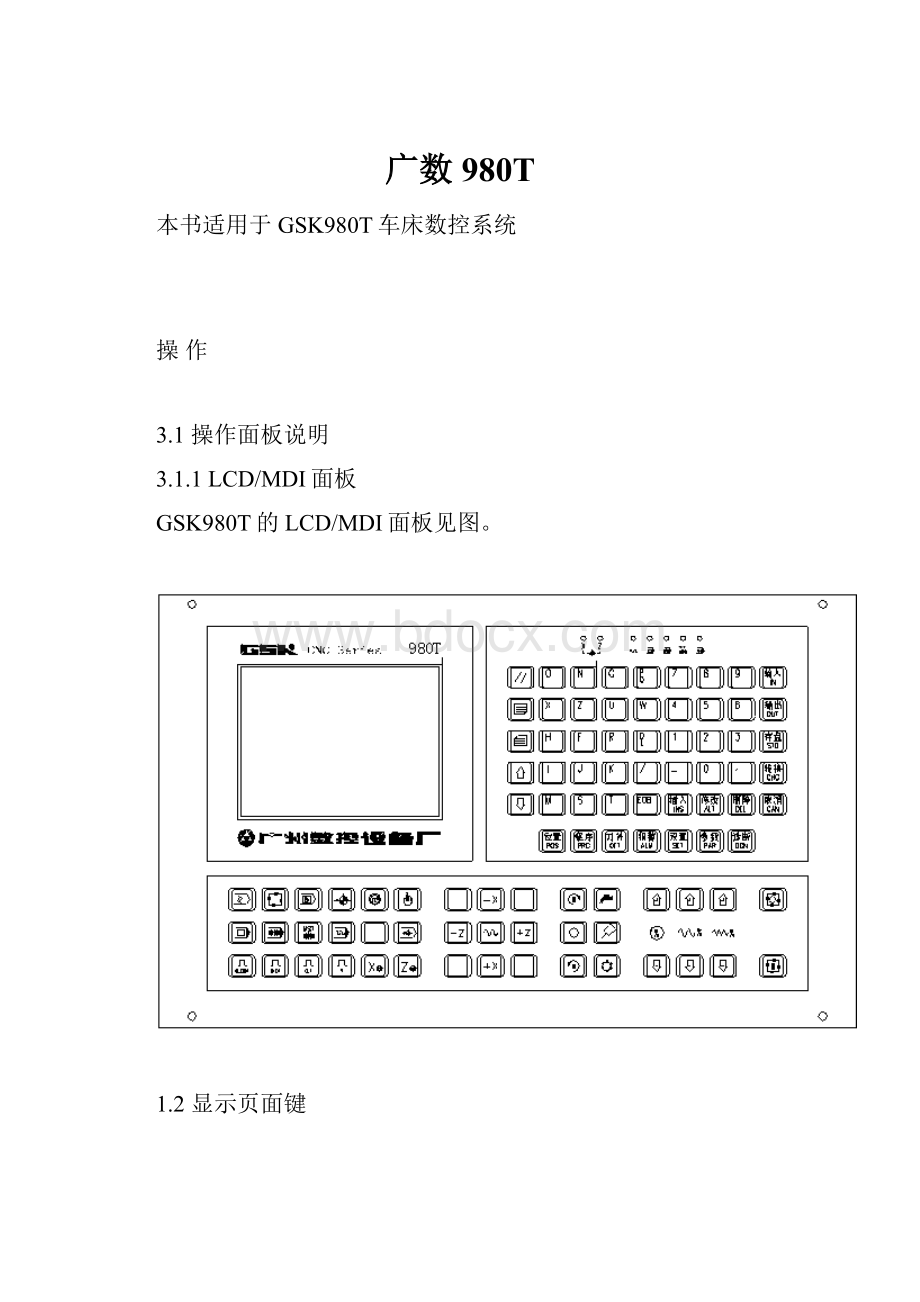
3.1.1LCD/MDI面板
GSK980T的LCD/MDI面板见图。
1.2显示页面键
显示页面键是用于选择各种显示画面的。
GSK980T共有七种显示画面:
位置,程序,刀补,报
警,设置,参数,诊断。
页面解释:
[位置]:
按下其键,LCD显示现在位置,共有四页,[相对],[绝对],[总和],[位置/程序],通过翻
页键转换。
[程序]:
程序的显示、编辑等,共有三页,[MDI/模],[程序],[目录/存储量]。
[偏置]:
显示,设定补偿量和宏变量,共有两项,[偏置],[宏变量]。
[参数]:
显示,设定参数。
[诊断]:
诊断信息及软键盘机床面板显示,反复按此键时在两种显示页面间切换。
[报警]:
显示报警信息。
[设置]:
设置显示及加工轨迹图形显示,反复按此键时在两种显示页面间切换。
3.1.3键盘的说明
号
名称
用 途
1
复位(//)键
解除报警,CNC复位
2
输出(OUT)键
从RS232接口输出文件启动
3
地址/数字键
输入字母、数字等字符
4
输入键(IN)
用于输入参数,补偿量等数据。
从RS232接口输入文件的启动。
MDI方式下程序段指令的输入。
5
取消(CAN)键
消除输入到键输入缓冲寄存器中的字符或符号。
键缓冲寄存器的内容由LCD显示。
例:
键输入缓冲寄存器的显示为:
N0001时,按(CAN)键,则N0001被取消。
6
光标移动键
有四种光标移动。
↓:
使光标向下移动一个区分单位。
↑:
以区分单位使光标向上移动一个区分单位。
持续地按光标上下键时,可使光标连续移动。
W、L:
用于设定参数开关的开与关及位参数,位诊断详细显示的位选择。
7
翻页键
有两种换页方式。
:
使LCD画面的页顺方向更换(下页)。
:
使LCD画面的页逆方向更换(上页)。
8
INS、DEL、ALT键
用于程序的插入、删除、修改的编辑操纵。
9
CHG键
位参数内容提示方式切换:
逐位提示或字节提示。
3.1.4机床操作面板
机床操作面板各开关键见图的下部。
各按钮的说明
图形符号
名 称
用 途
循环启动按钮
自动运行的启动。
进给保持按钮
自动运行中刀具减速停止。
?
录入方式选择键
选择录入操作方式。
自动方式选择键
选择自动操作方式
编辑方式选择键
选择编辑操作方式。
机械回零方式选择键
选择机械回零方式操作方式。
手动方式选择键
选择手动操作方式。
手轮/单步方式选择键
选择手轮/单步操作方式。
快速进给开关
手动快速进给。
返回程序起点
返回程序起点开关为ON时,为回程序零点方式。
快速进给倍率
选择快速进给倍率。
主轴倍率
主轴倍率选择。
(含主轴模拟输出时)
单步/手轮移动量
选择单步一次的移动量(单步方式)。
急停
机床紧急停止(用户外接)。
机床锁住
机床锁住。
进给速度倍率
在自动运行中,对进给速率进行倍率。
手动连续进给速度
选择手动连续进给的速度。
手摇轴选择
选择与手摇脉冲发生器相对应的移动轴。
冷却液起动
冷却液起动。
(详见机床厂发行的说明书)
润滑液起动
润滑液起动。
(详见机床厂发行的说明书)
手动换刀
手动换刀。
(详见机床厂发行的说明书)
.2手动操作
3.2.1手动返回参考点
(1)按参考点方式键,选择回参考点操作方式,这时液晶屏幕右下角显示[机械回零]
(2)选择移动轴
机床沿着选择轴方向移动。
在减速点以前,机床快速移动,碰到减速开关后以FL(参数032号)的速度移动到参考点。
在快速
进给期间,快速进给倍率有效。
FL速度由参数设定。
(回零方式B选择时)
(3)返回参考点后,返回参考点指示灯亮。
返回参考点结束指示灯
注1:
返回参考点结束时,返回参考点结束指示灯亮。
注2:
返回参考点结束指示灯亮时,在下列情况下灭灯。
1)从参考点移出时。
2)按下急停开关。
注3:
参考点方向,请参照机床厂家说明书。
3.2.2手动返回程序起点
(1)按下返回程序起点键,选择返回程序起点方式,这时液晶屏幕右下角显示[程序回零]。
(2)选择移动轴
机床沿着程序起点方向移动。
回到程序起点时,坐标轴停止移动,有位置显示的地址[X],[Z],
[U],[W]闪烁。
返回程序起点指示灯亮。
程序回零后,自动消除刀偏。
返回程序起点指示灯
3.2.3手动连续进给
(1)按下手动方式键,选择手动操作方式,这时液晶屏幕右下角显示[手动方式]。
(2)按下手动轴向运动开关,一直到达参考点后,方可松开。
机床向选择的轴向运动。
注1:
手动期间只能一个轴运动,如果同时选择两轴的开关,也只能是先选择的那个轴运动。
如果选择2轴机能,可手动2轴开关同时移动。
(3)选择JOG进给速度
进给倍率(%)
进 给 速 度(mm/min)
0
0
10
2.0
20
3.2
30
5.0
40
7.9
50
12.6
60
20
70
32
80
50
90
79
100
126
110
200
120
320
130
500
140
790
150
1260
注:
此表约有3%的误差。
(4)快速进给
按下快速进给键时,同带自锁的按钮,进行‘开→关→开...’切换,当为‘开’时,位于面板
上部指示灯亮,关时指示灯灭。
选择为开时,手动以快速速度进给。
手动快速键 手动快速指示灯
按此开关为ON时,刀具在已选择的轴方向上快速进给。
注1:
快速进给时的速度,时间常数,加减速方式与用程序指令的快速进给(G00定位)时相同。
注2:
在接通电源或解除急停后,如没有返回参考点,当快速进给开关为ON(开)时,手动进给速度为JOG进给速度或快速进给,由参数(№012ISOT)选择。
注3:
在编辑/手轮方式下,按键无效。
指示灯灭。
其它方式下可选择快速进给,转换方式时取消快速进给。
3.2.4单步进给
(1)按下单步方式键,选择单步操作方式,这时液晶屏幕右下角显示[单步方式]。
(没有选择手轮机能时)
(2)选择移动量:
按下增量选择键,选择移动增量,相应的选择在液晶屏幕左下角显示。
步进进给量
输入单位制
0.001
0.01
0.1
1
公制输入(毫米)
0.001
0.01
0.1
1
(2)选择移动轴
轴选择键
按一次轴选择键,则在此轴方向上移动移动量开关选择的进给量,OFF后再次ON时,再移动一次。
注1:
移动速度与JOG进给速度相同。
注2:
按快速进给按钮后便进行快速进给,此时快速进给倍率也有效。
3.2.5手轮进给(选择机能)
转动手摇脉冲发生器,可以使机床微量进给。
(1)按下手轮方式键,选择手轮操作方式,这时液晶屏幕右下角显示[手轮方式]。
(2)选择手轮运动轴:
在手轮方式下,按下相应的键,则选择其轴,所选手轮轴的地址[U]或[W]闪烁。
轴选择键
注:
在手轮方式下,按键有效。
所选手轮轴的地址[U]或[W]闪烁。
(3)转动手轮
手摇脉冲发生器
右转:
+方向
左转:
-方向
(4)选择移动量:
按下增量选择键,选择移动增量,相应在屏幕左下角显示移动增量。
移动量选择开关
移动量选择开关
每一刻度的移动量
输入单位制
0.001
0.01
0.1
0.1
公制输入(毫米)
0.001
0.01
0.1
0.1
注1:
上表中数值根据机械传动不同而不同。
注2:
手摇脉冲发生器的速度要低于5转/秒。
如果超过此速度,即使手摇脉冲发生器回转结束了,发出脉冲就会出现刻度和移动量不符。
注3:
在手轮/单步方式下,按键有效。
3.2.6手动辅助机能操作
(1)手动换刀
手动/手轮/单步方式下,按下此键,刀架旋转换下一把刀。
(参照机床厂家的说明书)
(2)冷却液开关
手动/手轮/单步方式下,按下此键,同带自锁的按钮,进行‘开→关→开...’切换。
(3)润滑开关
手动/手轮/单步方式下,按下此键,同带自锁的按钮,进行‘开→关→开...’切换。
(4)主轴正转
手动/手轮/单步方式下,按下此键,主轴正向转动起动。
(5)主轴反转
手动/手轮/单步方式下,按下此键,主轴反向转动起动。
(6)主轴停止
手动/手轮/单步方式下,按下此键,主轴停止转动。
键指示灯:
无论是在何种方式下,只要主轴停止,键指示灯则亮,否则指示灯灭。
(7)主轴倍率增加,减少(选择主轴模拟机能时)
增加:
按一次增加键,主轴倍率从当前倍率以下面的顺序增加一挡
50%→60%→70%→80%→90%→100%→110%→120%→120%··
减少:
按一次减少键,主轴倍率从当前倍率以下面的顺序递减一挡
120%→110%→100%→90%→80%→70%→60%→50%→50%···
注:
相应倍率变化在屏幕左下角显示
(8)面板指示灯
回零完成灯:
返回参考点后,已返回参考点轴的指示灯亮,移出零点后灯灭。
快速灯 单段灯 机床锁 辅助锁 空运行
注:
1主轴正,反向
2冷却键
3润滑键
4换刀键
仅在手动方式下起作用。
当没有冷却液或润滑液输出时,按下冷却键或润滑,输出相应的点。
当有冷却液或润滑液输出时,按下冷却键或润滑键,关闭相应的点。
主轴正转/反转时,按下反转/正转键时,主轴也停止。
但显示会出现报警06:
M03,M04码指定错。
在换刀过程中,换刀键无效,按复位键(RESET)或急停可关闭刀架正/反转输出,并停止换刀过程。
在手动方式起动后,改变操作方式时,输出保持不变。
但可通过自动方式下执行相应的M代码关闭对应的输出。
同样,在自动方式执行相应的M代码输出后,也可在手动方式下按相应的键关闭相应的输出。
在主轴正转/反转时,未执行M05而直接执行M04/M03时,M04/M03无效,主轴继续保持正转或反转,但显示会出现报警06:
M03,M04码指定错。
复位时,对M08,M32,M03,M04输出点是否有影响影决于参数(P009RSJG)。
急停时,关闭主轴,冷却,润滑,换刀输出。
3.3自动运行
3.3.1运转方式
(1)存储器运转
(a)首先把程序存入存储器中
(b)选择要运行的程序。
(c)把方式选择于自动方式的位置。
(d)按循环启动按钮。
自动方式选择键 自动循环起动
按循环启动按钮后,开始执行程序。
(2)MDI运转
从LCD/MDI面板上输入一个程序段的指令,并可以执行该程序段。
例:
X10.5Z200.5;
(A)把方式选择于MDI的位置(录入方式)。
(B)按[程序]键
(C)按[翻页]按钮后,选择在左上方显示有‘程序段值’的画面。
(D)键入X10.5。
(E)按IN键。
X10.5输入后被显示出来。
按IN键以前,发现输入错误,可按CAN键,
然后再次输入X和正确的数值。
如果按IN键后发现错误,再次输入正确的数值。
(F)输入Z200.5。
(G)按IN,Z200.5被输入并显示出来。
(H)按循环起动键
按循环起动键前,取消部分操作内容。
为了要取消Z200.5,其方法如下:
(A)依次按Z、CAN、IN键。
(B)按循环启动按钮。
3.3.2自动运转的启动
(1)存储器运转
1)选择自动方式
2)选择程序
3)按操作面板上的循环启动按钮
3.3.3自动运转的执行
启动自动运转后,程序执行如下:
(1)从指定的程序中,读取一个程序段指令。
(2)译码已读取的程序段指令,并变成可执行的数据。
(3)开始执行此程序段。
(4)读取下个程序段指令。
(5)译码下个程序段的指令,变成可执行的数据,该过程也称缓冲。
(6)前一个程序段执行结束后,由于有缓冲寄存器可以立即开始下个程序段的执行。
光标移至即
将执行的程序段。
(7)以后便重复(4)、(5)、(6),执行自动运转,直至程序结束。
3.3.4自动运转的停止
使自动运转停止的方法有两种,一是用程序事先在要停止的地方输入停止命令,二是按操作面板上按进给保持按钮使它停止。
(1)程序停(M00)
含有M00的程序段执行后,停止自动运转,与单程序段停止相同,模态信息全部被保存起来。
按循环起动键,能再次开始自动运转。
(2)程序结束(M30)
(A)表示主程序结束。
(B)停止自动运转,变成复位状态。
(C)返回到程序的起点。
(3)进给保持
在自动运转中,按操作面板上的进给保持键可以使自动运转暂时停止。
进给保持键 循环起动键
按进给保持按钮后,机床呈下列状态。
1)机床在移动时,进给减速停止。
2)在执行暂停中,休止暂停。
3)执行M、S、T的动作后,停止。
按自动循环起动键后,程序继续执行。
(4)复位
用LCD/MDI上的复位键,使自动运转结束,变成复位状态。
在运动中如果进行复位,则机械减速后停止。
复位键
3.3.5自动运转中冷却液控制
在自动方式下,面板冷却按键
功能有效,此按键每按一次M08输出状态翻转一次。
3.4试运转
3.4.1全轴机床锁住
机床锁住开关为ON时,机床不移动,但位置坐标的显示和机床运动时一样,并且M、S、T都能执行。
此功能用于程序校验。
按一次此键,同带自锁的按钮,进行‘开→关→开...’切换,当为‘开’时,指示灯亮,关时指示灯灭。
机床锁住灯
3.4.2辅助功能锁住
如果机床操作面板上的辅助功能锁住开关置于ON位置,M、S、T代码指令不执行,与机床锁住
功能一起用于程序校验。
注:
M00,M30,M98,M99按常规执行。
3.4.3进给速度倍率
用进给速度倍率开关,可以对由程序指定的进给速度倍率。
进给速度倍率按键
具有0~150%的倍率。
注:
进给速度倍率开关与手动连续进给速度开关通用。
3.4.4快速进给倍率
快速进给倍率选择键
快速倍率有FO,25%,50%,100%四挡。
可对下面的快速进给速度进行100%、50%、25%的倍率或者为FO的值上。
(1)G00快速进给
(2)固定循环中的快速进给
(3)G28时的快速进给
(4)手动快速进给
(5)手动返回参考点的快速进给
当快速进给速度为6米/分时,如果倍率为50%,则速度为3米/分。
3.4.5空运转
当空运转开关为ON时,不管程序中如何指定进给速度,而以下面表中的速度运动。
程 序 指 令
快速进给
切削进给
手动快速进给按钮ON(开)
快速进给
JOG进给最高速度
手动快速进给按钮OFF(关)
JOG进给速度或快速进给见注
JOG进给速度
注:
用参数设定(RDRN,№.004),也可以快速进给。
3.4.6进给保持后或者停止后的再启动
在进给保持开关为ON状态时,(自动方式或者录入方式),按循环启动按钮,自动循环开始继续运转。
3.4.7单程序段
当单程序段开关置于ON时,单程序段灯亮,执行程序的一个程序段后,停止。
如果再按循环启动按钮,则执行完下个程序段后,停止。
注1:
在G28中,即使是中间点,也进行单程序段停止。
注2:
在单程序段ON时,执行固定循环G90,G92G94,G70~G75时,如下述情况:
( 快速进给, 切削进给)
注3:
M98_;,M99;及G65的程序段不能单程序段停止。
但M98、M99程序段中,除N,O,P以外还其它地址时,能单程序段停止。
G代码
刀具轨迹
说明
G90
1~4作为一个循环。
动作4结束停止
G92
1~4作为一个循环。
动作4结束后停止。
G94
1~4作为一个循环。
动作4结束后停止。
G70
1~7作为一个循环。
动作7结束后停止。
G71,G72
注:
此图是G71的情况,G72相同
1~4,5~8,9~12,13~16,17~20作为一个循环。
循环结束后停止。
G73
1~6作为一个循环。
循环结束后停止。
G74,G75
1~10作为一个循环。
循环结束后停止。
G76
1~12作为一个循环。
循环结束后停止。
3.5安全操作
3.5.1急停(EMERGENCYSTOP)
按下急停按纽,使机床移动立即停止,并且所有的输出如主轴的转动,冷却液等也全部关闭。
旋转按纽后解除,但所有的输出都需重新起动。
红色
紧急停
(EMERGENCYSTOP)
一按按钮,机床就能锁住,解除的方法是旋转后解除。
3.5.2超程
如果刀具进入了由参数规定的禁止区域(存储行程极限),则显示超程报警,刀具减速后停止。
此时用手动,把刀具向安全方向移动,按复位按钮,解除报警。
具体的范围,请参照机床厂家发行的说明书。
3.6报警处理
当出现异常运转时,请确认下列各项的内容:
(1)当液晶屏幕显示报警时。
请参照附录"报警代码一览表"确定故障原因。
如果显示PS□□□,是关于程序或者设定数据方面的错误。
请修改程序或者修改设定的数据。
(2)在液晶屏幕上没显示报警代码时。
可根据液晶屏幕的显示知道系统运行到何处和处理的内容,请参照"CNC的状态显示"。
3.7程序存储、编辑
编辑键
3.7.1程序存储、编辑操作前的准备
在下节以后,要介绍程序的存储、编辑操作,为此有必要介绍一下操作前的准备。
(1)把程序保护开关置于ON上。
(2)操作方式设定为编辑方式
(3)按[程序]键后,显示程序,后方可编辑程序。
当用RS232进行传递数据时,作如下准备:
(1)联接好GSK980T与PC机
(2)设定好与RS232—C有关的设定
(3)把程序保护开关置于ON上。
见注
(4)操作方式设定为EDIT方式(即编辑方式)
(5)按[程序]键后,显示程序。
注:
为了保护零件程序,在【设置】页面上设有程序保护开关(参阅3.8.2),只有该开关ON时,才可编辑程序。
3.7.2把程序存入存储器中
(1)用键盘键入
(a)方式选择为编辑方式;
(b)按[程序]键;
(c)用键输入地址O;
(d)用键输入程序号;
(e)按EOB键;
通过这个操作,存入程序号,之后把程序中的每个字用键输入,然后按INS/EOB键便将键入程序存储起来。
(参照字的插入一节)
(2)用PC机输入
(a)选择方式(EDIT);
(b)按[程序]键,显示程序画面;
(C)按地址О用键输入程序号;
(d)启动PC机使之输出状态
(e)按IN键。
此时,程序即传入存储器,传输过程中,画面状态行闪烁"输入"。
3.7.3程序号检索
当存储器存入多个程序时,按[程序]键时,总是显示指针指向的一个程序,即使断电,该程序指针也不会丢失。
可以通过检索的方法调出需要的程序(改变指针),而对其进行编辑或执行,此操作称为程序检索。
(1)检索方法
(a)选择方式(编辑或自动方式)
(b)按[程序]键,显示程序画面;
(c)按地址O;
(d)键入要检索的程序号
(e)按↓键;
(f)检索结束时,在LCD画面显示检索出的程序并在画面的右上部显示已检索的程序号。
(2)扫描法
(a)选择方式(编辑或自动方式)
(b)按[程序]键
(c)按地址O
(d)按↓键。
编辑方式时,反复按O,↓键,可逐个显示存入的程序。
3.7.4程序的删除
删除存储器中的程序。
(1)选择编辑方式;
(2)按[程序]键,显示程序画面;
(3)按地址O;
(4)用键输入程序号;
(5)按DEL键,则对应键入程序号的存储器中程序被删除。
3.7.5删除全部程序
删除存储器中的全部程序。
(1)选择编辑方式;
(2)按[程序]键,显示程序画面;
(3)按地址键O;
(4)输入-9999并按DEL键。
;
3.7.6程序的输出
把存储器中的程序输出给PC机。
(1)连接好GSK980T与PC机;
(2)设定输出代码(ISO);
(3)把方式选择开关置于编辑方式;
(4)按[程序]键,显示程序画面;
(5)使PC机于输入等待状态;
(5)按地址键O;
(6)用键输入程序号;
(7)按OUT键,把输入号码的程序输出给PC机。
注:
按RESET键,可中途停止输出。
3.7.7全部程序的输出
把存储器中存储的全部程序输出至编程器。
(1)连接好GSK980T与PC机;
(2)设定输出代码(ISO);
(3)把方式选择开关置于编辑方式
(4)按[程序]键,显示程序画面
(5)按地址键O
(6)输入-9
 升级会员
升级会员 