烤瓷冠牙体预备.docx
《烤瓷冠牙体预备.docx》由会员分享,可在线阅读,更多相关《烤瓷冠牙体预备.docx(24页珍藏版)》请在冰豆网上搜索。
烤瓷冠牙体预备
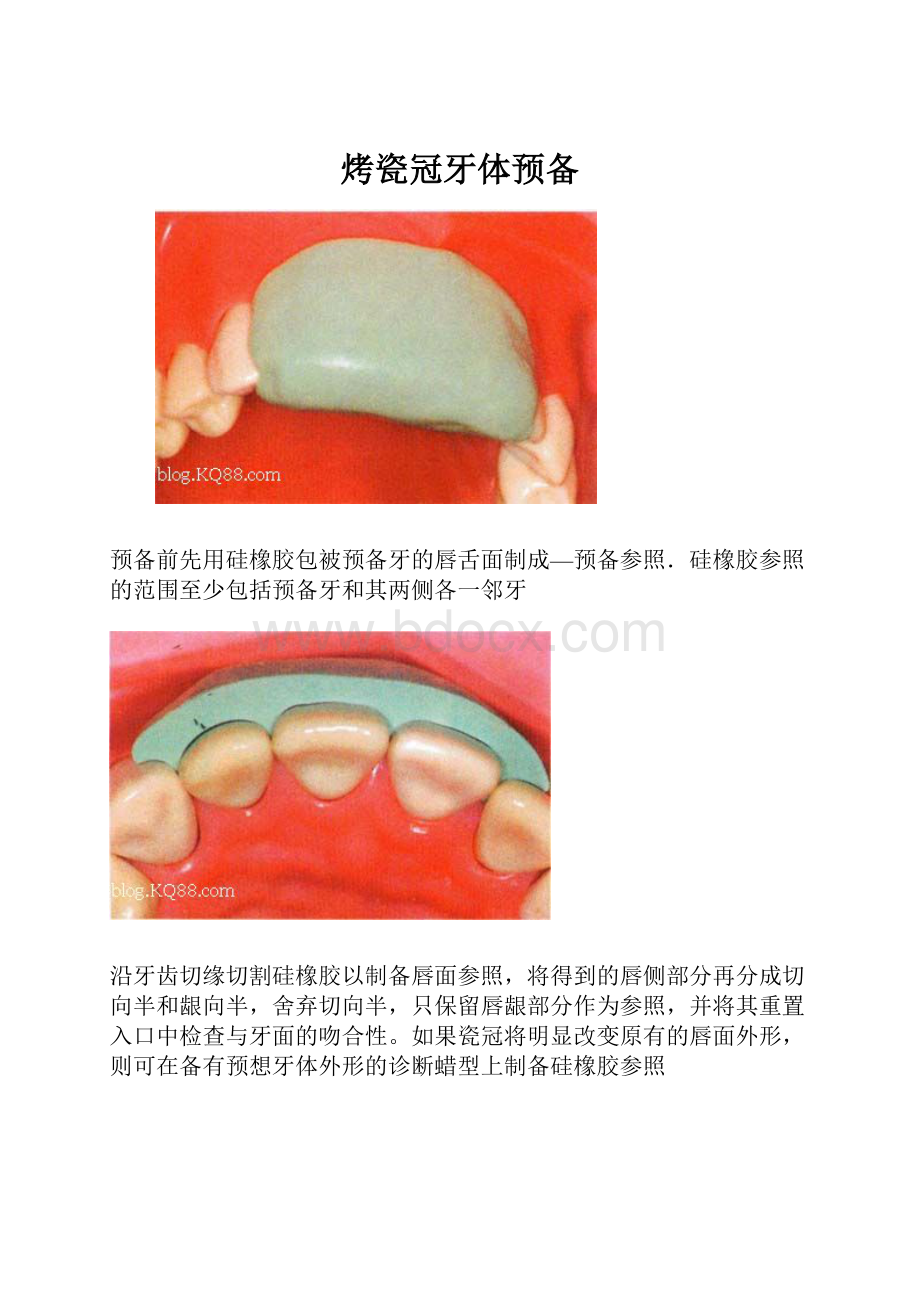
预备前先用硅橡胶包被预备牙的唇舌面制成—预备参照.硅橡胶参照的范围至少包括预备牙和其两侧各一邻牙
沿牙齿切缘切割硅橡胶以制备唇面参照,将得到的唇侧部分再分成切向半和龈向半,舍弃切向半,只保留唇龈部分作为参照,并将其重置入口中检查与牙面的吻合性。
如果瓷冠将明显改变原有的唇面外形,则可在备有预想牙体外形的诊断蜡型上制备硅橡胶参照
沿预备牙中矢状线由龈唇端到龈舌端将硬化后的硅橡胶印模切成两半,即可备得中矢状面参照。
这一参照能较好地指示沿预备体中线包括切缘和舌面在内的综合预备状况.但不能指示唇面近远中侧的预备情况。
术者可根据自己的需求决定采用哪种参照。
若时间充裕可制备两种硅橡胶参照
使用平头锥形金刚砂车制备定深沟
瓷牙冠预备时制备定深沟的做法已实行多年。
用已知直径的车针切磨牙体时,通过与未经切割的邻近釉面对比就可得知切磨的深度。
使平头锥形车针于唇面的龈向段平行。
用车针针体切入唇面近远中向的中央并使车针与唇面龈向段平行。
车针必须全径甚至更深地切人牙体内。
虽然边缘完成线最终将会与龈缘平齐或稍稍位于龈下,但此时车针顶端应保持在龈缘稍上方。
重复以上过程2次,在中矢沟与两邻线角之间的中央再各制备一条同样的定深沟
再使平头车针与唇面的切向段平行
在唇面的切向段制备2条或更多的纵向定深沟,沟深应没及车针的全径。
纵沟在靠近唇面中部的水平逐渐变浅消失.此处的牙面曲度也最大
切端预备:
使用平头锥形金刚砂车针
在切缘上至少制备2条深度为2.0mm的唇舌向定深沟。
切割时车针的方向应与切缘未经切割时的唇舌向角度一致
文献介绍的切缘预备深度从1Omm、15mm到20mm不等。
若要取得足够的美观效果,最好切除20mm的切缘组织.达到定深沟的深度。
切缘磨除过多会使唇面应力过大,导致修复体唇面发生前面曾提到过的半月形瓷裂。
预备后的切面应与原来的切缘平行,更为重要的是与咀嚼力方向垂直。
不制备这一约45。
的切舌向斜面会导致肩台处的应力过大
唇面的切向部分预备:
使用平头锥形金刚砂车针
唇面预备应分两个平面进行,这样唇切角预备时可尽量舌向深入以取得满意的美观效果,同时又不会伤及牙髓或使唇轴壁过度倾斜。
用平头锥形金刚砂车针磨除唇面唇切段定深沟之间所有的残留牙体组织。
唇面的龈向部分预备:
使用平头锥形金刚砂车针
用同一车针继续龈向部分的唇面预备。
先大体制备出肩台边缘完成线.并使这段唇轴面与舌纵轴壁之间形成尽可能小的聚合角。
唇面牙体磨除的厚度应为1.Omm左右
将唇面预备向邻面延展并制备肩台。
此时的肩台可一直延展到舌面,但次序上应在舌隆突预备完成后进行,这样做可使舌面的垂直舌壁预备面和凹面状舌隆突预备面之间的区分更明显
舌面预备使用小轮形金刚砂车针
为使舌面的舌隆突部分预备充分,用直径大于轴柄1.4mm的球形金刚砂车针在舌面磨出数个定深坑凹,使车针深入牙体直至其轴柄与釉面接触,这样备成的坑凹深度为0.7mm。
一般要制备3个这种深度参照。
在舌面应磨除O.5~1.0mm厚的牙体组织
用小轮形车针将舌面隆突区预备成凹面状。
由于多数牙齿都需要在舌面中部制备出尽可能大的间隙,凹面形磨切方式可使这一部位得到最大可能的预备。
同时.舌隆突预备形成的曲面将舌面清楚地区分为水平段和垂直段两部分.使预备体的固位力和抗力都得到加强。
另外.舌面的凹面预备可减少应力.而斜面状预备则会产生较大的张应力。
预备尖牙时.应制备出纤细的舌嵴;肾舌隆突分成2个凹面.以增加修复体的抗旋转力
舌轴面预备:
使用平头锥形金刚砂车针
用预备其他轴面时所用的平头锥形金刚砂车针预备垂直舌轴壁。
此处应磨除1.Omm厚的牙体。
预备时还应使舌壁与唇面的龈向段之间的聚合角尽可能小,因为预备体锥度过大会导致抗力不足,应力增加甚至使瓷冠折裂
小心仔细地将各轴面预备与邻接的轴面预备移行连接(图中为舌轴面和远中邻轴面)。
如果各轴面连接不圆滑,瓷冠在这些过渡区将变薄且容易折裂。
带边角的方形预备可能非常稳固,但圆钝的预备会使修复体有较高的强度
轴面精修使用171号钨钢车针
用171号锥形无板牙裂钻平整各轴面。
虽然使用增粗加长的特殊车针不容易划损牙面.但如使用小心得当.171号车针也完全可以用于牙体精修
打磨各轴面,留心去除各线角部位残留的边角.特别注意不要在靠近龈肩台的部位形成倒凹
用锥形裂钻圆钝预备面上任何明显的棱角,残留的尖锐线角可导致瓷裂
肩台精修:
使用957号车针
精修肩台
内角圆钝的肩台和图15-28所显示的不同。
肩台的锐角内角不能在瓷修复体上得到复制,对修复体的支持作用差。
另一方面,无肩台冠经常导致边缘适合不良和外形过大。
邻面肩台缺失会导致瓷冠的近远中面承受的张力增大。
一般认为肩台的宽度应为1.0mm。
虽然有人推荐肩台宽度可在0.5~1.0mm之间,但窄于1.0mm肩台预备仅适用于过小牙的修复,为保护牙髓,这类牙齿只能承受最低限度的牙体预备。
首先使用平头金刚砂车针进行肩台预备,然后像Gldstein介绍的那样,使用带斜边的末端刀口金刚砂车针。
一方面可减少软组织损伤,另外还能沿肩台在切龈向的“上下起伏”外形由唇面到邻面再到舌面进行预备,同时又不划伤肩台。
还可用边缘轻微倾斜的末端刀口钨钢车针进一步精修肩台,并防止车针在肩台切向高起部位挖切牙体。
瓷甲冠的边缘完成线一般采用平滑的肩台形式。
肩台应与咀嚼力方向或牙齿的长轴垂直,肩台与牙体外表面之间的角度近似直角。
虽然有时预备线采用凹面肩台形式.但其与牙体表面之间的角度为钝角,这一角度的增加可导致相应的应力增加
为了保证制备的肩台平滑一致,用釉质凿平整肩台表面。
同时检测其宽度。
不要将肩台和牙齿轴壁交接部位制备成锐利的内角。
只有在平滑的肩台预备基础上.才能做出具有良好边缘适合性的瓷甲冠
预备过程中将硅橡胶水平唇面参照置于牙面上,检验唇面切龈向预备的程度
可通过中矢状面参照检查牙体预备的全面状况。
可以看出,各部位牙体预备的质量达到基本一致
唇切向观察完成瓷甲冠预备的上颌中切牙
同一预备的舌面观。
注意舌面和切面上没有尖锐的线角
前牙瓷甲冠牙体预备的结构特征以及各自的功能作用
铸瓷冠牙体预备
用硅橡胶团包被后牙的颊舌耠面.制作颊舌复合参照。
取出聚合后的硅橡胶块,沿预备牙近远中侧邻牙牙尖的中线进行垂直切割,然后在牙齿的颊舌面进行水平切割并与垂直切面相交。
去除游离下来的硅橡胶段即可制得颊舌复合参照。
以邻牙耠面外形为方位对照,这一硅橡胶参照可精确地指示牙齿颊舌面的预备程度
中矢状面参照的制作。
另取硅橡胶团包被预备牙.硬化后取出口腔.沿单根牙的垂直中线或磨牙近中尖中线切割硅橡胶块,即制得中矢状面参照。
它可以单独或与颊舌复合参照一起用来检查牙体预备状况
完成后的中矢状面参照近观模式图。
为了便于观察,邻接的牙齿已被去除。
显示硅橡胶块与预备前牙齿的中线严密吻合
(牙合)面预备:
使用大圆头锥形金刚砂车针
用大圆头锥形金刚砂车针在(牙合)面制备定深沟。
设置位置应包括各三角嵴以及三角嵴近远中侧的主发育沟
用1.5mm或2.Omm宽的釉质凿检测定深沟的深度。
(牙合)面最终应降低1.5~2.0mm
用大圆头锥形金刚砂车针磨除定深沟问残留的(牙合)面组织。
应注意依循(牙合)面的几何斜面外形进行预备,以保证瓷修复体获得足够的支持厚度,同时预备牙能保持一定的高度
功能尖斜面预备:
使用大圆头锥形金刚砂车针
为预备功能尖斜面.先用大圆头金刚砂车针制备定深沟。
图中定深沟设置在颊尖的颊斜面上
预备功能尖斜面,以保证瓷修复体在颊尖颊斜面的厚度与在舌斜面的厚度一致。
上颌牙的功能尖斜面应预备在舌尖的舌斜面上。
功能尖斜面的方向应与对(牙合)牙的牙尖斜面大致平行
还可通过紧咬一种1.5mm厚的的厚度指示条(flexibleclearanceguide)来判断(牙合)面预备的程度:
在患者紧咬牙齿的情况下,若指示条能从颊侧抽出.表明(牙合)面预备空隙已达1.5mm,如果不能,则提示需要进一步预备。
观察患者的蜡片咬合记录可帮助确定需要额外磨除的部位
颊舌轴面的预备:
使用大圆头锥形金刚砂车针
为确保预备充分,先在颊舌面制备定深沟。
文献介绍的轴面预备厚度为1.0mm、1.2mm和1.5mm不等,为保证瓷冠在龈缘边缘完成线部位的厚度达到1.0mm,冠中份的轴面预备必须达到1.5mm或略少于1.5mm的程度。
由于铸瓷冠的耠面和...
 升级会员
升级会员 